1.本发明涉及监测控制技术领域,具体涉及一种基于工业互联网全连接管理的焊接生产监测方法及系统。
背景技术:
2.焊接为工业生产领域的必要性储备技能,是产品生产维修中的必要性步骤,多个组件通过焊接进行组合,组件的差异性导致对应的焊接辅助性工具存在差异,为保障产品质量,因而对于焊接的精度要求较高,现如今,主要通过预定生产线进行焊接加工,随着焊接设备的持续运行,不可避免的会遇到焊接控制参数偏差,当前主要通过集成管控,定期检修进行设备运维处理,保障产品焊接准确度,但由于现有技术的局限性,导致生产控制存在一定的弊端,会对产品质量造成一定的影响,提高瑕疵品产量。
3.现有技术中,进行焊接生产监测管理时,由于控制参数的偏差分析过程智能度不足,同时对于优化控制参数传输过程不够严谨,易造成数据丢失,导致后续设备控制精度不足,影响最终的产品生产质量。
技术实现要素:
4.本技术提供了一种基于工业互联网全连接管理的焊接生产监测方法及系统,用于针对解决现有技术中存在的进行焊接生产监测管理时,由于控制参数的偏差分析过程智能度不足,同时对于优化控制参数传输过程不够严谨,易造成数据丢失,导致后续设备控制精度不足,影响最终的产品生产质量的技术问题。
5.鉴于上述问题,本技术提供了一种基于工业互联网全连接管理的焊接生产监测方法及系统。
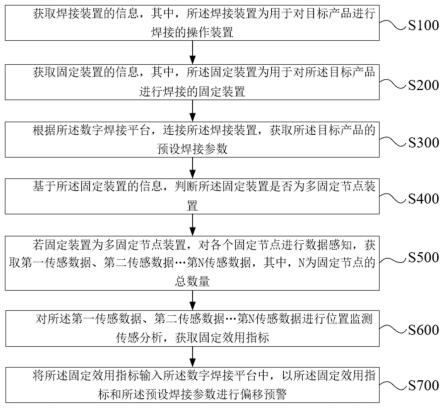
6.第一方面,本技术提供了一种基于工业互联网全连接管理的焊接生产监测方法,所述方法包括:获取焊接装置的信息,其中,所述焊接装置为用于对目标产品进行焊接的操作装置;获取固定装置的信息,其中,所述固定装置为用于对所述目标产品进行焊接的固定装置;根据所述数字焊接平台,连接所述焊接装置,获取所述目标产品的预设焊接参数;基于所述固定装置的信息,判断所述固定装置是否为多固定节点装置;若所述固定装置为多固定节点装置,对各个固定节点进行数据感知,获取第一传感数据、第二传感数据
…
第n传感数据,其中,n为固定节点的总数量;对所述第一传感数据、第二传感数据
…
第n传感数据进行位置监测传感分析,获取固定效用指标;将所述固定效用指标输入所述数字焊接平台中,以所述固定效用指标和所述预设焊接参数进行偏移预警。
7.第二方面,本技术提供了一种基于工业互联网的焊接生产监测管理系统,所述系统包括:焊接信息获取模块,所述焊接信息获取模块用于获取焊接装置的信息,其中,所述焊接装置为用于对目标产品进行焊接的操作装置;固定信息获取模块,所述固定信息获取模块用于获取固定装置的信息,其中,所述固定装置为用于对所述目标产品进行焊接的固定装置;参数获取模块,所述参数获取模块用于根据所述数字焊接平台,连接所述焊接装置,获取所述目标产品的预设焊接参数;装置判断模块,所述装置判断模块用于基于所述固定装置的信息,判断所述固定装置是否为多固定节点装置;数据感知模块,所述数据感知模块用于若所述固定装置为多固定节点装置,对各个固定节点进行数据感知,获取第一传感数据、第二传感数据
…
第n传感数据,其中,n为固定节点的总数量;指标获取模块,所述指标获取模块用于对所述第一传感数据、第二传感数据
…
第n传感数据进行位置监测传感分析,获取固定效用指标;偏移预警模块,所述偏移预警模块用于将所述固定效用指标输入所述数字焊接平台中,以所述固定效用指标和所述预设焊接参数进行偏移预警。
