1.本发明涉及石油钻采领域,具体涉及一种制造全包覆抽油杆的方法。
背景技术:
2.抽油杆是石油钻采过程中所需要的重要组成部件,而目前我国大部分油田进入开发中后期,综合含水率越来越高,还常常采用注水等增产措施,并且油田回注水基本上都是污水直接回注,造成抽油杆工作环境非常恶劣。高矿化度井液中含有各种腐蚀介质和腐蚀性微生物等,尤其是富含cl-,使抽油杆的腐蚀速率大幅提高。同时,伴生气中含有co2、h2s等腐蚀气体,使井液呈弱酸性。众所周知,治理cl-、co2和h2s腐蚀一直是采油工程的世界难题。而且抽油杆与油管内壁的摩擦会产生热能,使其表面活化,在腐蚀性产出液的作用下,抽油杆表面腐蚀速率会大幅加速。另外,如含砂量的影响、油井结蜡结垢的影响、产出液粘度的影响也都会促进抽油杆表面发生腐蚀与偏磨。简言之,抽油杆由于长期受交变载荷和油、气、水以及腐蚀介质的共同作用,再加之杆管偏磨,使其成为机械采油中可靠性最低的设备,很容易发生断脱事故。
3.研究表明,当油井含水大于74.02%时产出液换相,由油包水型转换为水包油型。管杆表面失去了原油的保护,产出水直接接触金属,腐蚀速度增大。润滑剂由原油变为产出水,失去原油润滑作用,井液含水增加的同时,比重也在增加,同时管杆接触面的润滑系数也在大幅度地降低,上行载荷明显增加,下行阻力无形加大,加剧了抽油杆的受力状况和变形程度,使摩擦阻力增大,管杆磨损加重加快。管杆偏磨会产生热能,使其表面活化,在强腐蚀性产出液的作用下,偏磨处优先被腐蚀,使其表面粗糙度增大,磨阻增大,导致磨损更严重。另外,如含砂量的影响、油井结蜡结垢的影响、产出液粘度的影响也都会促进抽油杆表面发生腐蚀与偏磨。腐蚀和机械磨损并非简单叠加,而是相互作用,相互促进,二者结合具有更大的破坏性。油田现场广泛应用扶正器、抗磨副、加重杆等防偏磨措施,虽然能延长管杆使用寿命,但是不能彻底解决问题。
4.针对防腐耐磨难题,目前对抽油杆采取的防治措施主要有采用电镀或化学镀等常规方法加工镀铬抽油杆、镀镍抽油杆、镀钨抽油杆,以及半包覆防腐抗磨抽油杆和全包覆防腐抗磨抽油杆等。
5.抽油杆常规耐磨防腐镀层受制于镦锻抽油杆的杆头与杆体大径比和复杂形状限制,镀层与基体结合强度低,在上述复杂井况环境下使用,镀层易起皮、脱落、磨损,形成防腐抗磨短板,效果不是十分理想,而且成本较高。如中国发明专利申请cn108798537a所公开的一种防腐耐磨光杆,包括杆体,所述杆体的两端分别设有第一外螺纹接头和第二外螺纹接头,所述杆体的外侧设有防腐耐磨合金涂层,所述杆体靠近所述第二外螺纹接头的非镦粗部设有阴极保护防腐合金涂层;再如中国发明专利申请cn108798538a所公开的一种新型防腐抗磨喷焊抽油杆,包括杆体,所述杆体的一端向外依次连接有第一杆头镦粗部和第一杆头螺纹段,所述杆体的另一端向外依次连接有第二杆头镦粗部和第二杆头螺纹段,所述杆体与所述第一杆头镦粗部之间依次设有第一圆弧过渡区和第一凸缘,所述第一杆头镦粗
部与所述第一杆头螺纹段依次设有第一推承面台肩和第一卸荷槽,所述杆体与所述第二杆头镦粗部之间依次设有第二圆弧过渡区和第二凸缘,所述第二杆头镦粗部与所述第二杆头螺纹段依次设有第二推承面台肩和第二卸荷槽,所述杆体、所述第一杆头镦粗部和所述第二杆头镦粗部的外侧设有防腐耐磨合金涂层。前述两专利申请均是通过镀层增强抽油杆的防腐耐磨性能,但同样不可避免的存在镀层与基体结合强度低、易脱落和磨损的问题。
6.半包覆防腐抗磨抽油杆的喷焊涂层与基体结合强度大幅提升,具有良好的防腐耐磨性能,但是杆头喷焊防腐合金涂层后需要进行二次固熔强化,高温会实质性降低包覆防腐抗磨抽油杆杆头的基体性能,这样就实质上降低了抽油杆整体的防腐耐磨性能和可靠性,而且成本较高。
