1.本实用新型涉及竹柜板材加工设备技术领域,尤其涉及一种用于竹柜板材加工的封边装置。
背景技术:
2.竹柜板材顾名思义就是用竹子为原材料制作成竹柜所用的柜板,由于竹柜板材边缘存在尖锐毛刺,需要借助封边装置对竹柜板材进行封边处理,目前所采用的封边装置,大多由人工先将四组封边条在竹柜板材四周卡接,然后再采用打钉枪对四组封边条和竹柜板材固定;
3.而采用打钉枪对四组封边条和竹柜板材固定过程中,打钉枪由高压气体为驱动源,且冲击力较大,对于力气较小的工人来说,易出现意外受伤事故,安全性低,且打钉枪对四组封边条和竹柜板材固定后,钉子仍然留在外表面,不仅影响竹柜板材封边后的整体美观,还出现剌手,在打钉枪打钉数量较少时,竹柜板材四角还易晃动变形,出现较大缝隙,稳定性也较为低下。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在安全性低,钉子仍然留在外表面,影响竹柜板材封边后的整体美观,竹柜板材四角易晃动变形出现较大缝隙,稳定性低的缺点,而提出的一种用于竹柜板材加工的封边装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种用于竹柜板材加工的封边装置,包括加工台,所述加工台正面的两侧均固定连接有控制器,所述加工台内腔的两侧均开设有工作槽,且工作槽的四周均放置有封边条,所述封边条相向的一侧开设有封边槽,所述加工台上设置有与封边条和封边槽配合使用的封边机构。
7.优选的,所述封边机构包括x轴电动滑轨,所述x轴电动滑轨设置在加工台的前后两侧且x轴电动滑轨的表面滑动连接有x轴电动滑轨滑座,所述x轴电动滑轨滑座的内侧设置有z轴电动滑轨且z轴电动滑轨的表面滑动连接有z轴电动滑轨滑座,所述z轴电动滑轨滑座的右侧固定连接有胶桶且胶桶的出胶口通过软管连通有供料泵,且软管上连通有电控阀,所述供料泵的出胶口连通有螺旋胶管且螺旋胶管的出胶口连通有胶头,所述螺旋胶管的内腔连通有计量传感器,所述加工台背面的中心处固定连接有电动推杆且电动推杆的活塞杆固定连接有与封边条配合使用的压实板。
8.优选的,所述x轴电动滑轨、x轴电动滑轨滑座、z轴电动滑轨和z轴电动滑轨滑座的x轴和z轴行程面积大于工作槽的横截面积。
9.优选的,所述加工台背面的两侧均固定连接有料盒且料盒的正面开设有取料开口。
10.优选的,所述加工台底部的两侧均开设有t型滑槽且t型滑槽的内腔滑动连接有滑
架,所述滑架的底部固定连接有工位椅。
11.优选的,所述工位椅底部的两侧均固定连接有滑轮架,所述工位椅的正面固定连接有提拉头。
12.优选的,所述封边条相向的两侧均一体成型有对接头,所述封边条靠近封边槽的两侧均开设有与对接头卡接配合的对接槽。
13.本实用新型中,所述一种用于竹柜板材加工的封边装置,通过设置封边机构,由x轴电动滑轨、x轴电动滑轨滑座、z轴电动滑轨和z轴电动滑轨滑座的配合,对胶头的x轴方向和z轴方向进行自动行程调节,满足胶头对四组封边条上的四组封边槽的打胶需求,再通过胶桶、供料泵、螺旋胶管、胶头和计量传感器的配合,对四组封边条上的四组封边槽打胶位置进行均匀且定量涂胶处理,采用涂胶方式对四组封边条和竹柜板材之间进行无痕固定,提高竹柜板材封边后的整体美感,取代打钉机固定方式,降低人员以外事故的发生概率,再通过电动推杆和压实板的配合,对打胶后的四组封边条和竹柜板材进行整体挤压定位,进一步提高竹柜板材封边后的整体稳定性。