8.本技术中提供的一个或多个技术方案,至少具有如下技术效果或优点:本技术实施例提供的一种基于工业互联网全连接管理的焊接生产监测方法,获取焊接装置的信息,其中,所述焊接装置为用于对目标产品进行焊接的操作装置;获取固定装置的信息,其中,所述固定装置为用于对所述目标产品进行焊接的固定装置;根据所述数字焊接平台,连接所述焊接装置,获取所述目标产品的预设焊接参数;基于所述固定装置的信息,判断所述固定装置是否为多固定节点装置;若所述固定装置为多固定节点装置,对各个固定节点进行数据感知,获取第一传感数据、第二传感数据
…
第n传感数据,其中,n为固定节点的总数量;对所述第一传感数据、第二传感数据
…
第n传感数据进行位置监测传感分析,获取固定效用指标;将所述固定效用指标输入所述数字焊接平台中,以所述固定效用指标和所述预设焊接参数进行偏移预警,解决现有技术中存在的进行焊接生产监测管理时,由于控制参数的偏差分析过程智能度不足,同时对于优化控制参数传输过程不够严谨,易造成数据丢失,导致后续设备控制精度不足,影响最终的产品生产质量的技术问题,通过进行焊接控制分析智能化,实现焊接流程的实时精准控制。
附图说明
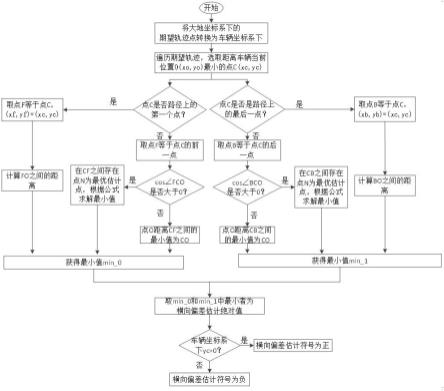
9.图1为本技术提供了一种基于工业互联网全连接管理的焊接生产监测方法流程示意图;图2为本技术提供了一种基于工业互联网全连接管理的焊接生产监测方法中固定效用指标获取流程示意图;图3为本技术提供了一种基于工业互联网全连接管理的焊接生产监测方法中位置校正参数获取流程示意图;图4为本技术提供了一种基于工业互联网的焊接生产监测管理系统结构示意图。
10.附图标记说明:焊接信息获取模块11,固定信息获取模块12,参数获取模块13,装置判断模块14,数据感知模块15,指标获取模块16,偏移预警模块17。
具体实施方式
11.本技术通过提供一种基于工业互联网全连接管理的焊接生产监测方法及系统,用于解决现有技术中存在的进行焊接生产监测管理时,由于控制参数的偏差分析过程智能度不足,同时对于优化控制参数传输过程不够严谨,易造成数据丢失,导致后续设备控制精度不足,影响最终的产品生产质量的技术问题。
12.实施例一如图1所示,本技术提供了一种基于工业互联网全连接管理的焊接生产监测方法,所述方法应用于焊接生产监测管理系统,所述焊接生产监测管理系统与数字焊接平台通信连接,所述方法包括:步骤s100:获取焊接装置的信息,其中,所述焊接装置为用于对目标产品进行焊接的操作装置;具体而言,焊接为工业生产领域的必要性储备技能,是产品生产维修中的必要性步骤,多个组件通过焊接进行组合,组件的差异性导致对应的焊接辅助性工具存在差异,为保障产品质量,因而对于焊接的精度要求较高,本技术提供的一种基于工业互联网全连接管理的焊接生产监测方法应用于焊接生产监测管理系统,所述焊接生产监测管理系统为进行焊接流程综合管控的系统,所述系统与所述数据焊接平台通信连接,所述数字焊接平台为进行焊接关联参数匹配分析的辅助性平台,涵盖着较为完备的焊接关联信息。
13.将待进行焊接的产品作为所述目标产品,基于所述目标产品确定适配性操作装置,即进行产品焊接的设备,例如电焊机,同时电焊机包括多种规格类型,基于所述目标产品的焊接需求,包括材料特性、结构特征、精度要求等选取合适焊接设备,同时确定所述焊接设备的相关技术特性,例如控制参数范围等,生成所述焊接装置的信息,所述焊接装置为进行生产焊接的主设备,为后续进行生产焊接控制提供了基本支撑。
