1.本技术涉及航空发动机冷却设备领域,特别是涉及一种用于航空发动机的预冷器。
背景技术:
2.高超声速强预冷发动机可作为水平起降、重复使用的空天飞行器动力系统,能实现从0马赫数起动以及0~6马赫数范围内的高性能航行,是空天技术领域非常重要的新型动力装置。相关数据表明,在5马赫数飞行时,进入发动机减速后气流的温度可达1000℃以上,高进气温度不仅使得发动机材料性能变差、可靠性降低,同时会使得空气可压缩性降低,动力系统性能急剧下降,难以满足空天飞行器的推力需求。现有的解决技术方案之一是通过在进气道设置预冷器来降低气流温度,进而改善发动机工作环境,满足飞行器在高马赫数时的动力性能。
3.现有的预冷器结构多为微细管束式换热器,利用高温空气横掠大量微细管束,与微细管内部流动的冷却工质进行换热。相比于传统的管束式换热器,微细管束式换热器具有更高的紧凑度和更好的换热能力,但其存在以下新的问题:1、微细管的长度较长,容易产生较强的流致振动,严重时将导致传热管破损,影响预冷器的换热性能和运行安全;2、微细管通常是沿着管长方向按照一定的曲率变化,受限于预冷器极高紧凑度的要求,数以万计的微细管束在焊接过程中的安装精度难以保证,焊接装配难度高;3、传统的预冷器的冷却液侧或空气侧的结构为一体化设计,当换热组件出现损坏时,需要更换整个预冷器,维修成本较高。
技术实现要素:
4.针对上述问题,本发明提供了一种用于航空发动机的预冷器,通过将换热组件模块化组装为预冷器主体,解决了换热管的流致振动、换热组件焊接和装配难度大以及维护成本高等问题。
5.本发明的技术方案是:一种用于航空发动机的预冷器,包括两个圆环状集管部件以及多个换热组件,每个换热组件包括第一安装板和第二安装板;所述第一安装板和第二所述安装板上均设置有中空腔体,在所述第一安装板和第二安装板之间连接多个微细管,每个所述微细管的两端分别与所述第一安装板和第二安装板上的中空腔体连通;其中,多个所述微细管之间形成供空气由外向内流通的空隙;其中,多个所述换热组件装配到两个所述集管部件之间,装配后的每个换热组件的所述第一安装板和所述第二安装板与两个所述集管部件相交;其中,每个所述集管部件上开设有与每个换热组件的中空腔体连通的多个工质流动孔,冷却工质通过所述工质流动孔流入所述中空腔体,并经所述中空腔体流入到所述微
细管中,以对在所述空隙中流通的空气进行冷却。
6.可选地,一个所述集管部件上有分流管,另一个所述集管部件上设置有集流管;所述分流管上设置多个与所述第一安装板上的中空腔体连通的分流孔;所述集流管上设置多个与所述第二安装板上的中空腔体连通的集流孔;其中,所述冷却工质从多个所述分流孔流入到所述第一安装板上的中空腔体内,经对应的所述中空腔体流入到所述微细管中,并从所述微细管流入到所述第二安装板上的中空腔体内,经多个所述集流孔流出所述中空腔体。
7.可选地,所述分流管和所述集流管分别设置在对应的所述集管部件的内环边缘上或外环边缘上。
8.可选地,两个所述集管部件上均设置有分流管和集流管;一个所述集管部件上设置有第一分流管和第一集流管,所述第一分流管设置有多个与所述第一安装板上的中空腔体连通的分流孔和所述第一集流管设置有多个与所述第一安装板上的中空腔体连通的集流孔;另一个所述集管部件上设置有第二分流管和第二集流管;所述第二分流管设置有多个与所述第二安装板上的中空腔体连通的分流孔和所述第二集流管设置有多个与所述第二安装板上的中空腔体连通的集流孔;每个所述中空腔体被划分为多个第一区域和多个第二区域;其中,所述第一分流管和所述第二集流管以及对应的第一区域内的微细管组成第一冷却通道;所述第二分流管和所述第一集流管以及对应的第二区域内的微细管组成第二冷却通道;所述第一冷却通道和所述第二冷却通道内的冷却工质的流动方向相反。