14.通过x轴电动滑轨、x轴电动滑轨滑座、z轴电动滑轨和z轴电动滑轨滑座的x轴和z轴行程面积大于工作槽的横截面积,满足胶头对封边条上封边槽的打胶面积需求,防止胶头行程较短影响其打胶任务,通过料盒和取料开口,便于工人放置封边条,同时也方便工人从料盒内拿取封边条。
15.通过t型滑槽和滑架,为工位椅提供滑动支撑补偿,满足工位椅的抽拉和收纳需求,通过工位椅,使加工台具有双工位,满足双人同时开展工作的需求,提高封边条与竹柜板材的封边操作效率,通过滑轮架和提拉头,为工位椅提供辅助滑动限位补偿,提高工位椅抽拉过程中的平顺性,同时也增大工位椅的承载力,通过对接头和对接槽,使四组封边条进行边角对接限位,提高封边条整体的卡接紧密性。
附图说明
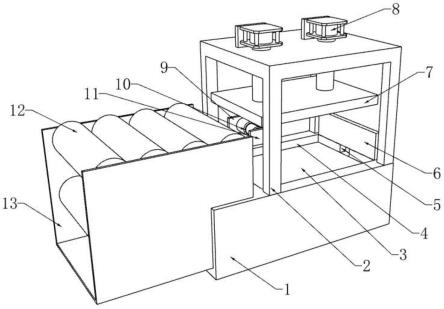
16.图1为本实用新型提出的一种用于竹柜板材加工的封边装置的结构示意图;
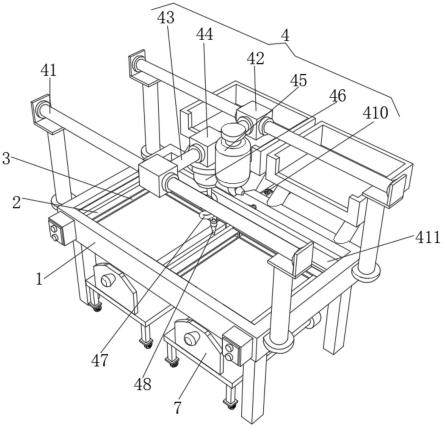
17.图2为本实用新型提出的一种用于竹柜板材加工的封边装置的结构仰视图;
18.图3为本实用新型提出的封边机构的结构局部俯视图。
19.图中:1、加工台;2、封边条;3、封边槽;4、封边机构;41、x轴电动滑轨;42、x轴电动滑轨滑座;43、z轴电动滑轨;44、z轴电动滑轨滑座;45、胶桶;46、供料泵;47、螺旋胶管;48、胶头;49、计量传感器;410、电动推杆;411、压实板;5、t型滑槽;6、滑架;7、工位椅。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
21.实施例一
22.参照图1-3,一种用于竹柜板材加工的封边装置,包括加工台1,加工台1正面的两侧均固定连接有控制器,加工台1内腔的两侧均开设有工作槽,且工作槽的四周均放置有封边条2,封边条2相向的一侧开设有封边槽3,加工台1上设置有与封边条2和封边槽3配合使
用的封边机构4,通过设置封边机构4,由x轴电动滑轨41、x轴电动滑轨滑座42、z轴电动滑轨43和z轴电动滑轨滑座44的配合,对胶头48的x轴方向和z轴方向进行自动行程调节,满足胶头48对四组封边条2上的四组封边槽3的打胶需求,再通过胶桶45、供料泵46、螺旋胶管47、胶头48和计量传感器49的配合,对四组封边条2上的四组封边槽3打胶位置进行均匀且定量涂胶处理,采用涂胶方式对四组封边条2和竹柜板材之间进行无痕固定,提高竹柜板材封边后的整体美感,取代打钉机固定方式,降低人员以外事故的发生概率,再通过电动推杆410和压实板411的配合,对打胶后的四组封边条2和竹柜板材进行整体挤压定位,进一步提高竹柜板材封边后的整体稳定性。
23.实施例二
24.在实施例一的基础上改进:一种用于竹柜板材加工的封边装置,包括加工台1,加工台1背面的两侧均固定连接有料盒且料盒的正面开设有取料开口,便于工人放置封边条2,同时也方便工人从料盒内拿取封边条2,加工台1底部的两侧均开设有t型滑槽5且t型滑槽5的内腔滑动连接有滑架6,为工位椅7提供滑动支撑补偿,满足工位椅7的抽拉和收纳需求,滑架6的底部固定连接有工位椅7,使加工台1具有双工位,满足双人同时开展工作的需求,提高封边条2与竹柜板材的封边操作效率,工位椅7底部的两侧均固定连接有滑轮架,工位椅7的正面固定连接有提拉头,为工位椅7提供辅助滑动限位补偿,提高工位椅7抽拉过程中的平顺性,同时也增大工位椅7的承载力,加工台1正面的两侧均固定连接有控制器,加工台1内腔的两侧均开设有工作槽,且工作槽的四周均放