1.本发明属于差压铸造技术领域,尤其涉及一种差压铸造铸件充型监控及凝固参数测试系统及控制方法。
背景技术:
2.目前,随着航空、航天、装备事业的发展,铸造铝合金作为传统的金属材料,由于其密度小、比强度高等特点,广泛地应用于航空、航天、汽车、机械等各行业,具有无比广阔的前景。因此对铸造铝合金的研究包括很多方面,比如合金元素在合金中的作用,合金成分的优化和新的合金的研究,合金的熔炼,合金液的精炼处理,合金的晶粒细化,铝硅合金的变质处理,传统铸造方法难以满足铝合金铸件的大型化、薄壁化、复杂化、一体化要求。由此,新型铸造方式及其过程监控依然成为刚需,进一步提高合金的性能,确保生产出合格的铸件,是大势所趋。然而,在铝合金铸件的实际生产中,会存在气孔、针孔、裂纹、缩孔、疏松、变形、冷隔、未浇足、夹砂、跑火等缺陷,由于零件结构各异,使用材料各异,各种缺陷会因铸件不同而有所不同。
3.差压铸造作为反重力铸造,壳体凝固是在高压情况下完成结晶,能有效杜绝铝合金针孔缺陷,并减少其他缺陷发生,同时增强金属液的补缩能力,在大型舱体铸造上被广泛应用。为了更好的保证铸件质量及成品率,差压铸造铸件铸型需要保持稳定的压力和一定的温度条件,且需计算界面换热系数。
4.中国专利cn114226690a公开了一种用于铝合金差压铸造的控制方法及铸造装置,包括铸造炉子、铸造上罐、坩埚、密封机构和监控机构,铸造炉子与铸造上罐采用可拆卸机构连接为密封罐体。该用于铝合金差压铸造的控制方法及铸造装置,通过监控机构的作用,可以对铸造上罐与铸造炉子内的气压进行实时监控,通过上罐控压机构和测压机构配合对铸造上罐实现设定恒压控制,通过下罐控压机构和测压机构配合对铸造炉子实现设定恒压控制,保证差压铸造上罐凝固压力的稳定控制,确保差压铸造需要压力能够实现根据需求设定,同时能保持稳定,改善铸件在不同压力下凝固的条件,同时能够根据需求设定,能够提高铸造的精度。
5.然而,上述用于铝合金差压铸造的控制方法及铸造装置仅对罐体内气压进行监控反馈,对于铸造过程中金属液在不同位置不同时刻的温度场不能有效监测,也不能得出铸件不同高度、不同厚大部位的界面换热系数,不能对铸件整体的凝固顺序进行调控。
技术实现要素:
6.本发明的一个或多个实施例的细节在以下附图和描述中提出,以使本技术的其他特征、目的和优点更加简明易懂。
7.本发明提出一种差压铸造铸件充型监控及凝固参数测试系统,解决了现有技术存在的上述问题,能够监测砂芯铸造过程中金属液在不同位置不同时刻的温度场,并计算铸件不同高度位置、结构厚大位置等的界面换热系数,保证充型平稳,降低铸件发生缺陷概
率,能够有效监测差压过程压力变化情况,当压力斜率大于某设定值后通过快速排气泄压,最大限度防止铸型跑火造成设备故障。
8.本发明一方面公开了一种差压铸造铸件充型监控及凝固参数测试系统,包括下罐体,安装于地坑水泥地基,所述下罐体用于安装装有金属液的坩埚保温炉;上罐体,安装于所述下罐体上方,所述上罐体用于放置铸型;中隔板,安装于所述下罐体与所述上罐体之间,所述中隔板通过旋转密封,将所述上罐体和所述下罐体划分为两个独立密封空间;至少一气源,通过气流管道分别连接所述上罐体和所述下罐体;升液管,穿过所述中隔板将坩埚保温炉中的金属液导入到所述铸型内;温度测试系统,包括设置于所述上罐体内不同高度的热电偶和连接于所述热电偶的多通道测温仪,所述多通道测温仪通过将所述热电偶探测记录所述上罐体内不同位置随时间变化的温度信号传输至plc系统形成温度曲线;压敏传感系统,连接于所述下罐体的内腔,所述压敏传感系统通过将所述下罐体内腔的压力信息传输至plc系统判断所述内腔压力变化斜率控制差压铸造铸件充型过程压力变化;热敏传感器,均布于所述上罐体底部与所述中隔板密封面周向,所述热敏传感器将温度信息传输至plc系统控制所述上罐体内温度异常时泄压。
