1.本实用新型涉及一种注塑成型机,更详细而言,涉及一种利用液压使可动模板和固定模板合模或开模的注塑成型机。
背景技术:
2.注塑成型机是一种通过高压将料筒(barrel)内熔融的树脂注射并填充到模具装置内形成的型腔(cavity),然后通过使熔融的树脂在型腔内冷却固化来制作成形品的装置。
3.如上所述的注塑成型机具有模具装置、锁模装置以及注射装置,注射装置具有通过加热使树脂被熔融的料筒和注射被熔融的树脂的注射管嘴。
4.此时,随着位于料筒内的螺杆前进移动,将料筒内被熔融的树脂向注射管嘴方向施压排出,被排出的树脂将填充到固定模具和可动模具之间形成的型腔。
5.锁模装置通过使可动模板前后移动来使可动模板的可动模具和固定模板的固定模具彼此紧贴或分离,从而执行合模和开模动作,并且由紧贴的可动模具和固定模具来形成型腔。
6.图1简略地示出现有技术的向拉杆缸筒供应工作油的液压回路。
7.参照图1,合模配管与拉杆缸筒的前方连接,向拉杆缸筒的前方空间供应工作油。开模配管与拉杆缸筒的后方连接,向拉杆缸筒的后方空间供应工作油。
8.在合模步骤中,液压泵与合模配管连接。工作油提供到拉杆缸筒的前方空间,后方空间中存在的工作油在填充到前方空间的工作油的压力的作用下向开模配管排出。排出到开模配管的工作油将流入液压油箱。
9.在开模步骤中,液压泵与开模配管连接。工作油提供到拉杆缸筒的后方空间,前方空间中存在的工作油在填充到后方空间的工作油的压力的作用下向合模配管排出。排出到合模配管的工作油将流入液压油箱。
10.在可动模板和固定模板合模时,为了保持锁模力,将需要施加较高的液压。根据现有技术,拉杆缸筒的前方面形成为具有足够大的径向截面积,从而对拉杆施加足够的力。
11.在可动模板和固定模板开模时,为使可动模板与固定模板迅速地分离,需要使拉杆迅速地回退。根据现有技术,拉杆缸筒的后方面形成为具有较小的径向截面积,因此即使流入有相同的量的工作油,也能够使拉杆沿轴向更多地移动。
12.但是,根据现有技术,由于拉杆缸筒的后方面的径向截面积较小地形成,在开模步骤中用于向前方推动拉杆的开模荷载变小,因此存在难以确保开模荷载的问题。
13.另外,根据现有技术,在供应配管配置有一个阀,通过打开/关闭所述阀来向各个拉杆缸筒供应工作油。供应配管在阀的下游分支为复数个配管,分支的配管将与各个拉杆缸筒连接。
14.此时,分支的各个配管具有其长度彼此不同的特征。即,由于从阀到各个拉杆缸筒的距离彼此不同,存在难以同时控制复数个拉杆的问题。例如,与长度相对较短的供应配管
连接的拉杆将先移动,而与长度相对较长的供应配管连接的拉杆将后移动,因此各个拉杆的运转存在时间差,因而存在无法准确地控制合模/开模,并且可能对固定模板或可动模板造成损坏的问题。
技术实现要素:
15.本实用新型所要解决的课题是,提供一种注塑成型机,其能够在可动模板和固定模板合模时确保足够的合模力,并且能够在开模时确保足够的开模荷载。
16.另外,本实用新型所要解决的课题是,提供一种注塑成型机,其具有复数个拉杆,能够通过使各个拉杆无时间差地同时运转来使锁模装置合模或开模。
17.本实用新型的问题不限于上述问题,并且本领域技术人员能够从以下记载中清楚地理解未被提及的其他问题。
18.为了实现所述课题,本实用新型实施例的注塑成型机包括:拉杆,其一侧与可动模板结合,另一侧与固定模板结合;拉杆缸筒,拉杆的至少一部分插入拉杆缸筒;拉杆活塞,配置于拉杆缸筒的内部,与拉杆结合;合模配管,在拉杆活塞的前方与拉杆缸筒连接,在使可动模板和固定模板合模时,合模配管向拉杆缸筒的前方提供工作油,在使可动模板和固定模板开模时,工作油从拉杆缸筒的前方排出到合模配管;开模配管,在拉杆活塞的后方与拉杆缸筒连接,在使可动模板和固定模板开模时,开模配管向拉杆缸筒的后方提供工作油,在使可动模板和固定模板合模时,工作油从拉杆缸筒的后方排出到开模配管;以及排出配管,其一侧与开模配管连接,另一侧与储存工作油的液压油箱连接。在使可动模板和固定模板开模时,合模配管和开模配管彼此连接,从而使排出到合模配管的工作油向开模配管流动。
19.注塑成型机可以包括:第一阀,配置于合模配管,开闭合模配管;第二阀,配置于开模配管,开闭开模配管;以及第三阀,配置于排出配管,开闭排出配管,排出配管在第二阀和拉杆缸筒之间与开模配管连接。