9.可选地,所述第一分流管和所述第二分流管均设置在对应的所述集管部件的内环边缘上,所述第一集流管和所述第二集流管均设置在对应的所述集管部件的外环边缘上;或者,所述第一分流管和所述第二集流管设置在对应的所述集管部件的内环边缘上,所述第二分流管和所述第一集流管设置在对应的所述集管部件的外环边缘上。
10.可选地,所述中空腔体内设置有多个u型分流板,多个所述u型分流板在所述中空腔体的两侧之间交错排布,将所述中空腔体内的所述微细管划分为第一区域内的微细管和第二区域内的微细管。
11.可选地,所述分流管和所述集流管的断面为圆缺形。
12.可选地,所述第一安装板和所述第二安装板之间连接有至少一个隔板,所述隔板间隔位于多个所述微细管之间。
13.可选地,所述隔板上分散开设有多个换气孔。
14.与现有技术相比,本技术包括以下优点:本发明提出一种用于航空发动机的预冷器,包括两个圆环状集管部件以及多个换热组件,每个换热组件包括第一安装板和第二安装板;第一安装板和第二安装板上均设置有中空腔体,在第一安装板和第二安装板之间连接多个微细管,每个微细管的两端分别与第一安装板和第二安装板上的中空腔体连通;其中,多个微细管之间形成供空气由外向内
流通的空隙;其中,多个换热组件装配到两个集管部件之间,装配后的每个换热组件的第一安装板和第二安装板与两个集管部件相交;其中,每个集管部件上开设有与每个换热组件的中空腔体连通的多个工质流动孔,冷却工质通过工质流动孔流入中空腔体,并经中空腔体流入到微细管中,以对在空隙中流通的空气进行冷却。
15.通过采用本技术的技术方案,两个安装板和中空腔体形成换热组件的主体结构,将多个换热组件装配到圆环形集管部件上形成模块化式预冷器,至少具有以下几点显著的进步:1、本发明实施例中安装到每个换热组件上两个安装板上的微细管所需的长度偏短,短管的刚性更好,大大削弱了管束外部横掠空气引起的流致振动强度,不需要增加额外的支撑结构即可取得较好的抗振效果;2、本发明实施例中换热组件的结构可与微细直管配合,将微细管直接焊接到两个安装板上,提升焊接位置的强度和安全性,并使得焊接和装配过程更简便;3、本发明实施例中的多个换热组件相互独立且协同作用,空气同时进入多个换热组件内进行强化换热,当预冷器出现损坏时,仅需更换出现损坏的换热组件,维修成本低;4、本发明实施例中的多个换热组件按照周向排列、焊接形成套管状换热结构,每个换热组件上的微细管按照周向铺设在两个安装板之间,整体首尾抵接形成由套管内壁向套管外壁方向布置的若干环形微细管层,微细管紧凑度更高,且微细管与空气的接触面积增大,整体换热能力显著提升;5、本发明实施例中多个换热组件装配到两个圆环形集管部件之间时,仅需改变换热组件的组装方向,即可整体形成以微细管为管壁面的套管状换热结构,保证从管壁四周进入的空气的全方位冷却,微细管仅需按照两个安装板之间的垂直距离焊接,在焊接时无需保持多个换热组件内的微细管之间的同心度,大幅度地降低了焊接装配难度;6、本发明实施例中的多个换热组件与集管部件连接,可以通过改变每个换热组件的参数,实现对局部位置冷却工质流量分配的调控,灵活度更高,实现提升整体换热的均匀性。
附图说明
16.为了更清楚地说明本技术的技术方案,下面将对本技术的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
17.图1是本技术一实施例所述用于航空发动机的预冷器的整体结构示意图;图2是本技术又一实施例所述用于航空发动机的预冷器的局部结构示意图;图3是本技术再一实施例所述换热组件的结构示意图。