9.在其中一些实施例中,所述热电偶分别设置于树脂砂外形界面,外冷铁与所述金属液接触界面,铸件不同高度、厚大部位与所述金属液位置界面。
10.在其中一些实施例中,所述坩埚保温炉进一步包括耐火砖,铺设于所述下罐体底部;主体支撑架,设置于所述耐火砖上,所述主体支撑架与所述耐火砖形成炉膛内腔;坩埚,设置于所述炉膛内腔上,所述坩埚内部放置所述金属液;保温盖,设置于所述坩埚顶部。
11.在其中一些实施例中,所述铸型进一步包括砂箱,设置于所述中隔板上,所述砂箱内填充树脂砂及冷却系统;砂芯,设置于所述砂箱内,所述砂芯根据工装及冷铁排布而成。
12.在其中一些实施例中,所述温度测试系统进一步包括热电偶保护套,所述热电偶保护套穿过保温盖插入到所述金属液中。
13.在其中一些实施例中,差压铸造铸件充型监控及凝固参数测试系统还包括多个阀体,所述阀体连接于罐体内腔,所述阀体进一步包括进气阀,分别连接于所述下罐体与所述上罐体的内腔;排气阀,分别连接于所述下罐体与所述上罐体的内腔,所述排气阀在保压完成后进行排气泄压;气体互通阀,分别连接于所述下罐体与所述上罐体,所述气体互通阀在充气过程保证两罐体之间压力平衡;安全阀,设置于所述上罐体顶部且与所述上罐体内部联通,所述安全阀用于保证上罐体内压力不超过安全阈值。
14.本发明另一方面公开了上述差压铸造铸件充型监控及凝固参数测试系统的控制方法,包括以下步骤:
15.差压铸造铸件充型监控:差压铸造铸件充型过程中,当所述金属液从所述铸型型腔底部沿浇注系统自下而上方向充型时,随时间变化所述金属液自下而上依次接触多个所述热电偶,所述多通道测温仪将罐体内不同位置所述热电偶随时间变化的温度信号传输至plc系统,生成温度曲线;
16.差压浇筑参数设计:根据温度曲线,用不同所述热电偶设置位置的高度差δh除以不同时间所述热电偶温度变化的时间差δt,计算出所述金属液在不同高度界面的充型速率,通过plc系统调整差压设备增压及排气速率,使得不同高度界面的充型速率尽可能接近;
17.凝固参数监控:根据温度曲线,判断铸件不同位置是否能尽可能同时凝固或自上而下凝固,若不能满足上述条件,通过调整冷却系统使铸件不同高度或厚大部位尽可能同时凝固或自上而下凝固。
18.在其中一些实施例中,还包括压力监控步骤:所述压敏传感系统通过将罐体内腔压力信息传输至plc系统,当罐内压力瞬间大于工艺设定值后,plc系统接收信号并反馈给所述排气阀,使所述排气阀打开快速泄压;
19.在其中一些实施例中,还包括跑火监控步骤:当发生跑火,所述金属液触碰到所述热敏传感器,温度大于200℃时,所述热敏传感器通过将温度信息传输至plc系统再反馈给所述排气阀,使所述排气阀打开快速泄压。
20.在其中一些实施例中,差异铸造铸件充型前还包括以下步骤:将所述升液管放入所述中隔板预设的中心孔位置,插入所述坩埚内部,形成所述金属液通道,移动所述上罐体至所述中隔板上形成密封罐体,打开所述进气阀充气至所述上罐体与所述下罐体气压平衡,打开连接所述上罐体的所述排气阀排气减压,在所述下罐体压力的作用下,所述坩埚内部的所述金属液沿着所述升液管上升进入铸型型腔。
21.与现有技术相比,本发明的有益效果在于:
22.本发明提供了一种差压铸造铸件充型监控及凝固参数测试系统,多通道测温仪通过将罐体内不同位置热电偶随时间变化的温度信号传输至plc系统,生成温度曲线,调整冷却系统使铸件不同高度或厚大部位尽可能同时凝固或自上而下凝固,保证充型平稳;压敏传感系统通过将内腔压力信息传输至终端plc系统判断所述内腔压力变化斜率控制差压铸造铸件充型过程压力变化,防止跑火造成设备故障;当发生跑火,金属液触碰到热敏传感器时,热敏传感器通过将温度信息传输至终端plc系统再反馈给排气阀排气泄压,防止造成设备故障。
