1.本发明涉及差速器加工技术领域,特别涉及一种新能源汽车差速器壳体自动化磨削系统。
背景技术:
2.目前,新能源汽车是中国大力发展的产业,特别是纯电动汽车产业,差速器总成作为新能源汽车动力总成的关键零部件,它对整车的性能具有很大的影响。目前,纯电动汽车差速器总成主要是参照传统车差速器总成进行设计和制造的。现有的对汽车差速器进行打磨加工时,对差速器固定的位置大多是固定的,对差速器不同的位置进行打磨时,需要对差速器重新进行固定,难以对打磨的位置进行调整,工作人员使用起来费时费力,很不方便。
3.公告号为cn106078439b的中国发明专利公开了一种差速器壳体毛坯的磨削系统及方法,在斗形仓的底部设有震动器,斗形仓内的上方能置放储料箱,斗形仓左端出口连接于储料槽右端进口,储料槽左端出口处设有拨盘机构,储料槽左端出口下方是滑台,滑台上设置能沿滑台左右滑动的第一装夹机构,第一装夹机构固定连接滑台汽缸活塞杆左端,剪式升降机左侧是端面磨床,磨床支撑台左侧地面上设有旋转工作台;旋转工作台的圆形台面上沿圆周方向均匀设置四个相同的第二装夹机构,旋转工作台的后侧设置外圆磨床,旋转工作台的左侧设置异形面磨床;该专利虽然可以对差速器壳体的两端面和外表面进行自动磨削,但是不便于对差速器壳体法兰的两个端面同时进行打磨,也不便于对差速器上的圆孔进行打磨。
技术实现要素:
4.针对上述技术问题,本发明采用的技术方案为:一种新能源汽车差速器壳体自动化磨削系统,包括底座、升降机构、固定机构、打磨机构,所述的升降机构设置在底座上,固定机构设置在底座上,打磨机构设置在升降机构上;所述的打磨机构包括转动组件、调节组件、切换组件、打磨组件二、打磨组件三,所述的升降机构上设置有转动组件,升降机构用于调节转动组件的高度,所述的转动组件上设置有调节组件,转动组件用于驱动调节组件转动,所述的切换组件、打磨组件二、打磨组件三均设置在调节组件上,所述的切换组件用于调节打磨组件二和打磨组件三的位置;所述的打磨组件二包括转动轴一、打磨板,所述的转动轴一设置有多个,每个转动轴一上设置有两个打磨板,第一个打磨板在转动轴一上滑动安装,第二个打磨板和转动轴一固定安装,所述的打磨板的一侧设置为曲面,打磨板的曲面和转动轴一之间的距离逐渐增大,所述的调节组件用于调节两个打磨板之间的距离。
5.进一步的,所述的调节组件包括调节板、下固定板、调节单元,所述的调节板和下固定板同轴设置,调节单元用于调节调节板和下固定板之间的距离。
6.所述的打磨组件三包括转动轴二、传动单元、打磨单元二,所述的转动轴二转动安装在下固定板上,转动轴二用于驱动传动单元运动,所述的传动单元用于调节打磨单元二的位置,打磨单元二用于对工件的孔进行打磨。
7.进一步的,所述的切换组件包括驱动单元、弧形齿条一、切换齿轮一、弧形齿条二、切换齿轮二,所述的切换齿轮一和转动轴一固定安装,切换齿轮一和弧形齿条一啮合安装,所述的切换齿轮二和转动轴二固定安装,切换齿轮二和弧形齿条二啮合安装,当切换齿轮一和弧形齿条一啮合时,弧形齿条二和切换齿轮二脱离啮合,当弧形齿条二和切换齿轮二啮合时,弧形齿条一和切换齿轮一脱离啮合时,所述的弧形齿条一用于驱动切换齿轮一转动,所述的弧形齿条二用于驱动切换齿轮二转动,所述的驱动单元用于驱动弧形齿条一和弧形齿条二运动。
8.进一步的,所述的固定机构包括夹持组件、打磨组件一,所述的夹持组件和打磨组件一均设置在底座上。
9.进一步的,所述的夹持组件包括转动杆、夹持杆一、夹持杆二、夹持单元,所述的夹持杆一和夹持杆二均对称设置有两个,夹持杆一和夹持杆二之间通过转动杆相连,所述的夹持单元设置在底座上,所述的夹持单元用于带动两个夹持杆一向靠近工件的方向运动,夹持杆一通过转动杆带动夹持杆二向远离工件的方向运动。
10.进一步的,所述的打磨组件一包括联动单元、打磨单元一,所述的联动单元和夹持单元相连,联动单元上设置有打磨单元一。
