技术特征:
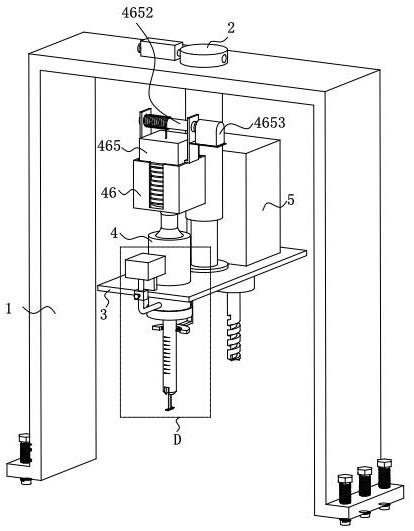
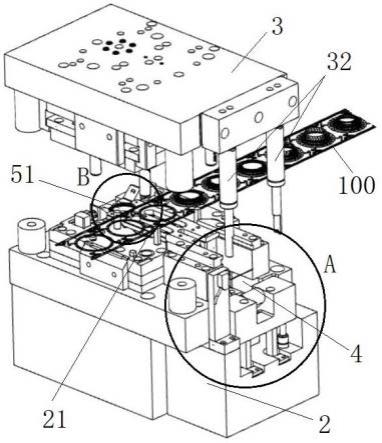
1.一种汽车门板模架自动铣削装置,包括连接架(1),连接架(1)呈开口向下的几字型结构,其特征在于:所述连接架(1)中间段连接有转动机构(2),转动机构(2)下端安装有连接板(3),连接板(3)左右两侧分别安装有检测机构(4)和铣削机构(5);其中:所述检测机构(4)包括贯穿安装在所述连接板(3)左侧的圆柱管(41),圆柱管(41)侧壁上固定连接有吹气单元(42),吹气单元(42)与连接板(3)固定连接,圆柱管(41)下端螺纹连接有检测单元(43),检测单元(43)一侧设置有测风单元(44),测风单元(44)与连接板(3)下端固定连接,圆柱管(41)上端安装且连通有连接管(45),连接管(45)上端安装且连通有下压单元(46);所述铣削机构(5)用于对模架进行导向孔的铣削加工。2.根据权利要求1所述的一种汽车门板模架自动铣削装置,其特征在于:所述转动机构(2)包括转动连接在所述连接架(1)中间段的转动块(21),转动块(21)下端固定连接有气缸(22),气缸(22)下端与连接板(3)固定连接,转动块(21)外环面靠近上端处对称开设有两个限位槽,连接架(1)中间段上端一侧设置有限位块(23),限位块(23)靠近转动块(21)的一端开设有圆柱槽,圆柱槽内滑动连接有限位杆(24),限位杆(24)与圆柱槽圆槽壁之间安装有连接弹簧(25),限位杆(24)远离圆柱槽的一端设置有半球凸起,半球凸起与限位槽滑动配合,限位杆(24)远离转动块(21)的一端安装有提拉杆(26),提拉杆(26)与圆柱槽圆槽壁滑动贯穿配合。3.根据权利要求1所述的一种汽车门板模架自动铣削装置,其特征在于:所述下压单元(46)包括安装在所述连接管(45)上端的矩形框(461),矩形框(461)左右两侧壁上开设有观测开口,矩形框(461)底壁中部设置有圆孔,矩形框(461)底壁上端固定连接有气囊(462),气囊(462)与圆孔连通,气囊(462)上端安装有下压板(463),下压板(463)与矩形框(461)内壁滑动配合,下压板(463)下端与矩形框(461)底壁之间安装有套设在所述气囊(462)外周的复位弹簧(464),矩形框(461)上端安装有下压支链(465)。4.根据权利要求1所述的一种汽车门板模架自动铣削装置,其特征在于:所述检测单元(43)包括螺纹连接在所述圆柱管(41)下端的螺纹套(431),螺纹套(431)中部安装且连通有检测管(432),检测管(432)下端对称开设有两个出气开口,检测管(432)内壁安装有条形板(433),条形板(433)与检测管(432)内壁之间设置有间隙,条形板(433)中部滑动贯穿连接有t型杆(434),t型杆(434)水平段与条形板(433)上端之间安装有套设在t型杆(434)上的辅助弹簧(435),t型杆(434)下端安装有限位板(436)。5.