附图说明
23.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
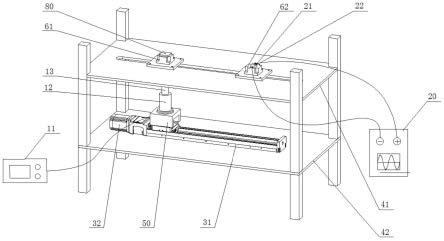
24.图1为本发明实施例所提供的差压铸造铸件充型监控及凝固参数测试系统的结构示意图;
25.附图说明:1、下罐体,2、底部耐火砖,3、主体支撑架,4、坩埚,5、金属液,6、气体互通阀,7、升液管,8、中隔板,9、砂箱,10、铸型,11、砂芯,12、上罐体,13、安全阀,14、保温盖,15、排气阀,16、多通道测温仪,17、热电偶,18、热电偶保护套,19、进气阀,20、压敏传感系统,21、热敏传感器,22、报警器。
具体实施方式
26.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行描述和说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。基于本发明提供的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.显而易见地,下面描述中的附图仅仅是本发明的一些示例或实施例,对于本领域
的普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图将本发明应用于其他类似情景。此外,还可以理解的是,虽然这种开发过程中所作出的努力可能是复杂并且冗长的,然而对于与本发明公开的内容相关的本领域的普通技术人员而言,在本发明揭露的技术内容的基础上进行的一些设计,制造或者生产等变更只是常规的技术手段,不应当理解为本发明公开的内容不充分。
28.在本发明中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本发明的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域普通技术人员显式地和隐式地理解的是,本发明所描述的实施例在不冲突的情况下,可以与其它实施例相结合。
29.除非另作定义,本发明所涉及的技术术语或者科学术语应当为本发明所属技术领域内具有一般技能的人士所理解的通常意义。本发明所涉及的“一”、“一个”、“一种”、“该”等类似词语并不表示数量限制,可表示单数或复数。本发明所涉及的术语“包括”、“包含”、“具有”以及它们任何变形,意图在于覆盖不排他的包含;例如包含了一系列步骤或模块(单元)的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可以还包括没有列出的步骤或单元,或可以还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。本发明所涉及的“连接”、“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电气的连接,不管是直接的还是间接的。本发明所涉及的“多个”是指两个或两个以上。“和/或”描述关联对象的关联关系,表示可以存在三种关系,例如,“a和/或b”可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。本发明所涉及的术语“第一”、“第二”等仅仅是区别类似的对象,不代表针对对象的特定排序。