11.进一步的,所述的联动单元包括连杆、活动板、半圆环、半齿圈,所述的连杆设置有四个,每个夹持杆一上转动安装有两个连杆,活动板对称设置有两个,每个活动板的两端转动安装有连杆,活动板上滑动安装有半圆环,所述的半圆环上固定安装有半齿圈。
12.进一步的,所述的打磨组件一包括圆周齿轮、滑动座、固定架、打磨座、打磨块,所述的圆周齿轮和半齿圈啮合安装,圆周齿轮转动安装在滑动座上,滑动座在半圆环上滑动安装,滑动座上设置有固定架、固定架上设置有打磨座,打磨座上固定安装有打磨块。
13.本发明与现有技术相比的有益效果是:(1)本发明通过设置固定机构,可以对汽车差速器壳体的不同位置进行夹持,以便于对差速器壳体的不同位置进行打磨;(2)本发明通过设置打磨机构,可以对差速器壳体法兰的两个端面同时进行打磨,并且可以同时调节打磨的面积,还可以改变打磨板的厚度,对差速器不同的位置进行打磨;(3)本发明通过设置打磨机构,可以自动调节打磨片的角度,以便于对差速器壳体上任意位置的圆孔进行打磨,使用方便。
附图说明
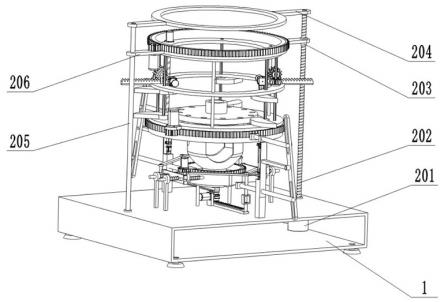
14.图1为本发明整体结构示意图。
15.图2为本发明固定机构结构示意图。
16.图3为本发明固定机构的俯视图。
17.图4为本发明固定机构局部结构示意图。
18.图5为图4中a处的局部放大图。
19.图6为本发明打磨机构结构示意图。
20.图7为本发明调节组件结构示意图。
21.图8为本发明打磨机构第一局部结构示意图。
22.图9为本发明打磨机构第二局部结构示意图。
23.图10为图9中b处的局部放大图。
24.图11为本发明打磨机构第三局部结构示意图。
25.图12为本发明打磨机构第四局部结构示意图。
26.附图标号:1-底座;201-升降电机;202-升降丝杠;203-升降螺母;204-固定平台;205-固定杆;206-升降平台;301-侧固定座;302-电缸一;303-限位块;304-夹持板;305-滑块一;306-转动杆;307-滑块二;308-夹持杆一;309-夹持杆二;310-固定座;311-连杆;312-竖杆一;313-限位架;314-活动杆一;315-活动板;316-弹簧一;317-竖杆二;318-夹持电机;319-电机座;320-夹持齿轮;321-下夹持齿条;322-上夹持齿条;323-竖杆三;324-连接套;325-竖杆四;326-活动杆二;327-半圆环;328-圆周电机;329-圆周齿轮;330-滑动座;331-半齿圈;332-固定架;333-电缸二;334-打磨座;335-打磨块;336-弹簧二;401-转动电机;402-转动齿轮;403-转动齿圈;404-切换电机;405-切换齿轮;406-切换齿圈;407-转动座;408-上固定板;409-调节板;410-下固定板;411-调节电机;412-调节丝杠;413-调节固定杆;414-圆环一;415-圆环二;416-弧形齿条一;417-切换齿轮一;418-弧形齿条二;419-切换齿轮二;420-转动轴一;421-打磨板;422-转动轴二;423-锥齿轮一;424-轴套;425-转动套;426-固定套;427-锥齿轮二;428-打磨齿轮;429-齿轮座;430-打磨齿条;431-连接座;432-转向电机;433-转向座;434-打磨电机;435-打磨轴;436-打磨杆;437-打磨片;438-弹簧三。
具体实施方式
27.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
28.实施例:如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12所示的一种新能源汽车差速器壳体自动化磨削系统,包括底座1、升降机构、固定机构、打磨机构,升降机构设置在底座1上,固定机构设置在底座1上,打磨机构设置在升降机构上。