7.全包覆抽油杆通过对杆头和杆体部分的全部包覆,具有良好的防腐耐磨性能。如中国实用新型专利cn210564384u所公开的一种改进型全包覆抽油杆,包括抽油杆基体和卡箍,所述抽油杆基体,两端从外向内包括台肩和杆体,所述台肩从外向内设置止推台和卡箍螺纹,用于紧密套设卡箍;所述台肩和杆体的连接部包括扳手方和凸缘,所述扳手方和凸缘的直径缩小,所述台肩的直径大于凸缘,所述台肩和杆体的连接部及杆体的外壁设置防腐高分子塑胶层;所述卡箍包括接头,所述接头内环对应台肩设置止推口和内螺纹,以使所述卡箍与抽油杆基体紧密贴合;包裹防腐高分子塑胶层的抽油杆基体与卡箍内腔间形成注塑通道,高压注塑有高分子塑胶。前述专利通过卡箍和高分子塑胶层以及卡箍内高压注塑的高分子塑胶形成对抽油杆的全包覆,该专利的防腐耐磨性能良好,但需要对抽油杆基体的台肩进行止推台和卡箍螺纹的加工、对卡箍进行止推口和内螺纹的加工以及对卡箍内腔进行高压注塑,加工工序的增多使得加工的成本和工作量都相应增大。再如中国实用新型专利cn212454282u所公开的一种新型抽油杆,包括抽油杆基体和螺纹套筒,所述抽油杆基体的两端呈对称设置,所述抽油杆基体从端部至中心依次设置有第一外螺纹接头、卸荷槽、第二外螺纹台肩、扳手方和杆体;所述螺纹套筒套设于所述抽油杆基体的第二外螺纹台肩部位并部分包覆所述杆体;所述第二外螺纹台肩与所述螺纹套筒相抵接的端部分别设有止推台和止推口;所述杆体的外壁包覆防腐高分子塑胶层,所述螺纹套筒的外表面设置防腐耐磨涂层;中国实用新型专利cn212454283u所公开的一种新型抽油杆,包括抽油杆基体和锥型套筒,所述抽油杆基体的两端呈对称设置,所述抽油杆基体从端部至中心依次设置有外螺纹接头、卸荷槽、锥型台肩、扳手方和杆体;所述锥型套筒套设于所述抽油杆基体的锥型台肩部位并部分包覆所述杆体;所述锥型台肩与所述锥型套筒相抵接的端部分别设有锥型止推台和锥型止推口,所述杆体的外壁包覆防腐高分子塑胶层,所述锥型套筒的外表面设置防腐耐磨涂层。前述两专利与cn210564384u相类似,都是通过卡箍/套筒对杆头部分进行包覆、通过高分子塑胶层对杆体进行包覆,但同样都存在需要对套筒和台肩进行螺纹、止推口和止推台的加工,从而增加了机加工的工作量和成本。此外,标准api抽油杆设计四棱扳手方是为了现场作业没有方向选择,任意方向均可使用扳手快速对正,而前述中国实用新型专利cn210564384u、cn212454282u、cn212454283u,由于扳手方外包覆了卡箍/套筒,而卡箍/套筒的外形为圆形,为了现场作业的便利性在卡箍/套筒的外表面上铣削加工了两个一百八十度的对称扳手方卡槽,由此则出现了方向性选择,给现场作业造成了不便,且受限于卡箍/套筒的壁厚,扳手方槽的铣削深度很小,进而影响了现场作业的效率。
8.有鉴于此,本发明提供一种制造全包覆抽油杆的方法,通过对套筒结构的改进和
套筒与杆头包覆方式的改进以解决现有技术中全包覆抽油杆因需要加工螺纹、止推台和止推口而导致的机加工成本和工作量高的技术问题,并保证了全包覆的抽油杆的杆头部分仍旧形成api规范标准四棱扳手方,从而提升了现场作业的效率。
技术实现要素:
9.本发明意在提供一种制造全包覆抽油杆的方法,以解决现有技术中存在的不足,本发明要解决的技术问题通过以下技术方案来实现。
10.一种制造全包覆抽油杆的方法,其改进之处在于:
11.步骤一,通过机加工方式制造抽油杆基体,制作完成的抽油杆基体中间部分为杆体、两端部分为杆头且两端呈对称设置,所述杆头自抽油杆基体的端部朝向杆体依次为螺纹接头、卸荷槽、台肩、扳手方和凸缘,所述杆体的外表面包覆防腐非金属材料层;
12.步骤二,通过机加工方式制作金属套筒,制作完成的金属套筒呈圆筒形;
13.步骤三,通过挤压使得所述金属套筒紧密贴合于所述台肩、扳手方和凸缘的外表面并完全包覆所述台肩、扳手方和凸缘且包覆部分防腐非金属材料层且金属套筒外表面与所述台肩、扳手方和凸缘相对应位置处形成与所述台肩、扳手方和凸缘外表面形状相同的形状。
14.优选的,步骤一中通过对防腐非金属材料进行加热、注塑、固化工序实现所述杆体的外表面包覆防腐非金属材料层。