根据权利要求3所述的一种汽车门板模架自动铣削装置,其特征在于:所述下压支链(465)包括前后对称安装在所述矩形框(461)上端的两个辅助板(4651),前后两个所述辅助板(4651)共同转动连接有收卷辊(4652),收卷辊(4652)前端固定连接有收卷电机(4653)的输出轴,收卷电机(4653)安装在位于前侧的所述辅助板(4651)上,收卷辊(4652)上卷绕有收卷绳(4654),收卷绳(4654)下端固定连接有配重块(4655),配重块(4655)放置在下压板(463)上。6.根据权利要求1所述的一种汽车门板模架自动铣削装置,其特征在于:所述测风单元(44)包括安装在所述连接板(3)下端的l型杆(441),l型杆(441)左端安装有半圆板(442),半圆板(442)内环面上安装有多个均匀分布的测试纸(443)。7.根据权利要求1所述的一种汽车门板模架自动铣削装置,其特征在于:所述吹气单元
(42)包括贯穿安装在所述圆柱管(41)管壁左侧的l型管(421),l型管(421)上端安装有控制阀(422),控制阀(422)与连接板(3)左端固定连接,控制阀(422)上端通过连通管安装有气泵(423),气泵(423)通过支撑板与连接板(3)固定连接。8.根据权利要求4所述的一种汽车门板模架自动铣削装置,其特征在于:所述检测管(432)外表面设置有多个均匀分布的刻度。9.根据权利要求1所述的一种汽车门板模架自动铣削装置,其特征在于:所述连接架(1)前后两侧下端均开设有螺纹孔,螺纹孔内螺纹连接有锁紧螺杆。10.根据权利要求1所述的一种汽车门板模架自动铣削装置,其特征在于:采用上述汽车门板模架自动铣削装置进行汽车门板模架铣削孔的工艺,具体包括以下步骤:s1:人工将连接架(1)安装在工作位置,之后将所需铣孔的模架固定在铣削机构(5)下方;s2:启动铣削机构(5),铣削机构(5)对模架上端进行铣孔加工;s3:铣孔加工完成后,手动旋转转动机构(2),转动机构(2)通过连接板(3)带动检测机构(4)和铣削机构(5)进行位置置换,随后启动吹气单元(42),吹气单元(42)通过检测单元(43)将风向铣孔内吹,去除铣孔内的碎屑,之后关闭吹气单元(42),启动转动机构(2),转动机构(2)通过连接板(3)带动圆柱管(41)下端的检测单元(43)进入铣孔内,启动下压单元(46);s4:观察下压单元(46)的工作过程,从而检测铣孔是否符合,铣孔检测完成后,转动机构(2)通过连接板(3)带动圆柱管(41)下端的检测单元(43)向上复位,铣孔加工完成。
技术总结
本发明涉及模架加工技术领域,特别涉及一种汽车门板模架自动铣削装置及工艺,该装置包括连接架,连接架呈开口向下的几字型结构,所述连接架中间段连接有转动机构,转动机构下端安装有连接板。现有的模架上的铣孔通常通过铣削设备加工成型,铣削设备加工的精确度高,但现有的铣削设备只能对模架进行铣孔处理,不能进行铣孔直径检测,若铣孔的直径与所需装配的导向柱直径不符,导致模架无法使用,增加了材料的浪费。本发明提供的一种汽车门板模架自动铣削装置所采用的检测机构可以对模架上的铣孔直径进行检测,避免之后加工的铣孔出现不合规格的问题,从而避免模架无法使用而造成材料的浪费。的浪费。的浪费。
技术研发人员:孙良俊 李世萍
受保护的技术使用者:泰昇机械科技(南通)有限公司
技术研发日:2022.11.30
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。