18.附图标记说明:1、集管部件;2、换热组件;3、微细管;4、中空腔体;41、第一腔体;42、第二腔体;5、分流管;51、分流孔;6、集流管;61、集流孔;7、进液口;8、出液口;9、隔板;91、换气孔;10、通孔;11、第一安装板;12、第二安装板;13、u型分流板;14、安装孔。
具体实施方式
19.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
20.相关技术中,常规尺寸的管束式换热器采用的换热管换热能力有限,难以符合高马赫数条件下的强预冷需求。微细管3束式预冷器具有很高的紧凑度和换热能力,可在极短时间内与来流高温空气完成高效换热。因此微细管3束式预冷器是用于空天飞行器,保证航空发动机的正常运行的主要预冷器。针对背景技术中所存在的问题,可见,现有技术中的微细管3束式预冷器虽然满足了发动机预冷器对于紧凑度和换热能力的要求,但又出现新的问题,例如:骤冷过程温度分布不均带来的热应力、空气横掠传热管引起的振动、微细管3束的焊接装配大和维修成本高等诸多问题。
21.目前,市场上为了解决微细管3束预冷器存在的部分问题,有研究人员提出径向偏置排布的预冷器,通过多个换热组件2同轴逐级套接,一定程度降低了制造装配的难度,但在实际的制造与装配过程中,每层的换热组件2中的微细管3之间需要保证高度一致的同心度,并且径向层叠结构的逐级焊接都会增加装配难度,工程实现难度较大,所以改善的效果并不明显。此外,对于微细管3束预冷器存在的其他问题,还未有相关解决手段,航空发动机预冷器的进一步发展还处于空白阶段。
22.有鉴于此,本技术实施例提供一种用于航空发动机的预冷器,通过在有限空间内,利用换热组件2组装为模块化式预冷器本体,利用模块化易于制造、装配、拆卸的特性,可将长度较短的直管式微细管3束安装在模块化换热组件2上,为航空发动机预冷器提供一种具有紧凑度高和换热能力强的同时、兼具制造装配难度低、维修成本低、抗流致振动等优势为一体的设计方案。
23.参照图1-图2所示,图1为本发明示出的航空发动机的预冷器的整体结构示意图;图2是本发明示出的用于航空发动机的预冷器的局部结构示意图。本发明的设计方案如下:一种用于航空发动机的预冷器,包括两个圆环状集管部件1以及多个换热组件2,每个换热组件2包括第一安装板11和第二安装板12;第一安装板11和第二安装板12上均设置有中空腔体4,在第一安装板11和第二安装板12之间连接多个微细管3,每个微细管3的两端分别与第一安装板11和第二安装板12上的中空腔体4连通;其中,多个微细管3之间形成供空气由外向内流通的空隙;其中,多个换热组件2装配到两个集管部件1之间,装配后的每个换热组件2的第一安装板11和第二安装板12与两个集管部件1相交;其中,每个集管部件1上开设有与每个换热组件2的中空腔体4连通的多个工质流动孔,冷却工质通过工质流动孔流入中空腔体4,并经中空腔体4流入到微细管3中,以对在空隙中流通的空气进行冷却。
24.具体而言,通过将多个换热组件2装配到两个圆环状集管部件1之间,多个换热组件2相互抵靠即形成以换热组件2为圆管壁面的套管状换热结构。如图1所示,白色箭头为空气流动的方向,空气从管外壁面经过流向管内壁面,冷却后的空气从环形开口流出,最终进入航空发动机内。其中,预冷器与发动机的装配与现有预冷器相同,本发明不过多赘述。其
中每个换热组件2具有两个安装板和两个中空腔体4,以单个换热组件2为例,第一安装板11和第一腔体41成型为一体,第二安装板12和第二腔体42成型为一体,微细管3将第一腔体41和第二腔体42连通,使得冷却工质从第一腔体41流经微细管3后流向第二腔体42,或者从第二腔体42流经微细管3后流向第一腔体41,亦或者同时从第一腔体41和第二腔体42流经微细管3后流向相对的第二腔体42和第一腔体41。