15.优选的,步骤二中制作完成的金属套筒的内壁上靠近端部位置处加工有至少一道凹槽。
16.优选的,步骤三包括如下步骤:步骤三一、对所述金属套筒进行加热;步骤三二、将所述金属套筒套进所述杆头并使得所述金属套筒邻近所述抽油杆基体端部的端面与所述台肩邻近所述卸荷槽的端面齐平;步骤三三、通过压力机对所述金属套筒进行挤压,以使得所述金属套筒紧密贴合于所述台肩、扳手方和凸缘的外表面并完全包覆所述台肩、扳手方和凸缘且金属套筒外表面形成与所述台肩、扳手方和凸缘外表面形状相同的形状;步骤三四、冷却;步骤三五、通过压力机对所述金属套筒进行冷挤压以使得所述金属套筒包覆部分防腐非金属材料层。
17.优选的,步骤三一中采用中高频感应加热,加热温度控制在200-500℃。
18.优选的,步骤三三中挤压的压力为800-1300kn。
19.优选的,步骤三五中冷挤压的压力为300-800kn。
20.优选的,步骤三五中在进行冷挤压前于所述防腐非金属材料层将被所述金属套筒包覆的区域中套入至少两个o型密封圈。
21.优选的,所述金属套筒选用不锈钢材料制成。
22.优选的,所述防腐非金属材料层选用防腐高分子塑胶材料制成。
23.本发明通过于杆体外表面形成防腐非金属材料层并利用金属套筒对杆头部分进行包覆且包覆部分防腐非金属材料层,从而形成对单根抽油杆的全包覆防腐。多根抽油杆之间通过诸如标准喷焊接箍的对接头和螺纹接头连接,利用预紧力实现对接头和金属套筒之间的挤压密封,可有效防止腐蚀介质进入杆头内部。与现有技术相比,本发明通过挤压金属套筒实现包覆杆头的台肩、扳手方和凸缘并包覆部分防腐非金属材料层,从而无需加工
螺纹、止推台和止推口,因而减少了机加工的成本和工作量,同时由于金属套筒的外表面形成与台肩、扳手方和凸缘形状相同的形状,即金属套筒上仍然保留了api规范标准四棱扳手方结构,从而便于现场作业,提升了作业效率。
附图说明
24.图1为本发明所制造的全包覆抽油杆的结构示意图;
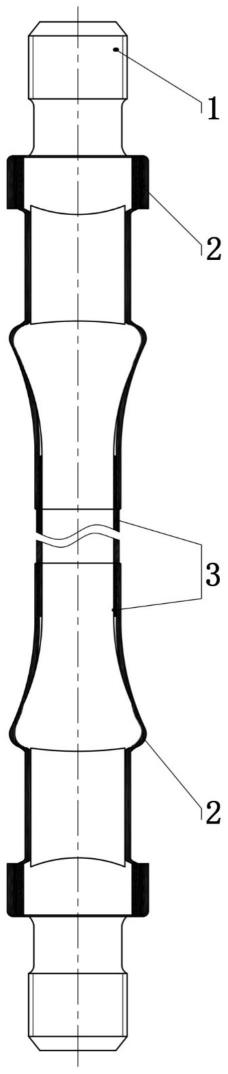
25.图2为本发明中抽油杆基体的结构示意图;
26.图3为本发明中金属套筒的结构示意图(图中所示的金属套筒为未挤压包覆于抽油杆基体时的结构示意图);
27.附图中的附图标记依次为:1、抽油杆基体,11、螺纹接头,12、卸荷槽,13、台肩,14、扳手方,15、凸缘,16、杆体,2、金属套筒,21、凹槽,3、防腐非金属材料层。
具体实施方式
28.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
29.实施例1:
30.参照图1至图3所示,一种制造全包覆抽油杆的方法,其改进之处在于:
31.步骤一,通过机加工方式制造抽油杆基体1,制作完成的抽油杆基体1中间部分为杆体16、两端部分为杆头且两端呈对称设置,所述杆头自抽油杆基体1的端部朝向杆体16依次为螺纹接头11、卸荷槽12、台肩13、扳手方14和凸缘15,所述杆体16的外表面包覆防腐非金属材料层3;
32.步骤二,通过机加工方式制作金属套筒2,制作完成的金属套筒2呈圆筒形;
33.步骤三,通过挤压使得所述金属套筒2紧密贴合于所述台肩13、扳手方14和凸缘15的外表面并完全包覆所述台肩13、扳手方14和凸缘15且包覆部分防腐非金属材料层3且金属套筒2外表面与所述台肩13、扳手方14和凸缘15相对应位置处形成与所述台肩13、扳手方14和凸缘15外表面形状相同的形状。
34.本实施例中,抽油杆基体1的两端呈对称设置,一是为了方便加工生产;二是为了装配方便,两端的结构都一样,装配时无需指定方向,省时省力。螺纹接头11与对接头图中未示出螺纹连接后,对接头与金属套筒2紧密抵接,通过预紧力实现密封效果,卸荷槽12的设置则可以减少抽油杆基体1所受到的应力。所述杆体16外表面包覆防腐非金属材料层3,可以防止腐蚀介质对杆体16的腐蚀。所述金属套筒2完全包覆台肩13、扳手方14和凸缘15,可以对台肩13、扳手方14和凸缘15进行密封,从而防止腐蚀介质对台肩13、扳手方14和凸缘15的腐蚀。所述金属套筒2包覆部分防腐非金属材料层3从而实现了二者的密封连接,可以防止腐蚀介质对抽油杆基体1的腐蚀。