29.升降机构包括升降电机201、升降丝杠202、升降螺母203、固定平台204、固定杆205、升降平台206,升降电机201固定安装在底座1上,升降电机201的输出轴和升降丝杠202固定安装,升降丝杠202转动安装在固定平台204上,固定平台204固定安装在固定杆205上,固定杆205固定安装在底座1上,升降平台206的一端在固定杆205上滑动安装,升降平台206的另一端和升降螺母203固定安装,升降螺母203和升降丝杠202螺纹安装。
30.固定机构包括夹持组件、打磨组件一,夹持组件和打磨组件一均设置在底座1上。
31.夹持组件包括侧固定座301、电缸一302、限位块303、夹持板304、滑块一305、转动杆306、滑块二307、夹持杆一308、夹持杆二309、固定座310、竖杆一312、竖杆四325、夹持单元,固定座310固定安装在底座1上,固定座310的两侧设置有滑槽,侧固定座301、电缸一302、限位块303、夹持板304、滑块一305、转动杆306、滑块二307、夹持杆一308、夹持杆二309均设置有两个,第一个夹持杆一308上固定安装有竖杆四325,竖杆四325和固定座310的滑槽相匹配,第二个夹持杆一308上固定安装有竖杆一312,竖杆一312和固定座310的滑槽相匹配,侧固定座301固定安装在底座1上,侧固定座301上固定安装有电缸一302,电缸一302的伸缩杆和限位块303固定安装,夹持杆二309在限位块303上滑动安装,夹持杆二309的第一端固定安装有夹持板304,夹持杆二309的第二端固定安装有滑块一305,侧固定座301上滑动安装有夹持杆一308,夹持杆一308的第一端固定安装有夹持板304,夹持杆一308的第二端固定安装有滑块二307,侧固定座301上还设置有横杆,侧固定座301的横杆上转动安装
有转动杆306,转动杆306的两端设置有滑槽,滑块一305在转动杆306第一端的滑槽内滑动安装,滑块二307在转动杆306第二端的滑槽内滑动安装,夹持单元设置在底座1上,夹持单元用于带动两个夹持杆一308向靠近工件的方向运动,与此同时,夹持杆一308通过转动杆306带动夹持杆二309向远离工件的方向运动。
32.夹持单元包括夹持电机318、电机座319、夹持齿轮320、下夹持齿条321、上夹持齿条322、竖杆三323、连接套324,电机座319固定安装在底座1上,电机座319上固定安装有夹持电机318,夹持电机318的输出轴和夹持齿轮320固定安装,夹持齿轮320分别和下夹持齿条321、上夹持齿条322啮合安装,上夹持齿条322和竖杆一312固定安装,下夹持齿条321上固定安装有竖杆三323,竖杆三323上固定安装有连接套324,连接套324上设置有方形开口,连接套324上的方形开口用于使上夹持齿条322通过,连接套324和竖杆四325固定安装。
33.打磨组件一包括联动单元、打磨单元一,联动单元和夹持单元相连,联动单元上设置有打磨单元一。
34.联动单元包括连杆311、限位架313、活动杆一314、活动板315、弹簧一316、竖杆二317、活动杆二326、半圆环327、半齿圈331、弹簧二336,连杆311设置有四个,第一个夹持杆一308的竖杆四325上转动安装有两个连杆311,第二个夹持杆一308的竖杆一312上转动安装有两个连杆311,活动板315对称设置有两个,每个活动板315的两端都固定安装有竖杆二317,每个竖杆二317上都转动安装有连杆311,活动板315上设置有两个活动杆一314,活动杆一314在限位架313上滑动安装,限位架313固定安装在底座1上,每个活动杆一314上都套设有弹簧二336,弹簧二336的第一端和限位架313固定安装,弹簧二336的第二端和活动板315固定安装,半圆环327上固定安装有两个活动杆二326,活动杆二326在活动板315上滑动安装,活动杆二326上套设有弹簧一316,弹簧一316的第一端和活动板315固定安装,弹簧一316的第二端和半圆环327固定安装,半圆环327上设置有滑槽,半圆环327上固定安装有半齿圈331。