置有封边条2,封边条2相向的两侧均一体成型有对接头,封边条2靠近封边槽3的两侧均开设有与对接头卡接配合的对接槽,使四组封边条2进行边角对接限位,提高封边条2整体的卡接紧密性,封边条2相向的一侧开设有封边槽3,加工台1上设置有与封边条2和封边槽3配合使用的封边机构4,封边机构4包括x轴电动滑轨41,x轴电动滑轨41设置在加工台1的前后两侧且x轴电动滑轨41的表面滑动连接有x轴电动滑轨滑座42,x轴电动滑轨滑座42的内侧设置有z轴电动滑轨43且z轴电动滑轨43的表面滑动连接有z轴电动滑轨滑座44,x轴电动滑轨41、x轴电动滑轨滑座42、z轴电动滑轨43和z轴电动滑轨滑座44的x轴和z轴行程面积大于工作槽的横截面积,满足胶头48对封边条2上封边槽3的打胶面积需求,防止胶头48行程较短影响其打胶任务,z轴电动滑轨滑座44的右侧固定连接有胶桶45且胶桶45的出胶口通过软管连通有供料泵46,且软管上连通有电控阀,供料泵46的出胶口连通有螺旋胶管47且螺旋胶管47的出胶口连通有胶头48,螺旋胶管47的内腔连通有计量传感器49,加工台1背面的中心处固定连接有电动推杆410且电动推杆410的活塞杆固定连接有与封边条2配合使用的压实板411,通过设置封边机构4,由x轴电动滑轨41、x轴电动滑轨滑座42、z轴电动滑轨43和z轴电动滑轨滑座44的配合,对胶头48的x轴方向和z轴方向进行自动行程调节,满足胶头48对四组封边条2上的四组封边槽3的打胶需求,再通过胶桶45、供料泵46、螺旋胶管47、胶头48和计量传感器49的配合,对四组封边条2上的四组封边槽3打胶位置进行均匀且定量涂胶处理,采用涂胶方式对四组封边条2和竹柜板材之间进行无痕固定,提高竹柜板材封边后的整体美感,取代打钉机固定方式,降低人员以外事故的发生概率,再通过电动推杆410和压实板411的配合,对打胶后的四组封边条2和竹柜板材进行整体挤压定位,进一步提高竹柜板材封边后的整体稳定性。
25.本实用新型中,工人先握紧提拉头并将工位椅7向外抽拉,工位椅7带动滑架6在t型滑槽5内向外滑动的同时,也带动滑轮架在地表向外滑动,可同时满足双人工作需求,接
着工人再将在料盒内事先准备好的封边条2以四个为一组对应放置在加工台1上的工作槽内,再预先对控制器的行程轨迹进行编写设定,然后工人操控对应的控制器控制x轴电动滑轨41带动x轴电动滑轨滑座42进行左右位移调节,z轴电动滑轨43带动z轴电动滑轨滑座44进行前后位移调节,直至胶头48按照预先设定的行程轨迹依次经过四组封边条2上四个封边槽3的四个打胶位置,与此同时,每依次经过封边槽3的四个打胶位置时,控制器控制供料泵46将胶桶45内的胶水供入螺旋胶管47内,再由螺旋胶管47提供长度补偿,工人握紧胶头48并将胶水注入该轨迹点对应的封边槽3打胶位置内,且由计量传感器49感应胶水经过螺旋胶管47的供给量,使控制器对胶头48涂至该轨迹点对应的封边槽3打胶位置的胶水量进行定量控制,依次类推,直至四个封边槽3的四个打胶位置均涂入定量胶水为止,然后工人再将竹柜板材的四端插入涂胶后的四组封边条2上的四个封边槽3内,工人再将四组封边条2上的对接头和对接槽进行预先对应卡接,然后控制器控制电动推杆410带动压实板411向卡接后的四组封边条2和竹柜板材进行整体挤压,使四个封边槽3内的胶水与竹柜板材之间充分接触粘合,最后工人再将溢出的胶水清理即可。
26.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。