技术特征:
1.一种高表面质量船板钢的生产方法,其特征在于,包括板坯加热、粗除鳞、轧制、冷却、矫直工序;所述粗除鳞工序,板坯出加热炉后在除鳞箱进行一次粗除鳞,除鳞水压力15~16mpa,流量3150
±
50l/min;所述轧制工序,采用单机架轧机轧制;(1)对于a、b一般强度船板钢采用两阶段轧制工艺,开轧温度1100
±
20℃,在开坯第1、第2道次与转钢后第1、第2道次进行4次精除鳞,第二轧程不除鳞,开轧温度1020
±
20℃,终轧温度920
±
20℃;(2)对于a32、a36高强度船板钢采用两阶段轧制工艺,第一轧程:开轧温度1100
±
20℃,在开坯第1、第2道次与转钢后第1、第2、第3道次中进行4次或5次精除鳞;第二轧程:不除鳞,开轧温度970
±
20℃,终轧温度870
±
30℃;所述精除鳞的水压为15~16mpa,流量3150
±
50l/min;所述冷却工序,当h≤14mm时,采用空冷;当14<h≤20mm时,采用acc弱冷工艺,冷却速率5~8℃/s;所述h为成品船板钢厚度。2.根据权利要求1所述的高表面质量船板钢的生产方法,其特征在于,所述板坯加热工序,预热段温度≤850℃,ⅰ加热段温度1000
±
50℃,ⅱ加热段温度1250
±
30℃,均热段温度1200
±
30℃,总加热时间150~210min,加热炉内残氧含量2~5%。3.根据权利要求2所述的高表面质量船板钢的生产方法,其特征在于,所述轧制工序,采用3000mm单机架轧机轧制,板坯在辊道上停留不超过10s。4.根据权利要求3所述的高表面质量船板钢的生产方法,其特征在于,所述轧制工序,两阶段轧制工艺中的待温厚度为成品船板钢厚度的2~3倍。5.根据权利要求4所述的高表面质量船板钢的生产方法,其特征在于,所述轧制工序,轧制力矩m
max =1150knm、轧制速度v
max =4.2m/s。6.根据权利要求1-5任一项所述的高表面质量船板钢的生产方法,其特征在于,所述成品船板钢厚度为8~20mm。
技术总结
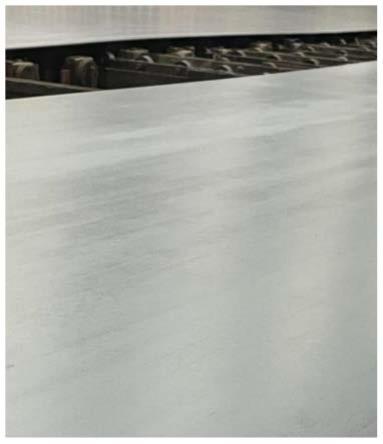
一种高表面质量船板钢的生产方法属于船舶及海洋工程用结构钢技术领域,包括板坯加热、粗除鳞、轧制、冷却、矫直工序。在板坯出加热炉后进行一次粗除鳞。采用单机架轧机轧制,对于A、B一般强度船板钢采用两阶段轧制工艺,在开坯第1、2道次与转钢后第1、2道次进行4次精除鳞;对于A32、A36高强度船板钢采用两阶段轧制工艺,第一轧程在开坯第1、2道次与转钢后第1-3道次中进行4-5次精除鳞,第二轧程不除鳞。根据船板钢的厚度采用不同的冷却制度。本发明生产的船板钢厚度为8~20mm,其表面的氧化铁皮分布均匀、薄、无可见花斑,经抛丸处理后,表面的氧化铁皮可被清除干净且无麻坑等缺陷,满足船板的高表面涂装质量要求。板的高表面涂装质量要求。板的高表面涂装质量要求。
技术研发人员:武美玉 卢锐 王辉 吴尚超 付海彬 徐桂喜 李明
受保护的技术使用者:河钢股份有限公司邯郸分公司
技术研发日:2022.09.02
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。