1.本发明动物油加工设备涉及技术领域,具体为一种冰冻油脂块预加工装置。
背景技术:
2.动物油炼油工艺不同于常规的植物油压榨方式,而是需要依次进行破碎、预融、熬炼、脱水除臭和过滤等工艺,上述过程中,时间最长的是破碎和预融,其中破碎工艺中,由于冷冻油脂块的硬度较高,因此在破碎时,经常会出现刀头断裂的现象,这会影响产品的加工效率,且由于破碎和预融现有结构经常通过两种设备实现加工,因此还需要将破碎后的油脂块进行运输,并放入预热锅内,每次预热锅仅能完成一部分油脂块的预融,效率较低。
技术实现要素:
3.为解决上述设备不能连续作业,且预加工效率较低的问题,本发明提供了一种冰冻油脂块预加工装置。
4.本发明技术方案如下:
5.一种冰冻油脂块预加工装置,包括:
6.箱体结构,所述箱体结构包括加工室,所述加工室的上方设置有进料口,所述加工室的下方设置出料口,所述进料口连接有倾斜设置的进料管,且所述进料管远离加工室一端的开口高于靠近加工室一端的开口;
7.转动切割组件,所述转动切割组件包括能够转动的转动驱动器,所述转动驱动器包括垂直于进料管进料方向设置的圆柱形滚筒,所述滚筒的外表面周向设置有多个不连续的刀片组,所述刀片组包括沿滚筒长度方向布置的多个纵向刀片,所述纵向刀片远离滚筒的一端设置有让位切口,所述纵向刀片的让位切口处设置有横向刀片,所述横向刀片的长度方向与滚筒的长度方向相同,且长度尺寸大于所述滚筒的长度尺寸,所述横向刀片切割端与滚筒的间距尺寸小于纵向刀片远端距离滚筒的间距尺寸;
8.相邻刀片组间距设计为随着滚筒的转动,有且仅有一组刀片组出现在进料管末端;
9.蒸汽喷射机构,所述蒸汽喷射机构低于进料管设置,且所述蒸汽喷射机构的喷头朝向所述转动切割组件设置。
10.通过纵横设置的刀头对冷冻油脂块进行破碎,且纵向刀片对横向刀片有一定的保护功能,能够有效防止横向刀片断裂,且上述结构中,由于切块要求较小,因此刀片数量较多,为此,刀片接触冷冻油脂块的时间必须不同,以避免出现无法切入油脂块的现象,并且通过设置蒸汽,能够有效对油脂块进行预融,且本装置能够连续工作,持续进行冷冻油脂块的预加工。
11.上述纵向刀片的具体结构为,所述纵向刀片包括切割部和固定部,所述切割部及固定部均为沿自身宽度方向对称的结构,且所述固定部偏离切割部的长度中心与切割部连接,一组刀片组内的所有纵向刀片的固定部沿直线布置,且相邻所述纵向刀片反向设置。从
而使纵向刀片在安装方向不同的情况下,在不同时间完成对油脂块的切割。
12.实现上述纵向刀片固定的具体结构为,所述滚筒的外侧周向设置有多个固定槽组,所述固定槽组与刀片组相对布置,且所述固定槽组包括沿滚筒长度方向排列布置的多个固定槽,所述固定槽与固定部相对布置。固定槽不需设置多个冲压模具,也不需要设置多种位置,在上述结构设计下,只需要将相邻纵向刀片反向设置即可。
13.在上述结构基础上,进一步的,所述横向刀片两端通过连接件活动连接在所述滚筒两侧,所述横向刀片能够在让位切口处转动。必须保证横向刀片不会出现断裂的现象。
14.在上述结构基础上,进一步的,设置多个固定杆沿滚筒长度方向贯穿连接纵向刀片和滚筒。能够有效完成对所有纵向刀片的固定,且固定杆的两端需要外凸与滚筒设置,以确保后续结构的正常运行。