14.步骤s200:获取固定装置的信息,其中,所述固定装置为用于对所述目标产品进行焊接的固定装置;步骤s300:根据所述数字焊接平台,连接所述焊接装置,获取所述目标产品的预设焊接参数;具体而言,进行生产焊接过程中,需一定的辅助性装置对所述目标产品进行固定,以防止焊接过程中由于抖动造成产品偏移影响焊接精度,例如夹具,其中,所述焊接固定装置需与所述目标产品相适配,基于所述目标产品的产品特性,例如组件尺寸参数、产品韧性等,确定焊接固定装置的相关固定参数信息,以维系所述目标产品稳定为固定装置的固定标准,基于实际固定需求确定具体的固定位置等参数,进一步的,所述数字焊接平台为囊括了完备的焊接关联信息,用于进行焊接参数分析的辅助性分析平台,基于所述数字焊接平台,连接所述焊接装置,基于所述焊接装置的信息与所述目标产品的焊接要求进行适配性焊接参数匹配,确定与所述目标产品和所述焊接装置相契合的焊接参数,作为所述预设焊接参数,所述预设焊接参数为进行焊接的标准化装置控制参数,所述预设焊接参数的获取为后续进行生产焊接控制夯实了基础。
15.步骤s400:基于所述固定装置的信息,判断所述固定装置是否为多固定节点装置;步骤s500:若所述固定装置为多固定节点装置,对各个固定节点进行数据感知,获取第一传感数据、第二传感数据
…
第n传感数据,其中,n为固定节点的总数量;具体而言,为了维系所述目标产品的焊接稳定性,基于实际焊接状况确定固定位置,即固定节点,必要时可进行多节点固定,依据所述固定装置的信息,判断所述目标产品的固定装置是否为多固定节点装置,当所述固定装置为单固定节点装置时,表明所述目标产品的焊接固定难度较低,同时可能对于焊接精度要求较低,进行单节点分析即可,当所述固定装置为多节点固定装置时,表明焊接固定难度较高,可能对于焊接的精度要求较高,需对多个固定节点分别进行固定分析,对所述固定装置的各个固定节点分别进行数据感知,示例性的,可于各个固定节点分别进行传感器布设,获取各个固定节点的传感数据,当所述固定节点为n时,获取所述第一传感数据、所述第二传感数据直至第n传感数据,所述传感数据为焊接过程中所述固定装置与所述目标产品的固定参数信息,例如固定嵌入度、稳定性、形变度等,所述传感数据为进行固定效用分析的数据源。
16.步骤s600:对所述第一传感数据、第二传感数据
…
第n传感数据进行位置监测传感分析,获取固定效用指标;步骤s700:将所述固定效用指标输入所述数字焊接平台中,以所述固定效用指标和所述预设焊接参数进行偏移预警。
17.具体而言,于各个固定节点基于传感器进行传感数据采集,获取所述第一传感数据、所述第二传感数据
…
所述第n传感数据,构建位置监测传感分析模型,将所述第一传感数据、所述第二传感数据
…
第n传感数据输入所述位置监测传感分析模型中,将抗抖动性、形变指标于连接指标作为数据分类标准,其中所述连接指标为固定节点关联信息,进行传感数据识别分类,进而基于所述位置监测传感分析模型中的指标分析模块进行对应指标的传感数据分析,以确定固定效用指标,将所述固定效用指标输入所述数字焊接平台中,对所述固定效用指标与所述预设焊接参数进行偏离分析,可基于预期固定信息对所述固定效用指标进行校对分析,确定固定偏离信息;基于生产目标的预期焊接参数对所述预设焊接参数碱性焊接偏离分析,包括焊接角度、位置、速度、深度等,获取焊接偏离信息,基于此生成预警信息进行预警警示。
18.进一步基于预警信息进行固定偏离调整与焊接偏离调整,示例性的,当一节点的固定效用指标中连接指标有误,使得固定稳定性不足,需进行固定节点增加,确定增加固定节点的数量与对应的节点位置,作为优化控制参数,以进行后续焊接控制,可有效提高焊接精度与固定适应性,有效提高所述目标产品的质量。
19.进一步而言,如图2所示,所述对所述第一传感数据、第二传感数据
…
第n传感数据进行位置监测传感分析,获取固定效用指标,本技术步骤s600还包括:步骤s610:将对所述第一传感数据、第二传感数据