20.合模配管可以包括:第一合模配管,连接提供工作油的液压泵和第一阀;以及第二合模配管,连接第一阀和拉杆缸筒。开模配管可以包括:第一开模配管,连接第一合模配管和第二阀;以及第二开模配管,连接第二阀和拉杆缸筒。排出配管可以包括:第一排出配管,连接第二开模配管和第三阀;以及第二排出配管,连接第三阀和液压油箱。
21.注塑成型机可以包括:模块本体,设置有合模配管、开模配管、排出配管、第一阀、第二阀以及第三阀,模块本体结合于拉杆缸筒和固定模板中的至少一方。
22.为了实现所述课题,本实用新型实施例的注塑成型机包括:复数个拉杆,其一侧与可动模板结合,另一侧与固定模板结合;以及复数个液压供应装置,对应地与复数个拉杆结合,通过使复数个拉杆分别运转来使可动模板和固定模板合模或开模。复数个液压供应装置分别包括:拉杆缸筒,拉杆的至少一部分插入其中;拉杆活塞,配置于拉杆缸筒的内部,与拉杆结合;合模配管,在拉杆活塞的前方与拉杆缸筒连接,在使可动模板和固定模板合模时,合模配管向拉杆缸筒的前方提供工作油,在使可动模板和固定模板开模时,工作油从拉杆缸筒的前方排出到合模配管;开模配管,在拉杆活塞的后方与拉杆缸筒连接,在使可动模板和固定模板开模时,开模配管向拉杆缸筒的后方提供工作油,在使可动模板和固定模板合模时,工作油从拉杆缸筒的后方排出到开模配管;以及排出配管,其一侧与开模配管连接,另一侧与储存工作油的液压油箱连接。在使可动模板和固定模板开模时,在复数个液压
供应装置中的每一个液压供应装置的合模配管和开模配管彼此连接,从而使排出到合模配管的工作油向开模配管流动。
23.其他实施例的具体内容包括在详细的说明和附图中。
24.根据本实用新型的注塑成型机,具有以下一种或多种效果。
25.第一、当可动模板和固定模板开模时,由于开模配管与合模配管连接,从拉杆缸筒的前方空间吐出的工作油并不会回收到液压泵,而是流过合模配管和开模配管并再次流入到拉杆缸筒的后方空间,因此能够向拉杆缸筒的后方空间供应充分的工作油,从而具有确保足够的开模荷载的同时能够迅速地开模的优点。
26.第二、在各个拉杆缸筒设置液压供应装置,通过控制液压供应装置来同时向各个拉杆供应工作油,从而具有能够通过使各个拉杆无时间差地同时运转来使锁模装置合模或开模的优点。
27.本实用新型的效果不限于上述效果,并且本领域技术人员能够从以下记载中清楚地理解未被提及的其他效果。
附图说明
28.图1是示出现有技术的向拉杆缸筒供应工作油的液压回路的图。
29.图2是用于说明本实用新型的注塑成型机的概略图。
30.图3是液压供应装置的剖视图。
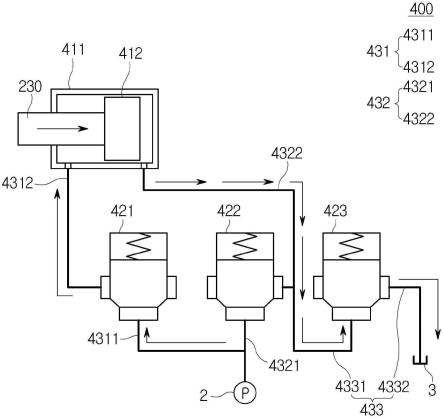
31.图4是示出在本实用新型的合模步骤中向拉杆缸筒供应工作油的液压回路的图。
32.图5是示出在本实用新型的开模步骤中向拉杆缸筒供应工作油的液压回路的图。
33.图6是示出本实用新型另一实施例的向拉杆缸筒供应工作油的液压回路的图。
34.图7的(a)是拉杆活塞的主视图,图7的(b)是拉杆活塞的后视图。
35.图8是简略地示出本实用新型的一实施例的模块本体及其内部构成的图。
36.图9是简略地示出本实用新型的另一实施例的模块本体及其内部构成的图。
37.图10是示出具有复数个拉杆和复数个液压供应装置的注塑成型机的简略构成的图。
38.附图标记说明
39.1:注塑成型机;2:液压泵;3:液压油箱;100:模具装置;200:锁模装置;210:固定模板;220:可动模板;230:拉杆;300:注射装置;310:料筒;320:螺杆;330:注射管嘴;400:液压供应装置;411:拉杆缸筒;412:拉杆活塞;421:第一阀;422:第二阀;423:第三阀;431:合模配管;432:开模配管;433:排出配管;440:压力控制组件;441:第一压力控制配管;442:第二压力控制配管;443:压力控制阀;450:止回阀;1230:第一拉杆;1400:第一液压供应装置;1500:第一供应配管;2230:第二拉杆;2400:第二液压供应装置;2500:第二供应配管;3230:第三拉杆;3400:第三液压供应装置;3500:第三供应配管;4230:第四拉杆;4400:第四液压供应装置;4500:第四供应配管