15.上述让位切口的具体结构为,所述让位切口的长度尺寸大于横向刀片的宽度尺寸,且所述让位切口位于切割部的中心,长度尺寸不小于纵向切割部长度尺寸的1/2。在相邻两个纵向刀片间,必须要设置能够容纳横向刀片设置的空间。
16.固定所述横向刀片的具体结构为,所述横向刀片位于每组刀片组的所有纵向刀片的让位切口之间,且所述横向刀片的截面为平行四边形,开刃平面为背离滚筒的平面。刀刃在接触到硬度较高冷冻油脂块的情况下,能够自主完成防断保护。
17.实现上述横向刀片转动的具体结构为,所述连接件与固定杆连接处设置有扇形槽,所述连接件远离固定杆一端连接有弹簧,所述弹簧能够拉动连接件在扇形槽内移动。扇形槽能够限定连接件的转动范围,进而保证横向刀片处于受控位置。
18.在上述结构基础上,进一步的,所述连接件与滚筒间设置有限位件,所述限位件与滚筒固定且在靠近横向刀片末端的一侧设置有定位转轴,所述连接件套接在所述定位转轴上,且能够绕所述定位转轴转动。连接件的转动是确保横向刀片转动的必要条件。
19.上述横向刀片转动范围为,所述横向刀片远离定位转轴的一端为切割端,且所述横向刀片的切割端能够在紧贴所述纵向刀片和远离所述纵向刀片的范围内转动,且所述横向刀片的切割端远离滚筒的最大距离小于所述纵向刀片远离滚筒的最大距离。避免出现横向刀片折断的现象。
20.本发明的有益效果在于:本发明为一种冰冻油脂块预加工装置,区别于现有的结构,本装置只需要将冷冻油脂块持续加入加工室,即可进行切块和预融作业,且切割过程中,由于纵向刀片的进刀时间不同,能够有效避免出现带动冷冻油脂块移动的现象,与此同时,能够转动的横向刀片,能够确保在切割过程中,不会出现断裂,且不会影响正常切割过程,整个切割过程中,通过蒸汽的加入,能够同步完成预融工作,且蒸汽朝向刀片组喷射,能够避免出现油脂块在刀片组堆积的现象。
附图说明
21.通过阅读下文优选实施方式的详细描述,本技术的方案和优点对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。
22.在附图中:
23.图1为本发明侧视截面结构示意图;
24.图2为本发明转动切割组件结构示意图;
25.图3为本发明转动驱动器俯视结构示意图;
26.图4为本发明转动驱动器安装纵向刀片后俯视结构示意图;
27.图5为本发明转动驱动器安装刀片组结构示意图;
28.图6为本发明纵向刀片结构示意图;
29.图7为本发明刀片组详细连接结构示意图;
30.图8为本发明横向刀片截面结构示意图;
31.图中各附图标记所代表的组件为:
32.1、箱体结构;12、加工室;11、进料管;2、转动驱动器;21、空心转轴;22、蜗轮;23、滚筒;24、固定槽;25、贯穿固定孔;26、漏液孔;3、刀片组;31、纵向刀片;311、切割部;312、让位切口;313、固定部;32、横向刀片;33、连接件;34、限位件;341、定位转轴;35、弹簧;4、蒸汽喷嘴;5、蜗杆;6、驱动机组;7、传送带;8、固定杆。
具体实施方式
33.下面将结合附图更详细地描述本公开的示例性实施方式。需要说明,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员,可以以各种形式实现本公开,而不应被这里阐述的实施方式所限制。