25.如图1所示,两个集管部件1从前至后为前集管部件和后集管部件,前集管部件的环形开口与发动机连通。第一安装板11与两个集管部件1相交为第一安装板11的两端焊接在前集管部件和后集管部件上,第二安装板12与两个集管部件1相交为第二安装板12的两端焊接在前集管部件和后集管部件上。具体地,第一安装板11和第二安装板12与集管部件1的径向方向垂直,第一安装板11和第二安装板12之间的多个微细管3与集管部件1的周缘方向接近平行,以形成沿集管部件1的径向方向层叠的若干环形微细管层,微细管3紧凑度更高,且微细管3与空气的接触面积增大,整体换热能力显著提升。
26.其中,第一安装板11和第二安装板12镜像对称,微细管3垂直连接在相对的两个安装板上形成矩形体散热组件。以第一安装板11为例,第一安装板11为矩形板状结构,长度与两个集管部件1之间的距离相同,使得第一安装板11固定在两个集管部件1上;高度与集管部件1的外环与内环之间的距离相同,使得在有限的安装空间内,第一安装板11长度和高度所形成的板面上具有最优的微细管3紧凑度。第一安装板11上设置有多个安装孔14,微细管3通过该安装孔14焊接在第一安装板11上,并与第一腔体41连通。第一腔体41为矩形腔体,焊接到第一安装板11上,其第一腔体41开设有通孔10,该通孔10与集管部件1上的工质流动孔连通,以将集管部件1内的冷却工质通过多个工质流动孔分别流入多个第一腔体41内。
27.在本实施方式中,由于采用多个换热组件2模块化组装形成预冷器主体,第一安装板11和第二安装板12之间的距离与微细管3的长度等同,使得所需的微细管3的长度偏短,解决了传统结构微细管3长度过长引起的流致振动问题;由于微细管3的长度偏短,沿管长方向微细管3直线焊接在两个安装板上,安装精度更高;沿安装板的长度方向和高度方向均可设置多个安装孔14,从而沿长度方向形成微细管层,沿高度方向形成若干个微细管层,微细管层之间的紧凑度相比于传统的微细管3束预冷器更高,且无需保持每层之间的同心度,同时焊接难度大幅度减小;多个换热组件2同时流入冷却工质,使得预冷器整体的流量分配更均匀。本发明实现将换热能力强、可靠性高和工程实现难度低的换热组件2模块化组装为预冷器主体,为航空发动机预冷器提供一种换热性能好、抗振能力强、维修成本低和制造装配难度低的设计方案。
28.在一具体实现中,一个集管部件1上有分流管5,另一个集管部件1上设置有集流管6;分流管5上设置多个与第一安装板11上的中空腔体4连通的分流孔51;集流管6上设置多个与第二安装板12上的中空腔体4连通的集流孔61;其中,冷却工质从多个分流孔51流入到第一安装板11上的中空腔体4内,经对应的中空腔体4流入到微细管3中,并从微细管3流入到第二安装板12上的中空腔体4内,经多个集流孔61流出中空腔体4。
29.具体而言,在换热组件2的进出口留有几毫米裕量,用于通过各分流孔51和集流孔61与集管部件1焊接;集流管6和分流管5在焊接时需要盖住相应的分流孔51和集流孔61,以
形成完整的冷却工质流动通路。在冷却工质流动通路中,在前集管部件1的分流管5的前端面开设进液口7,用于将冷却工质通入到分流管5内,分流管5的后端面开设有与第一腔体41连通的多个分流孔51,将冷却工质分流后流向多个第一腔体41,在后集管部件1的集流管6的前端面开设与第二腔体42连通的多个集流孔61,后端面开设出液口8,用于将换热后的冷却工质流出第二腔体42,如此使得冷却工质从前集管部件1通入依次经过第一腔体41、微细管3和第二腔体42,从后集管部件1流出。