…
第n传感数据输入位置监测传感分析模型中,其中,所述监测传感分析模型包括多个传感分析指标,所述多个传感分析指标包括抗抖动性、表面压力形变度以及固定位连接性;步骤s620:根据所述监测传感分析模型,获取抗抖动指标、形变指标和连接指标;步骤s630:对所述抗抖动指标、所述形变指标和所述连接指标进行计算,输出所述固定效用指标。
20.具体而言,通过对各个固定节点进行数据感知,获取所述第一传感数据、所述第二传感数据
…
所述第n传感数据,构建所述位置监测传感分析模型,所述位置监测传感分析模型为进行固定指标分析的辅助性虚拟工具,包括数据识别层、指标分析层,其中,所述指标分析层中内嵌有多个指标分析模块,分别对应多个传感分析指标,包括抗抖动性分析模块,形变分析模块与固定连接分析模块,基于大数据平台采集历史焊接数据作为样本数据,对样本数据进行划分获取训练集与验证集,将其输入所述位置监测传感分析模型中进行模型训练与验证,使得模型的输出准确率达到预定标准,获取构建完成的所述位置监测传感分析模型。
21.将所述第一传感数据、所述第二传感数据
…
所述第n传感数据输入所述位置监测传感分析模型中,基于所述数据识别层对所述传感数据进行识别划分,划分完成后将其传输至所述指标分析层中对应的分析模块中,通过进行针对性数据匹配分析,生成所述抗抖动指标、所述形变指标与所述连接指标并进行输出,示例性的,上述指标可以是产品焊接时的单位受力抗抖动性与受力单位、单位受力形变尺度与单位固定距离的固定度,进而对所述抗抖动指标、所述形变指标与所述连接指标进行计算,例如夹具与产品表面的受力形变,造成产品损坏;夹具与焊接平台的连接与嵌入度等,将其作为所述固定效用指标,即表述实时固定效果的指标参数,通过构建模型进行固定指标分析,可有效保障指标分析的客观性与精准度。
22.进一步而言,所述输出所述固定效用指标之后,本技术还存在步骤s640,包括:步骤s641:判断所述固定效用指标是否处于预设固定效用指标中;步骤s642:若所述固定效用指标不处于预设固定效用指标中,获取固定优化指令;步骤s643:以所述固定优化指令,连接所述固定装置,对所述固定装置的信息进行分析,获取待优化指标;步骤s644:以所述待优化指标为变量,以所述预设固定效用指标为响应目标进行函数响应,输出所述固定装置的优化控制参数;步骤s645:基于所述优化控制参数对所述固定装置进行固定优化控制。
23.具体而言,通过进行固定指标分析计算生成所述固定效用指标,获取所述预设固定效用指标,即进行固定效用指标限定的参数临界值,与所述固定效用指标一一对应,当所述固定效用指标处于所述预设固定效用指标中时,表明所述固定效用指标处于正常固定状态,继续进行产品焊接,当所述固定效用指标不处于所述预设固定效用指标中时,表明当前的固定状态出现异常,存在指标不达标状态,为避免影响焊接质量,生成固定优化指令,即进行固定优化的开始指令。
24.基于所述固定优化指令连接所述固定装置,对所述固定装置的信息进行分析,确定存在异常的固定指标即对应的固定节点,对两者进行关联标识生成所述待优化指标,进一步将所述待优化指标作为变量,将所述预设固定效用指标作为相应目标,即进行指标调整的合格标准,示例性的,构建指标适应度函数,确定所述待优化指标的调整方向,确定各待优化指标的多个调整指标参数,基于所述适应度函数进行参数计算,基于计算结果进行参数寻优,确定优化参数,进而对优化参数与所述待优化指标进行对应标识,基于标识结果生成所述固定装置的优化控制参数,可有效提高参数优化准确度,将所述优化控制参数作为调整标准对所述固定装置进行固定优化控制,以保障固定装置的控制精度。