具体实施方式
40.以下,根据本实用新型的实施例,参照用于说明注塑成型机的附图来对本实用新型进行说明。
41.图2示出了本实用新型的一实施例的注塑成型机,图3示出了液压供应装置400的截面。
42.参照图2和图3,对本实用新型的注塑成型机的构成进行说明。
43.本实用新型的一实施例的注塑成型机1包括:模具装置100、锁模装置200以及注射装置300。
44.模具装置100可以包括固定模具110和可动模具120。
45.固定模具110可以与锁模装置200的固定模板210结合。在固定模具110可以形成有能够注入被熔融的树脂的树脂流入口(未图示)。若被熔融的树脂从注射装置300的注射管嘴330吐出,则其可以通过固定模具110的树脂流入口流入到固定模具110的内部空间。
46.可动模具120可以与锁模装置200的可动模板220结合。可动模具120可以随着可动模板220的直线移动而一起进行直线移动。当可动模具120直线移动并与固定模具110紧贴时可以被称作为合模,当可动模具120与固定模具110分离时可以被称作为开模。
47.另一方面,在固定模具110和可动模具120彼此紧贴的状态下,可以在固定模具110和可动模具120结合的内部形成型腔(cavity)。若被熔融的树脂通过固定模具110的树脂流入口流入,则可以形成与固定模具110和可动模具120的形状相匹配的成形品的形状。
48.锁模装置200可以开闭模具装置100。
49.具体而言,锁模装置200可以包括:固定模板210、可动模板220以及拉杆(tie bar)230。
50.固定模板210可以与固定模具110结合,并且注射装置300的料筒310的一部分和注射管嘴330可以插入并容纳到固定模板210。
51.固定模板210可以包括固定模板主体211和料筒插入槽212。
52.固定模板主体211可以与固定模具110结合。并且,料筒310的一部分和注射管嘴330可以插入到固定模板主体211。例如,固定模板主体211形成为与扁平的块体相似的形态,在其一面可以插入料筒310,另一面可以与固定模具110结合。
53.另一方面,在固定模板主体211中可以插入结合拉杆230。更详细而言,拉杆230可以贯穿固定模板主体211,并且可以以能够滑动的方式结合于固定模板主体211。
54.料筒插入槽212形成于固定模板主体211,随着注射装置300的直线移动,料筒310的一部分可以插入到料筒插入槽212。例如,料筒插入槽212可以在固定模板主体211的一面构成凹曲面而凹入形成,从而容纳料筒310的一部分。
55.并且,在料筒插入槽212的中心部可以插入注射管嘴330,并可以形成有能够使被熔融的树脂通过的树脂通过孔。通过如上所述的结构,通过在注射管嘴330和固定模具110彼此最靠近的位置形成树脂通过孔,能够将被熔融的树脂准确地注入到模具装置100的内部空间,其结果,能够精密地制作成形品。
56.可动模板220与可动模具120结合,通过直线移动,可以使可动模具120与固定模具110紧贴或分离(合模或开模)。
57.另外,作为分别支撑可动模板220的两侧下部面的结构,在可动模板220的下部可以可拆分地组装有能够使可动模板220沿滑轨(未图示)移动的滑动引导件(未图示)。可动模板220可以沿滑轨移动,并可以与固定模板210紧贴或者从固定模板210脱离。
58.在可动模板220可以插入结合拉杆230。更详细而言,拉杆230可以贯穿可动模板
220,并以能够滑动的方式结合于可动模板220。拉杆230可以通过与可动模板220结合的拉杆固定装置(未图示)来固定于可动模板220。在拉杆固定装置未被固定的状态下,通过固定模板移动装置(未图示)的运转,可动模板220被拉杆230引导而移动,当可动模板220位于预先设定的位置时,可以通过运转拉杆固定装置来固定可动模板220和拉杆230。在可动模板220和拉杆230被固定的状态下,随着拉杆230的移动,可动模板220可以进一步移动,从而可以更紧贴于固定模板210并向所述固定模板210赋予锁模力。
59.拉杆230的一侧与可动模板220结合,另一侧与固定模板210结合。