30.在一种可行的具体实施例中,分流管5和集流管6分别设置在对应的集管部件1的内环边缘上或外环边缘上。在本实施例中,冷却工质具有多种流动路径。当分流管5位于前集管部件1的内环边缘上,集流管6壳位于后集管部件1的内环边缘上时,此时第一腔体41的通孔10和第二腔体42的通孔10位于矩形体散热组件的底面对角线上;当分流管5位于前集管部件1的内环边缘上时,集流管6壳位于后集管部件1的外环边缘上时,此时第一腔体41的通孔10和第二腔体42的通孔10位于矩形体散热组件的空间对角线上;当分流管5位于前集管部件1的外环边缘上时,集流管6壳位于后集管部件1的外环边缘上时,此时第一腔体41的通孔10和第二腔体42的通孔10位于矩形散热组件的顶面对角线上;当分流管5位于前集管部件1的外环边缘上时,集流管6壳位于后集管部件1的内环边缘上时,此时第一腔体41的通孔10和第二腔体42的通孔10位于矩形散热组件的空间对角线上。
31.其中,第一腔体41的通孔10与分流孔51一一对应,第二腔体42的通孔10与集流孔61一一对应。当然,前集管部件1的分流管5和后集管部件1的集流管6的位置可以相互调换,使得冷却工质从第一腔体41流经微细管3后流向第二腔体42,或者从第二腔体42流经微细管3后流向第一腔体41。如此,本发明实施例模块化建造和模块化组装的方式让预冷器对内部换热组件2的低温工质流量分配更加均匀,同时冷却工质的流动路径可在较多形式中选择,可实现对局部位置工质流量分配的调控,进而提升整体换热的均匀性。相比既有的预冷器,在换热、抗振和建造装配方面都更具优势。
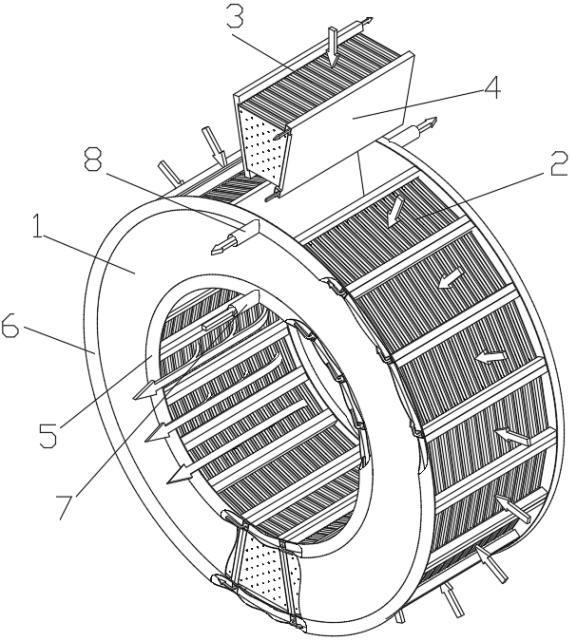
32.在相关技术中,高马赫数下预冷器需要在几十毫秒响应时间内将高温空气骤降至少1000℃。在骤冷过程中,微细管3束间的温度均匀性差,造成沿空气流动方向的微细管3束之间存在极大温度梯度,飞行状态的调整使预冷器内温度梯度变化引起的热应力变化,导致金属材料出现热疲劳损伤,存在微细传热管焊接开裂等潜在风险,甚至影响空天飞行器的航行安全。如图3所示,图3为换热组件的结构示意图。本技术提出了一种优选的技术方案:两个集管部件1上均设置有分流管5和集流管6;一个集管部件1上设置有第一分流管和第一集流管,第一分流管设置有多个与第一安装板11上的中空腔体4连通的分流孔51和第一集流管设置有多个与第一安装板11上的中空腔体4连通的集流孔61;另一个集管部件1上设置有第二分流管和第二集流管;第二分流管设置有多个与第二安装板12上的中空腔体4连通的分流孔51和第二集流管设置有多个与第二安装板12上的中空腔体4连通的集流孔61;每个中空腔体4被划分为多个第一区域和多个第二区域;其中,第一分流管和第二集流管以及对应的第一区域内的微细管3组成第一冷却通道;第二分流管和第一集流管以及对应的第二区域内的微细管3组成第二冷却通道;
第一冷却通道和第二冷却通道内的冷却工质的流动方向相反。
33.具体而言,通过在前集管部件1和后集管部件1上均设置分流管5和集流管6,以建立冷却工质同时从两个集管部件1的分流孔51同时流向第一腔体41和第二腔体42后,经过微细管3流向相对的第二腔体42和第一腔体41的交错式流动路径。在该交错式流动路径下,分隔为独立且流动方向相反的第一冷却通道和第二冷却通道,可以在不降低预冷器换热能力的条件下,实现换热组件2内部相邻的换热区域间管内的逆流换热,提升单个模块内部的换热均匀性,缓解因热应力引起的微细传热管焊接开裂等问题。
