1.本实用新型涉及焊接技术领域,具体涉及一种点焊治具。
背景技术:
2.点焊是一种高速、经济的连接方法。它适于制造可以采用搭接、接头不要求气密、厚度小于3mm的冲压、轧制的薄板构件。点焊时,把被焊的板料搭接装配好,压在两柱状铜电极之间,施加压力压紧,随后接通电流,在电阻热的作用下板料接触处熔化,冷却后形成焊点。传统的点焊机在工作时,需要人工将两个工件把持住,进行人工定位。这种操作方式一来需要耗费较多的人力劳动,工作效率低下,二来还很容易出现定位偏差,影响产品的品质。因此现在需要一种能够解决上述问题的方法或装置,治具主要是作为协助控制位置或动作(或两者)的一种工具,经常被使用在工业生产中,能够对需要进行点焊的产品进行预定位,实现批量生产。汽车生产过程中就涉及到多种多样的工件需要点焊,不同工件就需要不同的治具,如图1所示的工件 100,冲压后其结构为上大下窄的且顶部具有一开口的方形结构,工件底面具有两个定位孔(未图示),其一侧面具有一检测孔101,而其四面两两侧板之间均为搭接连接,需要对其搭接处进行点焊固定,其作为汽车的一个零部件,对每个工件的尺寸要求高,而使用传统的人工定位,容易出现定位偏差,影响工件的尺寸,且工作效率低。
技术实现要素:
3.本实用新型要解决的技术问题,在于提供了一种结构简单,操作方便,定位准确、快捷的点焊治具,其提高了工作效率和产品合格率。
4.本实用新型是这样实现的:一种点焊治具,包括一承载座、两快速夹具和一检测销,所述承载座其由一活动块和一固定块组成,所述活动块和所述固定块之间具有一上宽下窄的腔体,所述承载座左右两端面高度低于前后两端面的高度,所述腔体的左右两端面及底面均设有复数个定位销,所述活动块和所述固定块的前后两端面的两侧相对应的位置具有一导向通孔,所述固定块的前端面中心位置还设有一检测通孔并连通所述腔体;每一所述快速夹具包括一推拉式快速夹、一导套和一导向杆,两所述推拉式快速夹分别设置于所述固定块的导向通孔位置,所述导套固定于所述固定块的导向通孔内,所述导向杆的一端穿设所述导套并与所述推拉式快速夹的顶压杆固定连接,所述导向杆的另一端穿过所述导向通孔并固定于所述活动块内;所述检测销活动穿设于所述检测通孔内。
5.本实用新型的优点在于:本实用新型一种点焊治具,其结构简单,设计巧妙,布局合理,它针对传统点焊治具在工作过程中所存在的种种问题,设计出一种特殊的治具结构。通过在承载座上设置腔体,将工件放入,并通过定位销精准定位,然后通过快速夹具夹紧承载座,且通过检测销检测工件是否定位准确,其操作快捷、方便,而且定位准确、牢靠,能够大大提高点焊操作的工作效率,同时还可以保证焊接质量和产品品质,并且它的制作工艺简单,制造成本低廉。
附图说明
6.下面参照附图结合实施例对本实用新型作进一步的说明。
7.图1为本实用新型工件结构示意图。
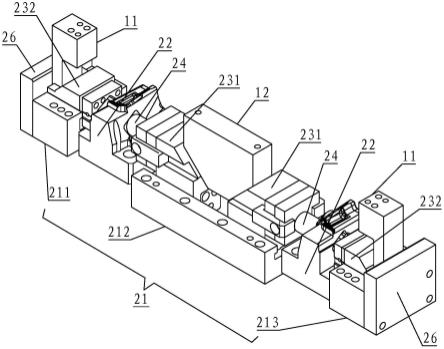
8.图2为本实用新型一种点焊治具开启状态结构示意图。
9.图3为本实用新型一种点焊治具闭合状态结构示意图。
10.图4为本实用新型一种点焊治具的承载座俯视结构示意图。
11.图5为本实用新型一种点焊治具快速夹具结构示意图。
12.图6为本实用新型一种点焊治具使用状态结构示意图。
13.附图标号说明:承载座1、活动块11、固定块12、腔体13、定位销14、导向通孔15、检测通孔16、快速夹具2、推拉式快速夹21、导套22、导向杆23、检测销3、工件100、检测孔101。
具体实施方式
14.为了对本实用新型有更进一步的了解,以下列实施例说明。
