1.本发明属于材料表面处理技术领域,具体涉及一种既保证高表面纳米化质量,又保证低表面粗糙度的超声喷丸处理方法及装置。
背景技术:
2.超声喷丸技术是在传统喷丸技术的基础上发展而来的一种新型表面强化方法,其将高频振荡电信号转换成纵向机械振动的超声波,超声波振动能量推动弹丸连续轰击金属材料表面,使试样表面层产生严重的塑性变形,从而导致其晶粒减小、组织细化、硬度提升。超声喷丸过程中当工作距离、工作时间一定时,试件所受冲击能量的大小主要受弹丸速度的影响,而弹丸速度变化受其直径变化的影响较小,因而在其它超声喷丸参数一定的情况下,同材质弹丸携带的能量大小与其直径大小近似线性相关,大尺寸弹丸携带高能量,小尺寸弹丸携带较弱能量。采用较大尺寸的弹丸冲击会产生较大塑性变形,较大的塑性变形会产生较优的表面纳米化效果,但同时也会导致试样表面产生较深凹坑,峰、谷高度差较大,粗糙度急剧增加;采用较小尺寸的弹丸冲击会产生较小塑性变形,较小的塑性变形产生的峰、谷高度差较小,有较好的表面质量,但也会导致冲击能量不足,表面纳米化质量降低,晶粒细化度和纳米梯度层深度受限,性能提升较小。以往多为牺牲试件表面纳米化质量而获得理想的表面粗糙度(如通过抛磨掉一定深度纳米层使得表面粗糙度降低)或牺牲表面形貌质量而获得较好的表面纳米化质量(使用大能量冲击产生严重塑性变形),二者无法兼达,大大限制了超声喷丸的强化零件种类。
3.而像航空齿轮、轴承等高精密零件因其严苛的工作环境,对其啮合面、交界面的强度及表面质量有较高的需求,将其表面纳米化可大大提升作用面强度,但以往所采用的单一尺寸弹丸的超声喷丸方法,试件表面纳米化质量与表面形貌质量呈现负相关关系,其产生的高度表面纳米化下的低表面质量与高表面质量下的低度表面纳米化现象大大约束了超声喷丸技术在强化高精密零件上的应用。
技术实现要素:
4.本发明要解决的技术问题在于针对上述现有技术中存在的试件表面纳米化质量与表面形貌质量呈现负相关关系、二者无法兼达的不足,提供一种集表面纳米化与抛磨一体的超声喷丸处理方法及装置,既保证试件表面高纳米化质量,又保证其较小表面粗糙度。
5.本发明为解决上述提出的技术问题所采用的技术方案为:
6.一种集表面纳米化与抛磨一体的超声喷丸处理方法,包括以下步骤:
7.s1、采用粒径为d1的大尺寸弹丸配合超声喷丸设备对工件表面进行第一次超声喷丸处理,使工件表面获得一定深度的纳米晶粒层;
8.s2、采用粒径为d2的小尺寸弹丸配合超声喷丸设备对工件表面进行第二次超声喷丸处理,同时对工件施加脉冲电流,利用脉冲电流对工件的电致塑性效应,配合小尺寸弹丸冲击,将大尺寸弹丸轰击产生的峰高度降低,以实现类似抛磨的效果;其中,d2<d1。
9.上述方法中,步骤s1在第一工位进行,步骤s2在第二工位进行。
10.上述方法中,所述大尺寸弹丸的粒径d1的范围为3-5mm;所述小尺寸弹丸的粒径d2的范围为0.5-2.5mm。
11.上述方法中,更换小尺寸弹丸时,可依据工件材质特性与第一次喷丸后的表面形貌柔性选择合适尺寸的小尺寸弹丸,并调整第二次喷丸时小尺寸弹丸的工作距离与工作时间;也可依据工件材质特性灵活改变脉冲电流的密度和频率,以产生不同层次的电致塑性效应。