34.实施例
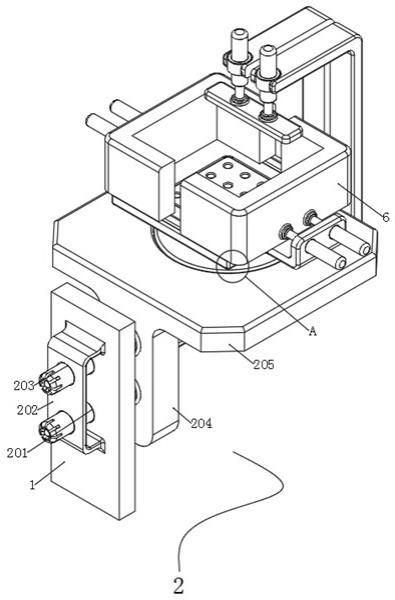
35.如图1-8所示的一种冰冻油脂块预加工装置,包括:
36.箱体结构1,所述箱体结构1包括加工室12,所述加工室12的上方设置有进料口,用于加入冷冻板油(冷冻油脂块),所述加工室12的下方设置出料口,用于运输出经过预处理后的油脂块,且所述出料口设置有传送带7,所述传动带7能够将油脂块从加工室中运出,且通过加长传送带7,能够将其运输至下一工艺设备中,并且,所述传动带7为链式传送带,能够在油脂块被解冻后,将水过滤;
37.上述结构中,所述进料口连接有倾斜设置的进料管11,且所述进料管11远离加工室12一端的开口高于靠近加工室12一端的开口,能够通过重力作用,使冷冻板油自主下落;
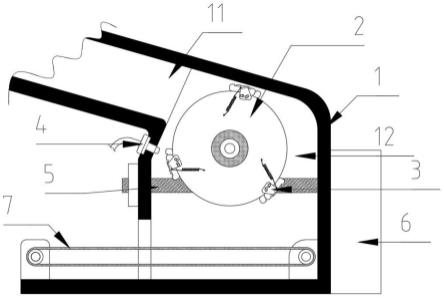
38.如图1所示,在上述结构基础上,进一步的,所述进料口后设置有转动切割组件,所述转动切割组件包括能够转动的转动驱动器2,所述转动驱动器2包括垂直于进料管11进料方向设置的圆柱形滚筒23,所述滚筒23由空心转轴21贯穿连接,且所述空心转轴21设置有多个气孔,与所述滚筒23的内部连通,在所述空心转轴21连通蒸汽管后,能够对滚筒23进行加热,且所述滚筒23上设置有多个漏液孔26,能够用于出气,且当蒸汽在滚筒23内液化后,能够流出所述滚筒23内,并且,所述漏液孔26设置多个,且位于不同平面位置;
39.与此同时,驱动所述滚筒23转动的具体结构为,所述空心转轴21在滚筒23的两侧设置蜗轮22,所述蜗轮22、空心转轴21和滚筒23同步转动,因此驱动蜗轮22转动,能够带动所述滚筒23转动,为此,所述箱体结构1外设置有驱动机组6,所述驱动机组6的输出轴连接有蜗杆5,所述蜗杆5设置两个,且分别于蜗轮22啮合,在啮合后,通过同步的转动,能够同时驱动所述蜗轮22转动,进而带动所述滚筒23发生转动,之后,即可在滚筒23设置相应的切割结构。
40.进一步的,如图1、2所示,所述滚筒23的外表面周向设置有多个不连续的刀片组3,
相邻刀片组3间距设计为随着滚筒23的转动,有且仅有一组刀片组3出现在进料管11末端,此种设计能够保证在单个刀片组3完成切割后,冷冻板油能够在重力作用下落,并紧贴所述滚筒23,由滚筒23加热后再由后续的第二组刀片组3进行切割。
41.且所述刀片组3包括沿滚筒23长度方向布置的多个纵向刀片31,纵向刀片31用于对冷冻油脂块进行纵向切割,所述纵向刀片31远离滚筒23的一端设置有让位切口312,所述纵向刀片31的让位切口312处设置有横向刀片32,所述横向刀片32用于对冷冻油脂块进行横向切割,通过纵向和横向的两种切割,即可将冷冻油脂块切割成细小的碎块,所述横向刀片32的长度方向与滚筒23的长度方向相同,且长度尺寸大于所述滚筒23的长度尺寸,需要保证的是,所述冷冻油脂块的宽度不能大于滚筒23的长度,避免出现无法切割到的位置出现,所述横向刀片32切割端与滚筒23的间距尺寸小于纵向刀片31远端距离滚筒23的间距尺寸,企鹅包横向刀片32不会切割至没有进行纵向切割的位置,且能够有效保证横向刀片32防止被折断;
