1.本发明涉及焊管生产领域的切割方法,主要应用于焊管生产线的一种在线定尺切割的方法,具体涉及一种在线多切割头循环切割方法。
背景技术:
2.随着焊管生产领域的不断发展,对切割设备的生产效率以及生产线速度的要求也不断提高。而目前的切割设备主要为单个锯车,在单个锯车上安装割具,当物料达到要求的定尺长度时,锯车追踪同步,然后割具进行切割,切割后锯车减速到零,然后加速返回到原点,等待下次循环。当生产线速度超过一定速度后,锯车将无法完成一个循环回到原点,所以单锯车的往复运动在高速生产时无法满足要求。多车串联和多车往复运动的形式,在实际生产中也需要台车在切割完成后返回到原点,依次循环切割。
3.具体的,目前大部分的锯切设备采用的是单锯车追踪,当生产线超过一定速度后,锯车追踪、同步、切割、返回的时间就无法满足实际生产速度的需要,影响生产效率。
4.中国专利zl201610018663.5公开了一种多车串联同步定尺切断连续成型物料的新方法,该方法中锯车在切割完成后返回固定原点,且锯车存在加速、减速的过程;而且,多车串联形式,串联锯车越多,设备的整体长度就会越长,占地面积越大。
5.中国专利zl201410353425.0公开了一种多车往复行走、交替切断物料的方法和装置,锯车也存在加速、减速的过程,而且这种多车交替往复切割方式,在物料两侧设置两个设备基座,每个设备基座上只能够安装一个锯车,不仅占地面积大,而且锯车数量有限。
技术实现要素:
6.为了解决现有技术中存在的不足,本发明提出了一种在线多切割头循环切割方法,其是一种两个或两个以上的锯车在环形轨道上运行,锯车上安装的割具对在线生产的物料进行跟踪、切割的方法。
7.本发明还公开了上述在线多切割头循环切割装置。
8.本发明的技术方案如下:
9.一种在线多切割头循环切割方法,包括:待切割物料侧面的环形导轨上设有多个锯车,各锯车设有独立的驱动机构驱动锯车沿环形导轨运行;
10.当前一个锯车在追踪切割物料时,另一个锯车在环形导轨的起点处等待,当物料被前一个锯车切割后再次达到定尺长度时,所述另一个锯车开始追踪切割物料,所述前一个锯车返回起点处;
11.当物料被另一个锯车切割后再次达到定尺长度时,若锯车的数量为2,则所述前一个锯车再次追踪切割物料,所述另一个锯车返回起点处,从而开始新的工作循环;或者若锯车的数量为大于2,则第3个锯车开始追踪切割物料,所述另一个锯车返回起点处,直至每个锯车均完成一次追踪切割,接着开始新的工作循环。
12.进一步的,所述各锯车在环形导轨的起点处开始加速,运行到与物料平行位置时
达到和物料同步速度开始切割;切割完成后,锯车不需要减速,仍然以高速或再提速的速度绕环形导轨一周回到起点处,等待下次切割。
13.进一步的,所述待切割物料的一侧设有环形导轨,环形导轨上的多个锯车依次都完成一次追踪切割物料后,则开始新的工作循环。
14.或者,进一步的,所述待切割物料的两侧各设有一个环形导轨,环形导轨上均设有一个锯车或者所述环形导轨上均设有多个锯车;两个环形导轨上的锯车交替进行追踪切割物料,直至所有锯车均完成一次追踪切割物料后,则开始新的工作循环。
15.进一步的,所述环形导轨的锯车起点处为环形导轨的弧形位置。
16.进一步的,当使用两个或两个以上的锯车时,锯车返回后在环形导轨的弧形位置以及环形导轨上相对于物料的另外一侧依次排布,等待下次循环。
17.一种在线多切割头循环切割装置,包括:
18.环形导轨,待切割物料的侧面设有环形导轨;
19.锯车,环形导轨上设有多个锯车,各锯车设有独立的驱动机构和切割组件;