12.上述方法中,当工件材质为硬质金属时,第二次更换的小尺寸弹丸粒径d2需满足d1-d2<2mm,并可通过缩小喷丸工作距离、延长喷丸时间,以实现更好的抛磨效果;当工件材质为软质金属时,第二次更换的小尺寸弹丸粒径d2需满足d1-d2≥2mm,为提升工作效率,第二次喷丸的工作距离和工作时间可不改变,进行微抛磨。
13.上述方法中,当工件材质为硬质金属时,可增大第二次喷丸时脉冲电流的密度和频率,提高强化时的电致塑性效应,增强小尺寸弹丸超声冲击的抛磨效果,进一步改善表面粗糙度及纳米化质量;当工件材质为软质金属时,可减小第二次喷丸时脉冲电流的密度和频率,削减电致塑性效应,避免产生“过喷”效应导致粗糙度增大。
14.相应的,本发明还提出一种集表面纳米化与抛磨一体的超声喷丸处理装置,包括超声喷丸设备、脉冲电源、平移驱动装置、工作台架和升降平台;所述工作台架包括上下间隔设置的上工作平台和下工作平台;所述上工作平台设置第一工位和第二工位,第一工位处安装有第一喷丸腔,第一喷丸腔内用于放置大尺寸弹丸,第一喷丸腔上端用于固定工件,第二工位处安装有第二喷丸腔,第二喷丸腔内用于放置小尺寸弹丸,第二喷丸腔上端用于固定工件,上工作平台在第一喷丸腔和第二喷丸腔下方分别开设用于超声振动工具头穿过的通孔;所述平移驱动装置设置于下工作平台,所述升降平台安装于平移驱动装置的平移部件上,所述超声喷丸设备安装于升降平台上,通过平移驱动装置驱动所述超声喷丸设备在第一工位与第二工位之间移动,通过升降平台调节超声喷丸设备的超声振动工具头的高度;所述脉冲电源位于第二工位一侧,其电脉冲正极接头和电脉冲负极接头用于连接第二工位处的工件。
15.上述方案中,所述超声喷丸设备包括依次相连的超声波发生器、超声波换能器、变幅杆和超声振动工具头;其中,超声波换能器直接安装于所述升降平台上,超声波换能器上部依次连接变幅杆和超声振动工具头;所述超声波发生器置于工作台架一侧,通过数据线与所述超声波换能器连接。
16.上述方案中,所述第二喷丸腔为绝缘材料。
17.上述方案中,所述平移驱动装置包括滚珠丝杠组件和电机,所述电机与滚珠丝杠组件的丝杠连接,所述升降平台安装于滚珠丝杠组件的滑台上。
18.本发明的有益效果在于:
19.1、本发明方法首先利用超声喷丸的大尺寸弹丸携带的大能量在试件表面冲击出较高表面纳米化质量;随后,利用电脉冲对试件的电致塑性效应,配合超声喷丸的小尺寸弹丸携带的小能量对工件表面的较差形貌进行改善,在进一步增强表面纳米化质量的情况下达到了类似抛磨的效果,最终实现了超声喷丸后工件的高表面纳米化质量与低表面粗糙度的兼容。
20.2、本发明方法创造性提出以小尺寸弹丸超声冲击改善大尺寸弹丸超声冲击后的较差形貌,并同时施加脉冲电流,利用电致塑性效应弥补小尺寸弹丸冲击能量不足的缺陷,进一步提升形貌修复效果及表面纳米化质量。
21.3、本发明相应的提出一种多工位超声喷丸装置,通过多工位间精确移动,大大提升强化效率,进一步推广了超声喷丸技术在精密材料强化领域的应用。
附图说明
22.下面将结合附图及实施例对本发明作进一步说明,附图中:
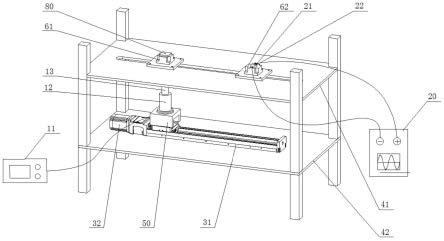
23.图1是本发明集表面纳米化与抛磨一体的超声喷丸处理装置的结构图;
24.图2是本发明超声喷丸设备在工位一时工作的剖面图;