15.请参阅图1至图6所示,本实用新型一种点焊治具,包括一承载座1、两快速夹具2和一检测销3,所述承载座1其由一活动块11和一固定块12 组成,所述活动块11和所述固定块12之间具有一上宽下窄的腔体13,用于放置工件100,所述承载座1左右两端面高度低于前后两端面的高度,工件100的左右两侧高于承载座1,方便焊接,所述腔体13的左右两端面及底面均设有复数个定位销14,所述定位销精准的将工件100定位于所述承载座上,所述活动块11和所述固定块12的前后两端面的两端相对应的位置具有一导向通孔15,所述固定块12的前端面中心位置还设有一检测通孔16 连通所述腔体13;每一所述快速夹具2包括一推拉式快速夹21、一导套22 和一导向杆23,两所述推拉式快速夹21分别设置于所述固定块12的导向通孔15位置,所述导套22固定于所述固定块12的导向通孔15内,所述导向杆23的一端穿设所述导套22并与所述推拉式快速夹21的顶压杆固定连接,所述导向杆23的另一端穿过所述导向通孔15并固定于所述活动块11 内,通过设置快速夹具2可方便承载座1的开合;所述检测销3活动穿设于所述检测通孔16内。
16.工作过程:通过操作所述快速夹具2开启所述承载座1,使所述活动块 11和固定块12拉开距离,将工件100放入所述承载座1的腔体13内,并通过定位销14精准的将工件100定位于所述承载座1上,然后通过操作所述快速夹具2使所述活动块11压紧所述固定块12,闭合所述承载座1,且通过检测销3穿设所述检测通孔16,并插入工件100侧面的检测孔101内,检测所述工件100是否定位准确,当工件100均定位准确,且无法移动后,即可对工件100左右两侧上端部凸出所述承载座1左右两侧的位置进行点焊,焊接完成后,操作所述快速夹具2开启所述承载座1,使所述活动块11 和固定块12拉开距离,将工件100取出,放入下一个工件100。
17.本实用新型的优点在于:本实用新型一种点焊治具,其结构简单,设计巧妙,布局合理,它针对传统点焊治具在工作过程中所存在的种种问题,设计出一种特殊的治具结构。通过在承载座上设置腔体,将工件放入,并通过定位销定位,然后通过快速夹具夹紧承载座,且通过检测销检测工件是否定位准确,其操作快捷、方便,而且定位准确、牢靠,能够大大提高点焊操作的工作效率,同时还可以保证焊接质量和产品品质,并且它的制作工艺简单,制造成本低廉。
18.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
技术特征:
1.一种点焊治具,其特征在于:包括一承载座,其由一活动块和一固定块组成,所述活动块和所述固定块之间具有一上宽下窄的腔体,所述承载座左右两端面高度低于前后两端面的高度,所述腔体的左右两端面及底面均设有复数个定位销,所述活动块和所述固定块的前后两端面的两侧相对应的位置具有一导向通孔,所述固定块的前端面中心位置还设有一检测通孔并连通所述腔体;两快速夹具,每一所述快速夹具包括一推拉式快速夹、一导套和一导向杆,两所述推拉式快速夹分别设置于所述固定块的导向通孔位置,所述导套固定于所述固定块的导向通孔内,所述导向杆的一端穿设所述导套并与所述推拉式快速夹的顶压杆固定连接,所述导向杆的另一端穿过所述导向通孔并固定于所述活动块内;一检测销,活动穿设于所述检测通孔内。
技术总结
本实用新型提供了一种点焊治具,包括一承载座、两快速夹具和一检测销,所述承载座其由一活动块和一固定块组成,所述活动块和所述固定块之间具有一上宽下窄的腔体,所述承载座左右两端面高度低于所述前后两端面的高度,所述腔体的左右两端面及底面均设有复数个定位销,所述活动块和所述固定块的前后两端面的两侧相对应的位置具有一导向通孔,所述固定块的前端面中心位置还设有一检测通孔并连通所述腔体;两所述推拉式快速夹分别设置于所述固定块的导向通孔位置;所述检测销活动穿设于所述检测通孔内。本实用新型在于提供了一种结构简单,操作方便,定位准确、快捷的点焊治具,其提高了工作效率和产品合格率。高了工作效率和产品合格率。高了工作效率和产品合格率。
技术研发人员:陈旭燎 高航 王学良
受保护的技术使用者:福州汇龙机械模具有限责任公司
技术研发日:2022.06.28
技术公布日:2023/1/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。