42.上述预加工过程中,为了实现同步预融,上述装置还设置有蒸汽喷射机构,所述蒸汽喷射机构低于进料管11设置,且所述蒸汽喷射机构的喷头朝向所述转动切割组件设置,且所述蒸汽喷射机构包括多个与刀片组3对应的蒸汽喷嘴4,在喷射高温蒸汽的同时,能够对冷冻油脂块进行预融,且会将刀片组3内挤压没有掉落的油脂碎块进行喷离,当其高温融化后,可以从刀片组3处滑落,且蒸汽会上升,高温蒸汽上升的同时,能够对未切割的冷冻油脂块进行预融,使其表面融化后,能够辅助刀片组3的进刀。
43.上述结构中,通过纵横设置的刀片对冷冻油脂块进行破碎,且纵向刀片31对横向刀片32有一定的保护功能,能够有效防止横向刀片32断裂,并且,由于切块要求较小,因此刀片数量较多,为此,刀片接触冷冻油脂块的时间必须不同,以避免出现无法切入油脂块的现象,同步设置蒸汽,能够有效对油脂块进行预融,且本装置能够连续工作,持续进行冷冻油脂块的预加工。
44.如图6所示,上述纵向刀片31的具体结构为,所述纵向刀片31包括切割部311和固定部313,所述切割部311及固定部313均为沿自身宽度方向对称的结构,且所述固定部313偏离切割部311的长度中心与切割部311连接,当反向安装所述纵向刀片31的同时,能够切割部311进刀时间不同的现象,当一组刀片组3内的所有纵向刀片31的固定部313沿直线布置,且相邻所述纵向刀片31反向设置后。纵向刀片31的切割部311即会在两个时间对油脂块进行切割,如果上述纵向刀片31同时切入冷冻油脂块,则会因接触面积过大,导致冷冻油脂块出现翻转而无法切入的现象,并且此现象在冷冻油脂块越小的情况下,越容易发生,而交错进刀则有效避免了上述情况,减少一般的接触面积,能够先切入冷冻油脂块内,之后则进行第二次进刀过程,此时有一半已经切入所述油脂块内,油脂块在进行第二次切割时,基本不会出现脱离的现象,效果极好,且上述结构安装时,也不需要进行两种模具的开设,也不需要对滚筒23进行额外加工,只需要确保两个相邻纵向刀片31反向安装即可。
45.最终实现使纵向刀片31在安装方向不同的情况下,在不同时间完成对油脂块的切割。
46.实现上述纵向刀片31固定的具体结构为,所述滚筒23的外侧周向设置有多个固定槽组,所述固定槽组与刀片组3相对布置,且所述固定槽组包括沿滚筒23长度方向排列布置的多个固定槽24,所述固定槽24与固定部313相对布置。固定槽24不需设置多个冲压模具,
也不需要设置多种位置,在上述结构设计下,只需要将相邻纵向刀片31反向设置即可,即可实现上述功能。
47.在上述结构基础上,进一步的,所述横向刀片32两端通过连接件33活动连接在所述滚筒23两侧,所述横向刀片32能够在让位切口312处转动。必须保证横向刀片32不会出现断裂的现象。
48.为了实现上述结构,必要的结构设计为,设置多个固定杆8沿滚筒23长度方向贯穿连接纵向刀片31和滚筒23,只需要确保固定杆8穿过每个固定槽24,且能够与固定部313的开孔对应即可。
49.能够有效完成对所有纵向刀片31的固定,与此同时,所述固定杆8的两端需要外凸与滚筒23设置,以确保后续结构的正常运行。