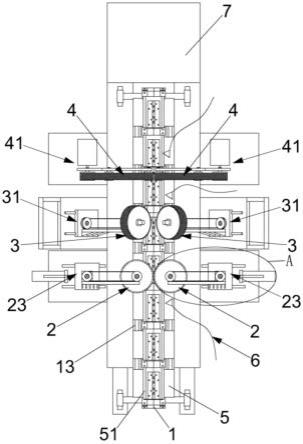
25.图3是本发明超声喷丸设备在工位二时工作的剖面图;
26.图4是本发明超声喷丸设备在工位二时工作的局部结构示意图。
27.图中:10、超声喷丸设备;11、超声波发生器;12、超声波换能器;13、变幅杆;14、超声振动工具头;20、脉冲电源;21、电脉冲正极接头;22、电脉冲负极接头;31、滚珠丝杠组件;32、电机;41、上工作平台;42、下工作平台;50、升降平台;61、第一喷丸腔;62、第二喷丸腔;71、大尺寸弹丸;72、小尺寸弹丸;80、工件。
具体实施方式
28.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
29.本发明提出了一种集表面纳米化与抛磨一体的超声喷丸处理方法,包括以下步骤:
30.s1、采用粒径为d1的大尺寸弹丸配合超声喷丸设备对工件表面进行第一次超声喷丸处理,大尺寸弹丸在超声振动作用下连续轰击金属材料表面,使工件表面产生一定的塑性变形,导致其获得一定深度的纳米晶粒层,获得较高的表面纳米化质量。其中,大尺寸弹丸的粒径d1的范围为3-5mm。
31.s2、采用粒径为d2的小尺寸弹丸配合超声喷丸设备对工件表面进行第二次超声喷丸处理,小尺寸弹丸在超声振动作用下连续轰击金属材料表面,同时对工件施加脉冲电流,利用脉冲电流对工件的电致塑性效应,配合小尺寸弹丸冲击,将大尺寸弹丸轰击产生的峰高度降低,以实现类似抛磨的效果,在不降低工件表面纳米化质量的情况下提高试件表面质量,并进一步提升表面纳米化质量。其中,小尺寸弹丸的粒径d2的范围为0.5-2.5mm。
32.本发明首先利用超声喷丸的大尺寸弹丸携带的大能量在试件表面冲击出较高表面纳米化质量;随后,利用电脉冲对试件的电致塑性效应,配合超声喷丸的小尺寸弹丸携带的小能量对工件表面的较差形貌进行改善,在进一步增强表面纳米化质量的情况下达到了类似抛磨的效果,实现了超声喷丸后工件的高表面纳米化质量与低表面粗糙度的兼容。其中,电致塑性效应指的是将脉冲电流通于材料,在材料内部会形成电流或电场,材料内部的电子在电流作用下发生运动,降低材料的变形抗力,材料的塑性得到明显提高的现象。在步骤s2电致塑性效应实施过程中,利用超声喷丸的小尺寸弹丸冲击表面存在大量凹凸界面的工件,可有效弥补小尺寸弹丸冲击能量不足,形貌改善效果差的现象。
33.上述方法中,为了提高工件处理效率,可以将工件放置在两个工位分别依次强化,即步骤s1在第一工位进行,随后移动至第二工位,步骤s2在第二工位进行。
34.上述方法中,每次更换小尺寸弹丸后,可依据工件材质特性与第一次喷丸后的表面形貌柔性调整第二次喷丸时小尺寸弹丸的工作距离与工作时间。如:强化高碳钢等硬质金属时,欲获得更好的表面纳米化质量,需要牺牲第一次喷丸后的试件表面粗糙度,造成第一次喷丸后表面粗糙度远大于所期望粗糙度,则第二次更换的小尺寸弹丸粒径d2需满足d1-d2<2mm,以保证有足够大的能量进行抛磨,且可通过缩小第二次喷丸工作距离,并延长喷丸时间,以使其有足够大的单次冲击能量(但小于第一次喷丸的单次冲击能量)破坏高峰形貌,并有足够长的时间多次破坏高峰形貌,避免更换的弹丸尺寸过小而导致对第一次喷丸后的表面粗糙度改善效果不明显现象,实现更好的抛磨效果,使其更贴近所期望粗糙度值。强化铝合金等软质金属时,因第一次喷丸实现表面纳米化所需冲击能量不大,无需牺牲过多表面形貌,故而第一次喷丸后的表面粗糙度只略大于所期望粗糙度,所更换弹丸尺寸d2满足d1-d2≥2mm,为提升工作效率,第二次喷丸的工作距离和工作时间可不改变,进行微抛磨,使其更贴近所期望粗糙度值。