34.在本实施例中,中空腔体4内设置有多个u型分流板13,多个u型分流板13在中空腔体4的两侧之间交错排布,将中空腔体4内的微细管3划分为第一区域内的微细管3和第二区域内的微细管3。第一腔体41靠近前集管部件1的前视面开设两个通孔10,分别与前集管部件1的第一分流管的分流孔51连通和第一集流管的集流孔61连通;第二腔体42靠近后集管部件1的后视面开设两个通孔10,分别与后集管部件1的第二分流管的分流孔51连通和第二集流管的集流孔61连通。
35.在第一冷却通道内,冷却工质从前往后流动,流向第一腔体41内的第一区域内的微细管3内,由于在第一腔体41内u型分流板13堵死了冷却工质向第一腔体41内第二区域内的微细管3内流动,因此冷却工质从第一区域流向第二腔体42内,并从后集管部件1流通。与此同时,在第二冷却通道内,冷却工质从后往前流动,流向第二腔体42内的第二区域内的微细管3内,由于在第二腔体42内u型分流板13堵死了冷却工质向第二腔体42内第一区域内的微细管3内流动,因此冷却工质从部分的第二区域流向第一腔体41内,并从前集管部件1流通。
36.其中第一分流管的分流孔51和第二分流管的分流孔51必须分别与第一腔体41和第二腔体42连通,以实现冷却工质同时通入第一腔体41和第二腔体42内实现交错式流动。如此,冷却工质在矩形体换热组件2内,形成多个第一区域和第二区域相邻的交错式流动,在组件内部相邻的换热区域间实现管内工质的逆向流动,提高换热均匀性,使得预冷器整体工作在相对较为均匀的温度场内,减小预冷器因换热剧烈引起的内部热应力的影响,降低微细传热管因热应力引起的焊接开裂等风险,提高设备的适用寿命和安全性;需要解释的是,u型分流板13的开口朝向分流管5与第一腔体41的通孔10相连通的一侧形成第一区域,u型分流的开口朝向集流管6与第一腔体41的通孔10相连通的一侧形成的第二区域。
37.在另一种可行的实施例中,第一分流管和第二分流管均设置在对应的集管部件1的内环边缘上,第一集流管和第二集流管均设置在对应的集管部件1的外环边缘上;或者,第一分流管和第二集流管设置在对应的集管部件1的内环边缘上,第二分流管和第一集流管设置在对应的集管部件1的外环边缘上。
38.具体而言,本发明实施例可以改变分流管5和集流管6的位置以实现多种形式的交错式流动路径。示例性地,当第一分流管位于前集管部件1的内环边缘,则第一集流管位于前集管部件1的外环边缘时,第二集流管位于后集管部件1的内环边缘,则第二分流管位于后集管部件1的外环边缘,在该实施例中,冷却工质从前往后的流动方式为:从前集管部件1的内侧分流孔51流向第一腔体41,经第一腔体41内的分流后经过微细管3流向后集管部件1的内侧集流孔61;从后往前的流动方式为:从后集管部件1的外侧分流孔51流向第二腔体
42,经第二腔体42内的分流后经过微细管3流向前集管部件1的外侧集流孔61。
39.当分流孔51分别位于前集管部件1和后集管部件1的内环和外环处时,第一腔体41和第二腔体42内的u型分流板13应相对于矩形换热组件2的中线呈镜像对称。
40.示例性地,当第一分流管位于前集管部件1的内环边缘,则第一集流管位于前集管部件1的外环边缘时,第二集流管位于后集管部件1的外环边缘,则第二分流管位于后集管部件1的内环边缘,在该实施例中,冷却工质从前往后的流动方式为:从前集管部件1的内侧分流孔51流向第一腔体41,经第一腔体41内的分流后经过微细管3流向后集管部件1的外侧集流孔61;从后往前的流动方式为:从后集管部件1的内侧分流孔51流向第二腔体42,经第二腔体42内的分流后经过微细管3流向前集管部件1的外侧集流孔61。
41.当分流孔51分别位于前集管部件1和后集管部件1的内环处时,第一腔体41和第二腔体42内的u型分流板13应相对于矩形换热组件2的中线呈极轴对称。