25.进一步而言,基于所述优化控制参数对所述固定装置进行固定优化控制,本技术步骤s645还包括:步骤s6451:获取第一优化传感数据、第二优化传感数据
…
第m优化传感数据,其中,m为优化后固定节点的总数量;步骤s6452:以所述第一优化传感数据、第二优化传感数据
…
第m优化传感数据作为对所述固定装置进行固定优化控制的比对数据。
26.具体而言,获取所述优化控制参数,所述优化控制参数与所述待优化指标相对应,包括多个固定节点的优化控制参数,进而对所述优化控制参数与固定节点的匹配对应,基于所述优化控制参数进行固定节点的优化控制,同时,基于预期优化目标,确定所述第一优化传感数据、所述第二优化传感数据
…
所述第m优化传感数据,即进行控制优化的期望传感数据,其中,m与n的之间的数量关系为变量,当初始固定状态稳定度不足时,需增加固定节点,此时m>n,反之m<n,具体变量依实际固定状态而定,将所述第一优化传感数据、所述第二优化传感数据
…
所述第m优化固定传感数据作为比对数据,进行所述优化控制参数的固定优化对照,可进一步保障优化结果的精准度,避免出现优化偏差存在。
27.进一步而言,如图3所示,所述获取所述目标产品的预设焊接参数之后,本技术还存在步骤s800,包括:步骤s810:根据图像采集装置对所述目标产品进行多角度图像采集,获取多角度图像数据集;步骤s820:通过对所述多角度图像数据集进行空间位置拟合,获取位置监测指标;步骤s830:基于所述位置监测指标与所述预设焊接参数进行比对,获取所述焊接装置的位置校正参数;步骤s840:以所述焊接装置的位置校正参数进行焊接校正控制。
28.具体而言,获取所述目标产品的预设焊接参数,即进行所述目标产品焊接的焊接装置控制参数,基于所述图像采集装置对所述目标产品进行多角度图像采集,以保障采集的图像信息的完备性,进一步进行图像预处理,以剔除无效信息,提高后续图像分析效率,进而进行图像中产品焊接信息提取获取所述多角度图像数据集,对所述多角度图像数据集进行空间位置拟合,即进行多角度数据集的规整同一,确定进行焊接的标准化预期位置,将其作为所述位置监测指标,进一步对所述位置监测指标与所述预设焊接参数进行重叠比对,将所述位置监测指标作为参考标准,确定所述预设焊接参数较之所述位置监测指标是否存在位置偏差,基于所述位置偏差进行反向调整生成所述位置校正参数,将所述位置校正参数作为焊接修正标准,对所述焊接装置进行焊接校正控制,以进行焊接偏差规避,提高焊接精准度。
29.进一步而言,本技术步骤s840还包括:步骤s841:获取所述目标产品的焊接工艺流程信息;步骤s842:根据所述焊接工艺流程信息,获取多个焊接工艺节点;步骤s843:基于所述多个焊接工艺节点,确定多个焊接组合装置,其中,所述焊接组合装置为焊接-固定装置;步骤s844:根据所述多个焊接组合装置,获取多个偏离预警信息;步骤s845:基于tsn网络对所述多个偏离预警信息进行处理,输出多个同步调控任
务。
30.具体而言,进行所述目标产品焊接过程中,可能存在多个组件的有序性焊接,随着焊接持续,对应的所述目标产品的状态处于实时变动状态,其焊接装置需进行适应性调整,获取所述目标产品的工艺流程信息,即生产工艺流程,基于所述工艺流程信息进行工艺流程划分,生成所述多个焊接工艺节点,其中,各个工艺节点对应的需求焊接装置与固定装置存在差异性,对各工艺节点的焊接装置与固定装置进行确定,作为焊接组合装置,获取所述多个焊接组合装置,所述多个焊接组合装置与所述多个焊接工艺节点一一对应。