30.本发明实施例提供了一种差压铸造铸件充型监控及凝固参数测试系统,尤其涉及轻合金差压铸造铸件充型过程监控及凝固参数确定及测试。图1为根据本发明实施例的差压铸造铸件充型监控及凝固参数测试系统的结构示意图。参考图1所示,该差压铸造铸件充型监控及凝固参数测试系统包括:罐体,罐体包括下罐体1和上罐体12,其中,下罐体1,安装于地坑水泥地基,下罐1体用于安装装有金属液的坩埚保温炉;坩埚保温炉进一步包括底部耐火砖2,铺设于下罐体1底部;主体支撑架3,设置于底部耐火砖2上,用于固定炉丝,主体支撑架3与底部耐火砖2形成炉膛内腔;坩埚4,设置于炉膛内腔顶部钢板上,用于熔炼合金,坩埚4内部放置金属液5;保温盖14,设置于坩埚4顶部,用于隔绝多余热量散失;上罐体12,安装于下罐体1上方,上罐体12通过龙门结构具备移动功能,上罐体12工作时锁紧在中隔板8上,形成独立密封空间,上罐体12内放置铸型10。下罐体1与上罐体12之间安装有中隔板8,中隔板8通过旋转密封,使得两罐体在阀体关闭的情况下形成两个独立密封空间。升液管7安装于中隔板8中心,并通过中隔板8深入到坩埚4所盛金属液5中,保证金属液5通过反压能顺利进入型腔,升液管7将坩埚4中的金属液5导入到铸型内。铸型10进一步包括砂箱9,设置于中隔板8上,砂箱9内填充树脂砂及冷却系统,形成外型结构;砂芯11,设置于砂箱9内,砂芯11根据工装及冷铁排布形成产品内腔,砂芯11与砂箱9组合形成产品毛坯空腔,整体合箱后放置于中隔板8上。
31.本发明实施例中差压铸造铸件充型监控及凝固参数测试系统还包括至少一气源,
通过气流管道分别连接上罐体和下罐体;多个阀体,连接于罐体内腔,阀体进一步包括进气阀15,分别连接于下罐体1与上罐体12的内腔;排气阀15,分别连接于下罐体1与上罐体12的内腔,在保压完成后进行排气泄压;气体互通阀6,分别连接于下罐体1与上罐体12,在充气过程保证两罐体之间压力平衡;安全阀13,设置于上罐体12顶部且与上罐体12内部联通,保证上罐体12内压力不超过安全阈值。
32.本发明实施例中差压铸造铸件充型监控及凝固参数测试系统还包括温度测试系统,包括设置于罐体内不同高度的热电偶17和连接于热电偶17的多通道测温仪16,热电偶17为多个k型热电偶,k型热电偶外套设耐高温陶瓷热电偶保护套18,热电偶保护套18穿过保温盖14顶部设置的预留孔深入到金属液5中;k型热电偶分别固定树脂砂外形界面,外冷铁与金属液接触界面,不同高度位置厚大部位与金属液位置界面等,多通道测温仪16连接k型热电偶,并将k型热电偶探测记录罐体内不同位置随时间变化的温度传输至终端plc系统形成温度曲线。压敏传感系统20,连接于上罐体12内腔和/或下罐体1内腔,压敏传感系统20通过将内腔压力信息传输至终端plc系统,plc系统及计算机通过判断内腔压力变化斜率监测控制差压过程压力变化,当压力瞬间大于工艺设计要求值安全系数后,plc系统将信号反馈给排气阀15,使排气阀15打开快速泄压,防止跑火造成设备故障。热敏传感器21,安装在上罐体12底部与中隔板8密封面,均布四处,热敏传感器21与终端plc系统相连接,并将上罐体12内温度信息传输至终端plc系统。一般浇注时砂箱9周围温度不超过100℃,跑火时区域温度则在300~500℃,当发生跑火金属液5触碰到热敏传感器21,温度大于200℃时,热敏传感器21通过将温度信息传输至终端plc系统再反馈给排气阀15,使排气阀15打开快速泄压,同时终端plc系统将异常信号反馈给报警器22,报警器22进行闪烁警示,从而防止跑火造成设备故障。