35.打磨单元一包括圆周电机328、圆周齿轮329、滑动座330、固定架332、电缸二333、打磨座334、打磨块335,圆周齿轮329和半齿圈331啮合安装,圆周齿轮329转动安装在滑动座330上,滑动座330上固定安装有圆周电机328,圆周电机328的输出轴和圆周齿轮329固定安装,滑动座330在半圆环327的滑槽上滑动安装,滑动座330上固定安装有固定架332,打磨座334上设置有两个圆杆,打磨座334上的两个圆杆在固定架332上滑动安装,电缸二333固定安装在固定架332上,电缸二333的伸缩杆和打磨座334固定安装,打磨座334上固定安装有打磨块335。
36.打磨机构包括转动组件、调节组件、切换组件、打磨组件二、打磨组件三,升降机构上设置有转动组件,升降机构用于调节转动组件的高度,转动组件上设置有调节组件,转动组件用于驱动调节组件转动,切换组件、打磨组件二、打磨组件三均设置在调节组件上,切换组件用于调节打磨组件二和打磨组件三的位置,打磨组件二设置有三组,打磨组件三设置有两组。
37.转动组件包括转动电机401、转动齿轮402、转动齿圈403、转动座407,转动座407转动安装在升降平台206上,转动座407和转动齿圈403固定安装,转动齿圈403和转动齿轮402啮合安装,转动齿轮402和转动电机401的输出轴固定安装,转动电机401固定安装在升降平台206上。
38.调节组件包括调节板409、下固定板410、调节单元,调节板409和下固定板410同轴设置,调节单元用于调节调节板409和下固定板410之间的距离。
39.调节单元包括上固定板408、调节电机411、调节丝杠412、调节固定杆413,上固定板408固定安装在转动座407上,上固定板408上固定安装有调节固定杆413,调节固定杆413和下固定板410固定安装,调节电机411固定安装在上固定板408上,调节电机411的输出轴和调节丝杠412固定安装,调节丝杠412和下固定板410转动安装,调节板409在调节固定杆413上滑动安装,调节板409上固定安装有螺母,调节板409上的螺母和调节丝杠412螺纹安装。
40.打磨组件二包括转动轴一420、打磨板421、轴套424、转动套425、固定套426,转动轴一420设置有三个,转动轴一420转动安装在下固定板410上,转动轴一420转动安装在上固定板408上,转动轴一420上设置有纵向滑槽,每个转动轴一420上设置有两个打磨板421,第一个打磨板421上固定安装有轴套424,轴套424沿着转动轴一420的纵向滑槽滑动安装,第一个打磨板421上还固定安装有转动套425,转动套425上设置有凹槽,固定套426固定安装在调节板409上,固定套426的端部设置有凸台,固定套426端部的凸台在转动套425的凹槽上转动安装,第二个打磨板421和转动轴一420固定安装,打磨板421的一侧设置为曲面,打磨板421的曲面和转动轴一420之间的距离逐渐增大。
41.打磨组件三包括转动轴二422、传动单元、打磨单元二,转动轴二422转动安装在下固定板410上,转动轴二422转动安装在上固定板408上,转动轴二422上设置有纵向滑槽,转动轴二422用于驱动传动单元运动,传动单元用于调节打磨单元二的位置,传动单元设置在调节板409上,打磨单元二设置在传动单元上。
42.传动单元包括锥齿轮一423、轴套424、转动套425、固定套426、锥齿轮二427、打磨齿轮428、齿轮座429、打磨齿条430,锥齿轮一423上固定安装有轴套424,轴套424沿着转动轴二422的纵向滑槽滑动安装,锥齿轮一423上还固定安装有转动套425,转动套425和固定套426转动安装,固定套426固定安装在调节板409上,锥齿轮一423和锥齿轮二427啮合安装,锥齿轮二427和打磨齿轮428同轴固定安装,打磨齿轮428的两端转动安装在齿轮座429上,齿轮座429固定安装在调节板409上,打磨齿轮428和打磨齿条430啮合安装,打磨齿条430在调节板409上滑动安装。