35.值得说明的是,本实施例中之所以设置金属套筒2包覆台肩13、扳手方14和凸缘15后,金属套筒2外表面所形成的形状与所述台肩13、扳手方14和凸缘15外表面的形状相同,是因为抽油杆基体1上扳手方14的设置是为了便于现场作业,标准api抽油杆设计四棱扳手方是为了现场作业没有方向选择,任意方向均可使用扳手快速对正,而现有技术中的全包覆抽油杆多采用外形为圆形的卡箍/套筒对抽油杆的杆头部分进行包覆,这使得现场作业
时无法有效对抽油杆进行校正,为了解决该问题,现有技术通过在卡箍/套筒的外表面上铣削加工了两个一百八十度的对称扳手方卡槽,由此则出现了方向性选择,给现场作业造成了不便,且受限于卡箍/套筒的壁厚,扳手方槽的铣削深度很小,进而影响了现场作业的效率。而本实施例通过挤压金属套筒2使得其外表面的形状与抽油杆的杆头形状相一致,从而使得全包覆后的抽油杆仍然保留api规范标准四棱扳手方的结构,从而便于现场作业,提升了作业效率。
36.本实施例通过于杆体16外表面形成防腐非金属材料层3并利用金属套筒2对杆头部分进行包覆且包覆部分防腐非金属材料层3,从而形成对单根抽油杆的全包覆防腐。多根抽油杆之间通过诸如标准喷焊接箍的对接头和螺纹接头11连接,利用预紧力实现对接头和金属套筒2之间的挤压密封,可有效防止腐蚀介质进入杆头内部。
37.与现有技术相比,本实施例通过挤压金属套筒2实现包覆杆头的台肩13、扳手方14和凸缘15并包覆部分防腐非金属材料层3,从而无需加工螺纹、止推台和止推口,因而减少了机加工的成本和工作量,同时由于金属套筒2的外表面形成与台肩13、扳手方14和凸缘15形状相同的形状,即金属套筒2上仍然保留了api规范标准四棱扳手方结构,从而便于现场作业,提升了作业效率。
38.进一步的,步骤一中通过对防腐非金属材料进行加热、注塑、固化工序实现所述杆体16的外表面包覆防腐非金属材料层3。更进一步的,所述防腐非金属材料层3选用防腐高分子塑胶材料制成。
39.本实施例的防腐高分子塑胶层可以通过对高分子塑胶进行加热、中低压注塑、固化等工序在杆体16外表面形成包覆层。高分子塑胶具有很高的化学稳定性、高韧性、一定的耐磨性和自润滑性,其优点主要有机械强度高、韧性好、抗冲击、耐疲劳、表面光滑、摩擦系数小、耐热(180℃内可长期使用)、耐腐蚀、重量轻、易成型、尺寸稳定性可靠。在抽油杆基体1的杆体16上包覆防腐高分子塑胶层,可以隔离杆体16和腐蚀介质,从而保证了杆体16不受腐蚀介质的侵害,并增强了杆体16的疲劳强度。
40.进一步的,步骤二中制作完成的金属套筒2的内壁上靠近端部位置处加工有至少一道凹槽21。
41.本实施例中,凹槽21的设置,可以在金属套筒2包覆部分防腐非金属材料层3时对防腐非金属材料层3进行挤压从而使二者密封连接,既起到了密封效果又保证了其牢固性。
42.进一步的,所述金属套筒2选用不锈钢材料制成。本实施例之所以选择不锈钢制作套筒,是因为不锈钢套筒的防腐性能优异。现有技术中的卡箍/套筒,为了增强其自身的防腐性能,通常会在卡箍/套筒的外表面喷焊镍基合金粉末,使其具有耐磨损、防腐蚀、减摩阻等综合性能,而采用不锈钢套筒后则无需再喷焊合金粉末。
43.进一步的,进一步的,所述螺纹接头11的外径小于所述台肩13的外径,所述凸缘15的外径与所述台肩13的外径相等,所述扳手方14的外径小于所述台肩13和所述凸缘15的外径。
44.实施例2:
45.在实施例1的基础上,步骤三包括如下步骤:步骤三一、对所述金属套筒2进行加热;步骤三二、将所述金属套筒2套进所述杆头并使得所述金属套筒2邻近所述抽油杆基体1端部的端面与所述台肩13邻近所述卸荷槽12的端面齐平;步骤三三、通过压力机对所述金