33.本发明差压铸造铸件充型监控及凝固参数测试系统能够监测砂芯铸造过程中金属液在不同位置不同时刻的温度场,同时能有效监测差压过程压力变化情况,由于跑火时压力会发生突变,当压力斜率大于某设定值后,通过快速排气泄压,最大限度防止铸型跑火造成设备故障;通过监控过程充型位置及凝固温度曲线,合理设计差压浇注参数,并计算铸件不同高度位置及结构厚大位置的界面换热系数,为后续产品运用软件模拟铸件凝固过程,判断其凝固顺序、温度场及最后凝固区域提供依据,从而降低铸件发生缺陷概率,同时最大化保证铸造过程跑火造成设备损坏,更好的保证铸件质量及成品率。
34.本发明还提供了一种采用上述差压铸造铸件充型监控及凝固参数测试系统的控制方法,包括差压铸造充型位置监控步骤,差压浇筑参数设计步骤,凝固参数监控步骤,和/或压力监控步骤,和/或跑火监控步骤。具体的,在铸型10及砂芯11需求位置配有快速接头,预留热电偶17,延伸砂箱9外侧,铸件合型后,将熔化合格的坩埚4起吊至下罐体1并合上中隔板8,将升液管7放入中隔板8的中心孔位置,插入坩埚4内部,起吊铸型10至中隔板8限定位置,快速连接好预留在差压罐上的热电偶快速接头,移动上罐体12合上罐体,打开进气阀19充气,当上罐体12与下罐体1气压平衡后,打开连接上罐体12的排气阀15排气减压,利用压力差升液、充型、增压、保压;
35.当金属液从铸型10底部沿浇注系统自下而上方向充型时,铸型10底部设置的热电偶17最先接触金属液,且此位置热电偶17最先出现温度波动,随时间变化金属液5自下而上依次接触多个热电偶17,多通道测温仪16通过将罐体内不同位置热电偶随时间变化的温度
信号传输至plc系统,生成温度曲线,判断铸件不同位置是否能尽可能同时凝固或自上而下凝固,若不能满足上述条件,通过调整冷却系统使铸件不同高度或厚大部位尽可能同时凝固或自上而下凝固,并计算铸件不同高度位置,结构厚大位置的界面换热系数;用不同热电偶17设置位置的高度差δh除以不同时间热电偶17温度变化的时间差δt,计算出金属液5在不同高度充型速率,通过对不同高度界面的充型速率测算,调整差压设备增压及排气速率,使得不同高度界面的充型速率尽可能接近,保证充型平稳;
36.压敏传感系统20通过将内腔压力信息传输至终端plc系统,当罐内压力瞬间大于工艺设计要求值安全系数后,终端plc系统接收信号并反馈给排气阀15,使排气阀15打开快速泄压,防止跑火造成设备故障;
37.当发生跑火,金属液5触碰到热敏传感器21,温度大于200℃时,热敏传感器21通过将温度信息传输至终端plc系统再反馈给排气阀15,使排气阀15打开快速泄压,防止造成设备故障;
38.未发生故障,打开排气阀排气完毕后打开上罐体,吊出铸型,完成铸造。
39.本发明上述控制方法中,计算出铸件不同高度位置,结构厚大位置的界面换热系数,再运用ug,solid等建模软件建立三维浇注系统模型,三维浇注系统模型包括浇注系统、冷却系统、砂芯及砂型,采用procast软件前处理或者ideas进行网格划分,网格大小根据实际运算情况进行调整,浇筑前对铸型进行预热,确保测温系统稳定,浇注开始后记录不同位置温度原始数据,浇筑完成完全凝固后,在excel进行数据处理,导入后缀为pre-fuxum.dat的文件中,在procast软件的前处理模块中设置后逆运算,生成pre-fixid.dat文件,然后运行procast软件逆运算,将实测原始数据输入到软件可读文件中,进行反向求解,在网格中需找准热电偶位置,与实际情况应一致,为后续产品运用软件模拟铸件凝固过程,判断其凝固顺序、温度场及最后凝固区域提供依据,从而降低铸件发生缺陷概率,同时最大化避免铸造过程跑火造成设备损坏。
40.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
41.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。