43.打磨单元二包括连接座431、转向电机432、转向座433、打磨电机434、打磨轴435、打磨杆436、打磨片437、弹簧三438,连接座431固定安装在打磨齿条430上,连接座431上固定安装有转向电机432,转向电机432的输出轴和转向座433固定安装,转向座433转动安装在连接座431上,转向座433上固定安装有打磨电机434,打磨电机434的输出轴和打磨轴435固定安装,打磨轴435上固定安装有三个打磨杆436,打磨杆436的形状为方形,打磨杆436上套设有弹簧三438,弹簧三438的第一端和打磨轴435固定安装,弹簧三438的第二端和打磨片437固定安装,打磨片437在打磨杆436上滑动安装,打磨片437的端部设置有斜面,以便于滑入圆孔中。
44.切换组件包括驱动单元、弧形齿条一416、切换齿轮一417、弧形齿条二418、切换齿轮二419,驱动单元包括切换电机404、切换齿轮405、切换齿圈406、圆环一414、圆环二415,切换电机404固定安装在下固定板410上,切换电机404的输出轴和切换齿轮405固定安装,切换齿圈406和切换齿圈406啮合安装,切换齿圈406和圆环一414固定安装,圆环一414转动
安装在下固定板410上,圆环一414和圆环二415固定安装,圆环一414上均匀设置有三个弧形齿条一416,圆环二415上对称设置有两个弧形齿条二418;切换齿轮一417和转动轴一420固定安装,切换齿轮一417和弧形齿条一416啮合安装,切换齿轮二419和转动轴二422固定安装,切换齿轮二419和弧形齿条二418啮合安装,当切换齿轮一417和弧形齿条一416啮合时,弧形齿条二418和切换齿轮二419脱离啮合,当弧形齿条二418和切换齿轮二419啮合时,弧形齿条一416和切换齿轮一417脱离啮合时,弧形齿条一416用于驱动切换齿轮一417转动,弧形齿条二418用于驱动切换齿轮二419转动,驱动单元用于驱动弧形齿条一416和弧形齿条二418运动。
45.本发明的工作原理如下:使用时,首先将汽车差速器壳体放在固定座310上,启动升降电机201,升降电机201驱动升降丝杠202转动,升降丝杠202带动固定安装在升降平台206上的升降螺母203下降,升降平台206在固定杆205上滑动,从而带动打磨机构下降。
46.启动切换电机404,切换电机404驱动切换齿轮405转动,切换齿轮405带动切换齿圈406转动,进而带动圆环一414在下固定板410上转动,圆环一414带动圆环二415同步转动,进而带动弧形齿条一416和弧形齿条二418同步转动,当弧形齿条一416带动切换齿轮一417转动时,弧形齿条二418和切换齿轮二419处于不啮合的状态,三个切换齿轮一417分别带动转动轴一420转动,三个打磨板421相对于转动轴一420初始的角度相同,转动轴一420通过轴套424带动打磨板421转动,打磨板421带动转动套425在固定套426上转动,使打磨板421的曲面和差速器壳体慢慢靠近,直至相贴合,从而使差速器壳体与打磨机构同轴心。
47.启动夹持电机318,夹持电机318带动夹持齿轮320转动,夹持齿轮320带动下夹持齿条321、上夹持齿条322相互靠近,下夹持齿条321带动竖杆三323、连接套324、竖杆四325移动,上夹持齿条322带动竖杆一312移动,竖杆一312和竖杆四325分别带动两个夹持杆一308移动,夹持杆一308上的夹持板304对差速器壳体进行夹持固定。