42.可以理解的是,第一分流管可位于前集管部件1的外环边缘,第一集流管可位于前集管部件1的内环边缘,对应设置第二分流管和第二集流管的位置即可实现换热组件2内部相邻的第一区域和第二区域内微细管3内的逆流换热,原理与上述两个示例相同,本实施例不过多赘述。
43.如图1-图3所示,展示了当第一分流管位于前集管部件1的内环边缘,第一集流管位于前集管部件1的外环边缘时,第二集流管位于后集管部件1的外环边缘,第二分流管位于后集管部件1的内环边缘的预冷器。
44.在另一种可行的示例中,分流管5和集流管6的断面为圆缺形。圆缺形为圆形管件通过一条直线切割部分形成的具有底平面的圆缺。分流管5和集流管6焊接在圆环形部件的内环边缘和外环边缘时,底平面与圆环形部件接触,当冷却工质持续大量通入管内时,具有更强的承压能力。
45.在又一示例中,第一安装板11和第二安装板12之间连接有至少一个隔板9,隔板9间隔位于多个微细管3之间。隔板9具有支撑作用,可增加单个换热组件2的刚性,进而提高了整个预冷器的刚度。进一步地,隔板9上分散开设有多个换气孔91。隔板9上开换气孔91,隔板9两侧不同温度空气可通过换气孔91到达另一侧,起到混流的作用,减小隔板9两侧空气的温差,进一步提高管外空气的换热的均匀性。
46.以下结合图1-图3对流动及传热过程进行说明,黑色箭头代表冷却工质流动方向,冷却液分别从前集管部件1的进液口7进入第一分流管,从后集管部件1的进液口7进入第二分流管后,通过分流孔51进行一次分流后流入每个换热组件2的第一分流腔和第二分流腔中,随后,冷却液通过换热组件2内的u型分流板13进行二次分流,冷却液从前往后通过第一腔体41流经第一区域内的微细管3向第二腔体42流动,同时冷却液从后往前通过第二腔体42流经第二区域内的微细管3向第一腔体41流动,由于相邻第一区域和第二区域内的微细管3是由不同侧的分流腔进行分流的,从而形成了相邻换热区域间管内工质的逆流流动,上述过程中,微细管3内的冷却液与管外的高温空气进行充分换热,同时,开设在隔板9上的换气孔91有利于实现隔板9两侧空气混流,使得空气侧的换热也更为均匀;由于预冷器安装在进气道的中后段,图1中后集管部件1的环形开口已经被其他进气部件封堵,因此管外的高温空气预冷后,将从前集管部件1的环形开口流出预冷器;管内的冷却液换热后继续沿微细管3流动到另一侧的中空腔体4内,在中空腔体4完成一次汇流,接着从集流孔61流出,并在
集流管6中完成二次汇流,最终从出液口8流出冷却液通路,完成冷却高温空气的过程。
47.需要说明的是,本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
48.还需要说明的是,在本文中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,诸如“第一”和“第二”之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序,也不能理解为指示或暗示相对重要性。而且,术语“包括”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者终端设备所固有的要素。
49.以上对本技术所提供的一种用于航空发动机的预冷器,进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术,本说明书内容不应理解为对本技术的限制。同时,对于本领域的一般技术人员,依据本技术,在具体实施方式及应用范围上均会有不同形式的改变之处,这里无需也无法对所有的实施方式予以穷举,而由此所引伸出的显而易见的变化或变动仍处于本技术的保护范围之中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。