属套筒2进行挤压,以使得所述金属套筒2紧密贴合于所述台肩13、扳手方14和凸缘15的外表面并完全包覆所述台肩13、扳手方14和凸缘15且金属套筒2外表面形成与所述台肩13、扳手方14和凸缘15外表面形状相同的形状;步骤三四、冷却;步骤三五、通过压力机对所述金属套筒2进行冷挤压以使得所述金属套筒2包覆部分防腐非金属材料层3。
46.本实施例中,首先对金属套筒2进行加热,然后通过压力机对金属套筒2进行挤压并保证金属套筒2紧密贴合于所述台肩13、扳手方14和凸缘15的外表面并完全包覆所述台肩13、扳手方14和凸缘15,从而密封台肩13、扳手方14和凸缘15以防止腐蚀介质对台肩13、扳手方14和凸缘15的腐蚀。
47.本实施例中,金属套筒2的端面与台肩13的端面齐平,当对接头与金属套筒2紧密抵接后可以通过预紧力实现密封效果,从而防止腐蚀介质对卸荷槽12、螺纹接头11及对接头内部的腐蚀。
48.本实施例中,当所述金属套筒2经挤压紧密贴合于所述台肩13、扳手方14和凸缘15的外表面并完全包覆所述台肩13、扳手方14和凸缘15后,对所述金属套筒2覆盖防腐非金属材料层3的部分进行冷挤压,使其变形缩颈后紧密压接在防腐非金属材料层3上从而实现密封连接以防止腐蚀介质对抽油杆基体1进行腐蚀。
49.进一步的,步骤三一中采用中高频感应加热,加热温度控制在200-500℃,优选200℃、300℃、500℃;步骤三三中挤压的压力为800-1300kn,优选800kn、900kn、1100kn、1300kn;步骤三五中冷挤压的压力为300-800kn,优选300kn、400kn、600kn、800kn。
50.进一步的,步骤三五中在进行冷挤压前于所述防腐非金属材料层3将被所述金属套筒2包覆的区域中套入至少两个o型密封圈。本实施例中,通过预置o型密封圈,可以进一步增强金属套筒2与防腐非金属材料层3之间的密封效果。
51.应该指出,上述详细说明都是示例性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语均具有与本技术所属技术领域的普通技术人员的通常理解所相同的含义。
52.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术所述的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式。此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
53.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的术语在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
54.此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含。例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
55.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位
之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位,如旋转90度或处于其他方位,并且对这里所使用的空间相对描述作出相应解释。
56.在上面详细的说明中,参考了附图,附图形成本文的一部分。在附图中,类似的符号典型地确定类似的部件,除非上下文以其他方式指明。在详细的说明书、附图及权利要求书中所描述的图示说明的实施方案不意味是限制性的。在不脱离本文所呈现的主题的精神或范围下,其他实施方案可以被使用,并且可以作其他改变。
57.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。