48.当需要对差速器壳体法兰的两个端面进行打磨时,首先通过升降机构将第二个打磨板421调节至与差速器壳体法兰的下端面平行的位置,然后启动调节电机411,调节电机411驱动调节丝杠412转动,调节丝杠412带动调节板409下降,调节板409在调节固定杆413上滑动,调节板409通过转动套425和固定套426带动第一个打磨板421移动,直至第一个打磨板421的下端面和差速器壳体法兰的上端面处于同一平面为止,启动切换电机404,切换电机404驱动切换齿轮405转动,切换齿轮405带动切换齿圈406转动,进而带动和切换齿圈406固定安装的圆环一414在下固定板410上转动,圆环一414带动圆环二415同步转动,当圆环一414上的弧形齿条一416带动切换齿轮一417转动时,弧形齿条二418和切换齿轮二419处于不啮合的状态,三个切换齿轮一417分别带动转动轴一420转动,转动轴一420带动第二个打磨板421转动,转动轴一420通过轴套424带动第一个打磨板421转动,从而使转动轴一420上的两个打磨板421同步转动,即可调节打磨板421打磨的范围;然后启动转动电机401,转动电机401驱动转动齿轮402转动,转动齿轮402带动转动齿圈403转动,转动齿圈403带动转动座407转动,转动座407带动调节组件转动,进而带动打磨板421同时对差速器壳体法兰的两个端面进行打磨。
49.当需要对差速器壳体的上部分进行打磨时,可以通过调节组件调节第一个打磨板421和第二个打磨板421之间的距离,即可切换打磨板的厚度,从而方便对不同的位置进行打磨。
50.当需要对差速器壳体法兰上的孔进行打磨时,首先通过升降机构将打磨单元二调节至孔的上方,启动切换电机404,切换电机404驱动切换齿轮405转动,切换齿轮405带动切换齿圈406转动,进而带动圆环一414在下固定板410上转动,圆环一414带动圆环二415同步转动,当圆环二415上的弧形齿条二418带动切换齿轮二419转动时,弧形齿条一416和切换齿轮一417处于不啮合的状态,两个切换齿轮二419分别带动两个转动轴二422转动,转动轴二422通过轴套424带动锥齿轮一423转动,转动套425在固定套426上转动,锥齿轮一423带动锥齿轮二427转,锥齿轮二427带动打磨齿轮428转动,打磨齿轮428带动打磨齿条430在调节板409上滑动,即可将打磨轴435移动至和法兰孔同轴的位置,通过升降机构将打磨片437下移,打磨片437的斜面先进入孔中,然后打磨片437对弹簧三438进行挤压,使打磨片437的直面也移动至法兰孔中,打磨片437紧贴于法兰孔的内壁,启动打磨电机434,打磨电机434带动打磨轴435转动,打磨轴435带动打磨片437转动,即可对法兰孔进行打磨;当需要对多个法兰孔进行打磨时,通过转动组件即可调节打磨单元二的位置;当需要对差速器壳体侧面的孔进行打磨时,启动转向电机432,转向电机432带动转向座433转动,转向座433带动打磨轴435、打磨片437转动,即可对差速器侧面的孔进行打磨。
51.当需要对夹持板304夹持的位置进行打磨时,通过夹持单元带动两个夹持杆一308向远离差速器壳体的方向运动,夹持杆一308通过滑块二307带动转动杆306转动,转动杆306通过滑块一305带动夹持杆二309在限位块303中滑动,夹持杆二309向靠近差速器壳体的方向移动,当需要调节夹持杆二309的高度时,启动电缸一302,电缸一302通过限位块303驱动夹持杆二309上升,即可对差速器壳体的不同位置进行夹持固定;两个夹持杆一308向远离差速器壳体的方向运动时,竖杆一312和竖杆四325分别通过连杆311带动两个活动板315相互靠近,活动板315带动半圆环327相互靠近,直至两个半圆环327相贴合,夹持杆一308继续移动,会压缩弹簧一316;启动电缸二333,电缸二333驱动打磨座334向靠近差速器壳体的方向运动,直至打磨块335与差速器壳体相贴合,启动圆周电机328,圆周电机328驱动圆周齿轮329转动,圆周齿轮329沿着半齿圈331运动,圆周齿轮329带动滑动座330在半圆环327上滑动,滑动座330带动固定架332做圆周运动,进而带动打磨块335围绕差速器壳体做圆周运动,对夹持杆一308上的夹持板304夹持的位置进行打磨。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。