20.控制机构,控制机构设置成当前一个锯车在追踪切割物料时,另一个锯车在环形导轨的起点处等待,当物料被前一个锯车切割后再次达到定尺长度时,控制机构驱动所述另一个锯车开始追踪切割物料,所述前一个锯车返回到起点处;当物料被另一个锯车切割后再次达到定尺长度时,若锯车的数量为2,则控制机构驱动所述前一个锯车再次追踪切割物料,所述另一个锯车返回起点处,从而开始新的工作循环;或者若锯车的数量为大于2,则控制机构驱动第3个锯车开始追踪切割物料,所述另一个锯车返回起点处,依次操作直至每个锯车完成一次追踪切割,接着开始新的工作循环。
21.进一步的,所述待切割物料的一侧设有环形导轨,环形导轨上依次设置多个锯车。
22.或者,进一步的,所述待切割物料的两侧各设有一个环形导轨,环形导轨上均设有一个锯车或者所述环形导轨上均设有多个锯车。本发明创造关键改进点包括如下:
23.(1)本发明使用环形轨道,锯车沿环形轨道运行。
24.(2)本发明的环形轨道上可以根据需求,任意增加锯车数量,且不增加轨道的整体长度。
25.总之,本发明整体使用环形轨道,锯车在环形轨道上运行。正常生产时,锯车在弧形轨道时开始加速,运行到与物料平行位置时达到和物料同步速度,并开始切割。切割完成后,锯车不需要减速,仍然以高速或再提速的速度向前运行,绕环形轨道一周回到锯车环形轨道的起点处,等待下次切割或直接再次追踪切割。当使用两个或两个以上的锯车时,锯车返回后在环形轨道的弧形位置以及另外一侧依次排布,等待下次循环,不需要增加环形轨道的长度。相对于直线轨道的布局,大大缩短了整体设备的长度,减少了设备的占地面积。
26.本发明的有益效果如下:
27.(1)本发明通过使用环形轨道的布局,在增加锯车数量时,不增加整体轨道的长度,相对于直线轨道的布局,环形轨道大大缩短了整体设备的长度,减少设备的占地面积。
28.(2)利用本发明方法,锯车在运行到切割物料完成后,锯车不需要减速,仍然以高速或再提速的速度向前运行,绕环形轨道一周回到环形轨道起点处,等待下次切割或直接追踪切割。相对于直线往复运行的锯车减少了一次锯车返回时的加减速过程,从而减少了单次切割的循环时间,提高了生产速度。
29.(3)本发明装置结构合理,设计巧妙。
附图说明
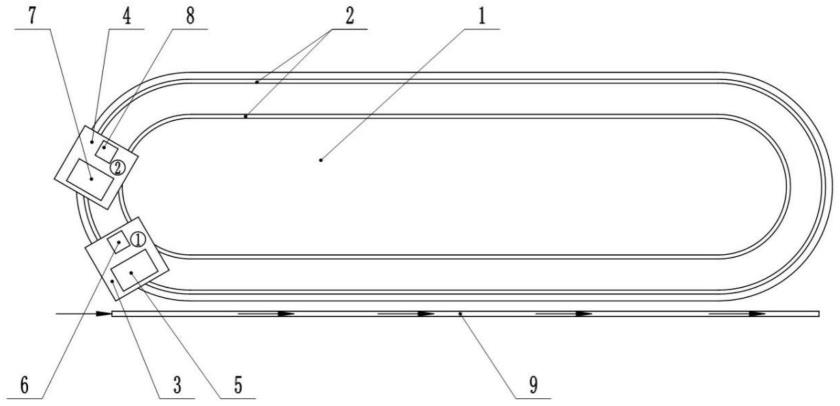
30.图1:一个环形轨道两个锯车布置示意图。
31.图2:锯车
①
追踪物料,锯车
②
前移到起点处位置图。
32.图3:锯车
①
追踪切割物料,锯车
②
起点处等待的位置图。
33.图4:锯车
①
切割后返回,锯车
②
开始追踪物料的位置图。
34.图5:锯车
②
追踪物料,锯车
①
返回起点处的位置图。
35.图6:锯车
②
切割后返回,锯车
①
开始追踪物料的位置图。
36.图7:锯车
①
追踪物料,锯车
②
返回到起点处的位置图。
37.图8:一个环形轨道三个锯车布置示意图。
38.图9:两个环形轨道两个锯车布置示意图。
39.图10:两个环形轨道六个锯车布置示意图。
40.其中,1-床身底座,2-环形导轨,3-第一锯车,4-第二锯车,5-第一切割组件,6-第一驱动机构,7-第二切割组件,8-第二驱动机构,9-物料。
具体实施方式
41.下面结合附图和实施例对本发明做进一步的说明。
42.实施例1
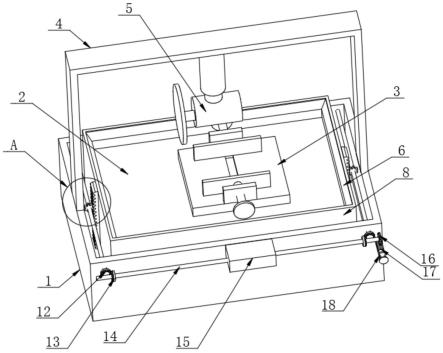
43.参照图1至图7所示,本实施例以一个环形导轨2上设置两个锯车为例,物料9在环形导轨2的一侧运行并待切割。
44.床身底座1上安装布置环形导轨2,第一锯车3和第二锯车4沿环形导轨2运行,如图1所示。
45.以下为两个锯车的一个工作循环过程,具体如下:
46.第一锯车3和第二锯车4在起点处位置,当物料9达到设定的定尺长度时,第一驱动机构6带动第一锯车3加速追踪(如图2所示),当第一锯车3与物料9达到同步,第一切割组件5对物料9进行割断(如图3所示),切断后,第一锯车3沿环形导轨2继续运行,返回到原点附近位置,等待下次循环(如图4所示)。
47.在第一锯车3切割时或切割后返回到起点处过程中或返回到起点处后,物料9再次达到定尺长度时(第二锯车4的启动的条件为物料9再次达到定尺长度,和第一个锯车3切割后是否返回或返回到起点处并没有关系),第二驱动机构8带动第二锯车4加速追踪(如图4所示),当第二锯车4与物料9达到同步,第二切割组件7对物料9进行割断(如图5所示),切断后,第二锯车4沿环形导轨2继续运行,返回到原点附近位置(如图6所示)。
48.物料9再次达到设定的定尺长度时,第一锯车3再次加速追踪、切割(如图7所示)。
49.之后,两个锯车依次完成如上的工作循环。
50.实施例2
51.本实施例为一个环形导轨2上布置三个锯车(如图8所示)甚至更多个锯车。具体工作循环方式基本和实施例1相同。
52.当锯车的数量多于两个时,工作循环遵循以上实施例1的规则,各锯车按照设定的
顺序依次启动、加速、切断物料、返回,当各锯车均完成一次启动、加速、切断物料、返回后,则开始新的工作循环。
53.注:在一个生产速度下,各锯车的循环速度是不变的,但是随着锯车的数量越多,能够切割的物料9的最小定尺就越短。
54.实施例3
55.本实施例设置两个环形导轨2,两个环形导轨2之间设置待切割的物料9的运行通道,即两个环形导轨2分布在待切割的物料9的两侧。每个环形导轨2上布置一个锯车(如图9所示)。
56.两个锯车交替按照定尺长度对物料9进行追踪切割。
57.具体的是:第一锯车3和第二锯车4分别在各自环形导轨2的起点处,当物料9达到设定的定尺长度时,第一驱动机构6带动第一锯车3加速追踪,当第一锯车3与物料9达到同步,第一切割组件5对物料9进行割断,切断后,第一锯车3沿环形导轨2继续运行,返回到起点处,等待下次循环。
58.在第一锯车3切割时或切割后返回到起点处过程中或返回到起点处后,物料9再次达到定尺长度时(第二锯车4的启动的条件为物料9再次达到定尺长度,和第一个锯车3切割后是否返回或返回到起点处并没有关系),第二驱动机构8带动第二锯车4加速追踪,当第二锯车4与物料9达到同步,第二切割组件7对物料9进行割断,切断后,第二锯车4沿环形导轨2继续运行,返回到其环形导轨2的起点处。
59.物料9再次达到设定的定尺长度时,第一锯车3再次加速追踪、切割,从而开始第二个工作循环。
60.实施例4
61.本实施例设置两个环形导轨2,两个环形导轨2之间设置待切割的物料9的运行通道,即两个环形导轨2分布在待切割的物料9的两侧。每个环形导轨2上布置多个锯车(如图10所示)。
62.当每个环形导轨3的锯车的数量为多个时,工作循环基本遵循实施例3的规则。
63.具体的,如图10所示,六个锯车(共3对锯车,每对包括上下两个环形导轨2上的对应的一对锯车)交替按定尺长度对物料9追踪切割,即每对锯车按照实施例3的规则进行工作循环。
64.上述各个实施例中,
65.优选的,第一切割组件5和第二切割组件7的割具可以是锯片切割、激光切割或等离子切割等方式中任意一种。
66.优选的,第一驱动机构6和第二驱动机构8的驱动方式可以是齿轮齿条、同步带或链条等方式中的任意一种。
67.以上所述仅为本发明的优选例实施方式,并不构成对本发明保护范围的限定。任何在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的权利要求保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。