50.如图2、7所示,固定所述横向刀片32的具体结构为,所述横向刀片32位于每组刀片组3的所有纵向刀片31的让位切口312之间,且所述横向刀片32的截面为平行四边形,开刃平面为背离滚筒23的平面。刀刃在接触到硬度较高冷冻油脂块的情况下,能够向靠近滚筒23的一侧转动,自主完成防断保护。
51.且上述让位切口312的具体结构为,所述让位切口312的长度尺寸大于横向刀片32的宽度尺寸,避免出现影响横向刀片32转动的技术问题,且所述让位切口312位于切割部311的中心,由于本本装置的纵向刀片31是交错反向设置的,因此让位切口312必须要设置在中间位置,且长度尺寸不小于纵向切割部311长度尺寸的1/2,否则将无法安装横线刀片32。以确保在相邻两个纵向刀片31间,必须要存在能够容纳横向刀片32设置的空间。
52.完成上述设计后,进一步的,实现上述横向刀片32转动的具体结构为,所述连接件33与固定杆8连接处设置有扇形槽,所述连接件33在转动时,扇形槽能够对其进行限位,且所述连接件33远离固定杆8一端连接有弹簧35,所述弹簧35能够拉动连接件33在扇形槽内移动,通过扇形槽能够限定连接件33的转动范围,进而保证横向刀片32即使在弹簧35的拉动下,也能够处于受控位置。
53.如图2所示,所述连接件33与滚筒23间设置有限位件34,所述限位件34与滚筒23固定且在靠近横向刀片32末端的一侧设置有定位转轴341,且限位件34与滚筒23的固定方式一般为焊接,但是上述焊接方式不易拆卸,最好的选择为所述限位件34通过固定杆8与滚筒23连接,在固定杆8与滚筒23固定后,将所述限位件34套接在固定杆8上并进行螺母固定后,即可完成上述固定功能,且上述固定杆8设置多个,因此能够避免限位件34发生不可控转动的情况,进一步的,所述连接件33套接在所述定位转轴341上,且能够绕所述定位转轴341转动。既能够带动与之连接的横向刀片32的转动。
54.最后,上述横向刀片32转动的具体状态为,所述弹簧35能够拉动所述横向刀片32在多个状态间切换,且横向刀片32远离定位转轴341的一端为切割端,上述横向刀片32至少包括两种状态:
55.常规状态,此时横向刀片32受压力较小或者不受压,所述固定杆8抵触扇形槽的一端,且所述弹簧35长度达到最小数值,所述横向刀片32的切割端位于远离滚筒23的位置,且不超出所述纵向刀片31远离滚筒23的一端,此时能够正常进行切割;
56.受压状态,此时横向刀片32受压力较大,所述固定杆8抵触扇形槽的另一端,且所述弹簧35长度达到最大数值,为了避免出现断裂的情况,所述横向刀片32的切割端紧贴所
述纵向刀片31,且由多个纵向刀片31同时支撑,能够避免出现断裂。
57.通过两种状态切换,既能够保证切割作业,也能够避免刀片断裂,并且,上述受压状态和常规状态间,所述横向刀片32依然能够进行正常切割,随横向刀片32的转动,虽然会影响切割位置,但是在弹簧35的作用下,横向刀片32依然能够在受压较小的情况完成切割工作,只有在极限状态下,由于横线刀片32的开刃朝向背离滚筒23的一侧,因此在切割中,受压力较大,才会向滚筒23转动,直至接触纵向刀片31,且上述过程中,虽然横向刀片32会转动,但是依然能够切割,只不过切割的大小会发生避免,也不会出现闲置的现象。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。