35.其次,也可依据工件材质特性灵活改变脉冲电流的密度和频率,以产生不同层次的电致塑性效应,增强小尺寸弹丸超声冲击的抛磨效果,进一步改善表面粗糙度及纳米化质量。如:强化高碳钢等硬质金属时,可增大第二次喷丸脉冲电流的密度和频率,提高强化时的电致塑性效应,增强小尺寸弹丸超声冲击的抛磨效果,进一步改善表面粗糙度及纳米化质量;强化铝合金等软质金属时,可减小第二次喷丸脉冲电流的密度和频率,削减电致塑性效应,避免产生“过喷”效应导致粗糙度增大。所调整的脉冲电流密度和频率的阈值需依据所强化试件的导电性、电热性等属性综合考虑,核心在于通过改变电脉冲参数灵活调控不同试件的电致塑性效应,实现更好的抛磨效果。
36.结合以上两种,在不改变工作距离和工作时间的基础上,第二工位处的强化情况有以下四种:
37.1.第二次喷丸粒径d2满足d1-d2<2mm,且电脉冲参数(电流密度、频率)趋向于增强试件电致塑性效应,即增大第二次喷丸时的电流密度和频率,此时抛磨效果最强;
38.2.第二次喷丸粒径d2满足d1-d2<2mm,且电脉冲参数(电流密度、频率)趋向于削减试件电致塑性效应,即减小第二次喷丸时的电流密度和频率,此时抛磨效果较强;
39.3.第二次喷丸粒径d2满足d1-d2≥2mm,且电脉冲参数(电流密度、频率)趋向于增强试件电致塑性效应,即增大第二次喷丸时的电流密度和频率,此时抛磨效果较弱;
40.4.第二次喷丸粒径d2满足d1-d2≥2mm,且电脉冲参数(电流密度、频率)趋向于削减试件电致塑性效应,即减小第二次喷丸时的电流密度和频率,此时抛磨效果最弱。
41.要注意的是,第二工位处的抛磨效果并非越强越好,抛磨效果过强会导致弹丸“过喷”,反而会使试件表面粗糙度进一步增加,需依据试件硬度及实验经验来确定第二工位处的强化情况。
42.相应的,本发明还提出一种集表面纳米化与抛磨一体的超声喷丸处理装置,如图1-4所示,包括超声喷丸设备10、脉冲电源20、平移驱动装置、工作台架和升降平台50。超声喷丸设备10包括自下而上依次相连的超声波发生器11、超声波换能器12、变幅杆13和超声振动工具头14。工作台架包括上下间隔设置的上工作平台41和下工作平台42。上工作平台
41设置第一工位和第二工位,第一工位处安装有第一喷丸腔61,第一喷丸腔61内用于放置大尺寸弹丸71,第一喷丸腔61上端用于固定工件80,第二工位处安装有第二喷丸腔62,第二喷丸腔62内用于放置小尺寸弹丸72,第二喷丸腔62上端用于固定工件80;上工作平台41在第一喷丸腔61和第二喷丸腔62下方分别开设用于超声振动工具头14穿过的通孔。平移驱动装置设置于下工作平台42,升降平台50安装于平移驱动装置的平移部件上,超声喷丸设备10安装于升降平台50上。通过平移驱动装置驱动超声喷丸设备10在第一工位与第二工位之间移动。通过升降平台50调节超声喷丸设备10的超声振动工具头14的高度,灵活控制喷丸工作距离,并使得超声振动工具头14能够伸入或退出两个工位的喷丸腔,从而保证超声喷丸设备10在多工位间的顺利移动。脉冲电源20位于第二工位一侧,其电脉冲正极接头21和电脉冲负极接头22用于连接第二工位处的工件80。