31.对所述多个焊接组合装置分别进行所述固定效用指标与所述预设焊接参数的确定,通过进行参数指标的偏离分析,生成对应的偏离预警信息,所述多个偏离预警信息与所述多个焊接组合装置相对应,分别对应一生产工艺流程,进一步的,将所述多个偏离预警信息传输至所述数字焊接平台中,基于所述tsn网络对所述多个偏离预警信息进行处理,基于参数偏离度与偏离方向进行参数指标调整,确定各偏离预警信息对应的优化控制参数,获取所述多个同步调控任务,其中,多个任务可能对应一个流程节点,基于所述多个同步调控任务进行焊接组合装置的控制调整,所述tsn网络应用于所述数字焊接平台,基于所述tsn网络进行数据传输,可有效保障所述多个同步调控任务传输过程中,需进行同步任务传输时传输时隙的正确匹配,保障同步信息传输的同时性。
32.进一步而言,所述输出多个同步调控任务之后,本技术还存在步骤s846,包括:步骤s8461:对所述多个同步调控任务进行任务同步需求分析,获取同步调控任务;步骤s8462:对所述同步调控任务中的任务数据进行同步帧标识,以同步帧标识数据为传输内容,以所述同步调控任务中各个任务对应的设备为传输目标,生成同步传输参数;步骤s8463:以所述同步传输参数对所述同步调控任务进行同步传输控制。
33.具体而言,通过对所述多个焊接组合装置对应的偏离预警信息进行分析,生成所述多个同步调控任务,进一步进行任务同步需求分析,例如进行焊接调整时,存在焊接位置、焊接速度、焊接角度的同步调整,需保障上述调整任务同时进行,以此为任务同步划分标准,获取所述同步调控任务,对所述同步调控任务进行任务帧标识,保障同步任务对应的数据处于同一帧级,便于进行任务传输监测,避免存在任务数据丢失,进而将所述同步帧标识数据作为传输内容,将所述同步调控任务中各个任务对应的设备作为传输目标,构建传输通道,所述传输通道将传输内容与传输目标进行连接,生成所述同步传输参数,所述同步传输参数为进行所述同步帧标识数据传输的控制参数,基于所述同步控制参数控制所述同步调控任务进行同步传输,可有效保障所述同步调控任务传输的同时性,同时避免出现任务数据丢失。
34.实施例二基于与前述实施例中一种基于工业互联网全连接管理的焊接生产监测方法相同的发明构思,如图4所示,本技术提供了一种基于工业互联网的焊接生产监测管理系统,所述系统包括:焊接信息获取模块11,所述焊接信息获取模块11用于获取焊接装置的信息,其中,所述焊接装置为用于对目标产品进行焊接的操作装置;
固定信息获取模块12,所述固定信息获取模块12用于获取固定装置的信息,其中,所述固定装置为用于对所述目标产品进行焊接的固定装置;参数获取模块13,所述参数获取模块13用于根据所述数字焊接平台,连接所述焊接装置,获取所述目标产品的预设焊接参数;装置判断模块14,所述装置判断模块14用于基于所述固定装置的信息,判断所述固定装置是否为多固定节点装置;数据感知模块15,所述数据感知模块15用于若所述固定装置为多固定节点装置,对各个固定节点进行数据感知,获取第一传感数据、第二传感数据
…
第n传感数据,其中,n为固定节点的总数量;指标获取模块16,所述指标获取模块16用于对所述第一传感数据、第二传感数据
…
第n传感数据进行位置监测传感分析,获取固定效用指标;偏移预警模块17,所述偏移预警模块17用于将所述固定效用指标输入所述数字焊接平台中,以所述固定效用指标和所述预设焊接参数进行偏移预警。
35.进一步而言,所述系统还包括:数据输入模块,所述数据输入模块用于将对所述第一传感数据、第二传感数据
…