43.进一步优化,超声波换能器12直接安装于升降平台50上,超声波换能器12上部依次连接变幅杆13和超声振动工具头14;超声波发生器11置于工作台架一侧,通过数据线与超声波换能器12连接。
44.进一步优化,第二喷丸腔62为绝缘材料。
45.进一步优化,平移驱动装置包括滚珠丝杠组件31和电机32,电机32与滚珠丝杠组件31的丝杠连接,升降平台50安装于滚珠丝杠组件31的滑台上。
46.上述集表面纳米化与抛磨一体的超声喷丸处理装置的处理方法如下:
47.第一步、通过滚珠丝杆组件带动升降平台50及超声波喷丸设备移动至第一工位,工件80固定于第一喷丸腔61上顶面,通过升降平台50调整超声振动工具头14伸入第一喷丸腔61内,并与工件80的距离保持适当工作距离,超声振动工具头14、第一喷丸腔61与工件80形成密闭喷丸腔,大尺寸弹丸71置于第一喷丸腔61内,如图2所示,启动超声喷丸设备10并设定工作时间;
48.第二步、超声喷丸设备10停止工作后,卸下工件80,通过滚珠丝杠组件31移动超声波喷丸设备至第二工位处,将工件80固定于第二喷丸腔62上顶面,并由电脉冲正极接头21和电脉冲负极接头22夹持,工件80、电脉冲正极接头21、电脉冲负极接头22、脉冲电源20及相应导线连成闭合回路,通过升降平台50调整超声振动工具头14伸入第二喷丸腔62内,并与工件80的距离保持适当工作距离,超声振动工具头14、第二喷丸腔62与工件80形成密闭喷丸腔,将小尺寸弹丸72放入第二喷丸腔62内,如图3所示,启动脉冲电源20,输出一定频率和幅值的脉冲电流,随后启动超声喷丸设备10并设定工作时间。
49.本发明在第一工位处采取大尺寸弹丸71超声冲击对工件80表面进行一次强化,可在工件80表面打造出较好的表面纳米化质量,但同时也使得工件80表面粗糙度增加,产生凹凸不平的峰谷。随后利用滚珠丝杠组件31精确将超声喷丸设备10自动移至第二工位处进行二次强化,对工件80施加脉冲电流,产生电致塑性效应,其机理可归为以下几方面:(1)焦耳热效应:因金属试件本身存在电阻,通电流后会使得试件温度升高,产生热软化现象;(2)集肤效应:脉冲电流通过试件时电子一般在其表面富集,因而试件内、外部将会形成电流密度梯度及温度梯度,进而更易被超声波喷丸在其表面产生塑性变形;(3)磁压缩效应:电脉冲被施加到上时会在工件80周围产生磁场,对金属工件80内等离子体具有压缩效应,使得工件80在垂直方向上受压力,平面方向上受拉力,此时,对工件80进行纵向的超声波喷丸,更易产生塑性变形;(4)纯电致塑性效应:脉冲电流的漂移电子会对位错产生推力,使得位
错运动所受阻力减少,从而使试件更易产生塑性变形。在第二工位处对试件施加一定频率和幅值的脉冲电流的同时,更换小尺寸弹丸72继续利用超声波喷丸冲击,有效弥补了小尺寸弹丸72冲击能量不足,大大增加了其对一次强化试件表面粗糙度的改善程度,并进一步提升了试件的表面纳米化质量。
50.上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。