第n传感数据输入位置监测传感分析模型中,其中,所述监测传感分析模型包括多个传感分析指标,所述多个传感分析指标包括抗抖动性、表面压力形变度以及固定位连接性;指标提取模块,所述指标提取模块用于根据所述监测传感分析模型,获取抗抖动指标、形变指标和连接指标;指标计算模块,所述指标计算模块用于对所述抗抖动指标、所述形变指标和所述连接指标进行计算,输出所述固定效用指标。
36.进一步而言,所述系统还包括:指标判断模块,所述指标判断模块用于判断所述固定效用指标是否处于预设固定效用指标中;指令获取模块,所述指令获取模块用于若所述固定效用指标不处于预设固定效用指标中,获取固定优化指令;待优化指标获取模块,所述待优化指标获取模块用于以所述固定优化指令,连接所述固定装置,对所述固定装置的信息进行分析,获取待优化指标;参数输出模块,所述参数输出模块用于以所述待优化指标为变量,以所述预设固定效用指标为响应目标进行函数响应,输出所述固定装置的优化控制参数;参数控制模块,所述参数控制模块用于基于所述优化控制参数对所述固定装置进行固定优化控制。
37.进一步而言,所述系统还包括:优化传感数据获取模块,所述优化传感数据获取模块用于获取第一优化传感数据、第二优化传感数据
…
第m优化传感数据,其中,m为优化后固定节点的总数量;数据设定模块,所述数据设定模块用于以所述第一优化传感数据、第二优化传感数据
…
第m优化传感数据作为对所述固定装置进行固定优化控制的比对数据。
38.进一步而言,所述系统还包括:图像采集模块,所述图像采集模块用于根据图像采集装置对所述目标产品进行多
角度图像采集,获取多角度图像数据集;监测指标获取模块,所述监测指标获取模块用于通过对所述多角度图像数据集进行空间位置拟合,获取位置监测指标;校正参数获取模块,所述校正参数获取模块用于基于所述位置监测指标与所述预设焊接参数进行比对,获取所述焊接装置的位置校正参数;校正控制模块,所述校正控制模块用于以所述焊接装置的位置校正参数进行焊接校正控制。
39.进一步而言,所述系统还包括:工艺获取模块,所述工艺获取模块用于获取所述目标产品的焊接工艺流程信息;节点获取模块,所述节点获取模块用于根据所述焊接工艺流程信息,获取多个焊接工艺节点;装置确定模块,所述装置确定模块用于基于所述多个焊接工艺节点,确定多个焊接组合装置,其中,所述焊接组合装置为焊接-固定装置;预警信息获取模块,所述预警信息获取模块用于根据所述多个焊接组合装置,获取多个偏离预警信息;任务输出模块,所述任务输出模块用于基于tsn网络对所述多个偏离预警信息进行处理,输出多个同步调控任务。
40.进一步而言,所述系统还包括:任务分析模块,所述任务分析模块用于对所述多个同步调控任务进行任务同步需求分析,获取同步调控任务;同步传输参数生成模块,所述同步传输参数生成模块用于对所述同步调控任务中的任务数据进行同步帧标识,以同步帧标识数据为传输内容,以所述同步调控任务中各个任务对应的设备为传输目标,生成同步传输参数;任务控制模块,所述任务控制模块用于以所述同步传输参数对所述同步调控任务进行同步传输控制。
41.本说明书通过前述对一种基于工业互联网全连接管理的焊接生产监测方法的详细描述,本领域技术人员可以清楚的知道本实施例中一种基于工业互联网全连接管理的焊接生产监测方法及系统,对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
42.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本技术。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。