60.拉杆230可以在开模和合模时引导可动模板220的移动,并在合模时赋予锁模力。
61.在施加锁模力时,拉杆230的前端通过拉杆固定装置固定结合于可动模板220。拉杆230贯穿固定模板210上形成的孔,并沿所述孔滑动移动。在拉杆230向后方滑动移动的情况下,可动模板220进一步向固定模板210方向移动,从而在可动模板220和固定模板210之间将施加锁模力,并更牢固地固定可动模板220和固定模板210。
62.拉杆230可以形成为圆筒或圆柱形态,并可以沿与地面平行的方向配置。
63.注射装置300可以向固定模具110和可动模具120结合的内部的型腔(cavity)填充被熔融的树脂。
64.注射装置300可以包括:料筒310、螺杆320以及注射管嘴330。
65.料筒310可以使从外部以固体状态提供的树脂在内部移动并使其熔融。料筒310的一部分可以容纳于料筒插入槽212。
66.螺杆320可以位于料筒310的内部,使固体状态的树脂被熔融并将其移送到料筒310的前方。
67.注射管嘴330与料筒310的前端结合,并可以将被熔融的树脂注入到模具装置100的型腔。注射管嘴330可以容纳于料筒插入槽212。
68.参照图2至图10,本实用新型的注塑成型机包括液压供应装置400。
69.液压供应装置400是供工作油流动且利用工作油的液压来使拉杆230移动的结构要素。液压供应装置400具有拉杆缸筒411和拉杆活塞412,结合于拉杆230的一侧的拉杆活塞412在拉杆缸筒411内部进行活塞运动。
70.液压供应装置400与固定模板210固定结合。液压供应装置400配置于固定模板210的背面。液压供应装置400以固定模板210为基准,配置于可动模板220的相反方向。
71.液压供应装置400可以沿固定模板210配置有复数个。液压供应装置400可以沿固定模板210的外周配置。在固定模板210形成为四边形的情况下,四个液压供应装置400可以配置在与固定模板210的各个顶点邻近的位置。
72.拉杆缸筒411是供液压进出来使拉杆230移动的结构要素。在拉杆缸筒411插入拉杆230的至少一部分。
73.拉杆缸筒411与固定模板210固定结合。更详细而言,拉杆缸筒411配置于固定模板210的背面。
74.拉杆活塞412是利用液压进行驱动来使拉杆230移动的结构要素。拉杆活塞412配置于拉杆缸筒411的内部,并与拉杆230结合。
75.拉杆活塞412在拉杆缸筒411内部进行活塞运动。
76.拉杆活塞412的外周面与拉杆缸筒411的内周面紧贴。拉杆活塞412可以将拉杆缸
筒411的内部空间划分为前方空间和后方空间。
77.在拉杆缸筒411的前方空间连接有合模配管431,当工作油流入拉杆缸筒411的前方空间时,将使可动模板220和固定模板210合模。在拉杆缸筒411的后方空间连接有开模配管432,当工作油流入拉杆缸筒411的后方空间时,将使可动模板220和固定模板210开模。
78.液压供应装置400可以包括:合模配管431、开模配管432以及排出配管433。
79.合模配管431是供提供使可动模板220和固定模板210合模的驱动力的工作油流动的结构要素。在合模配管431的内部流动的工作油流入拉杆缸筒411时,可以使可动模板220和固定模板210合模。
80.合模配管431可以在拉杆活塞412的前方与拉杆缸筒411连接。
81.合模配管431可以分为配置在后述的第一阀421的上游的第一合模配管4311和配置在第一阀421的下游的第二合模配管4312。
82.第一合模配管4311可以连接液压泵2和第一阀421。第二合模配管4312可以连接第一阀421和拉杆缸筒411。
83.开模配管432是供提供使可动模板220和固定模板210开模的驱动力的工作油流动的结构要素。在开模配管43的内部流动的工作油流入拉杆缸筒411时,可以使可动模板220和固定模板210开模。
84.开模配管432可以在拉杆活塞412的后方与拉杆缸筒411连接。
85.开模配管432可以分为配置在后述的第二阀422的上游的第一开模配管4321和配置在第二阀422的下游的第二开模配管4322。
86.第一开模配管4321可以连接第一合模配管4311和第二阀422。第二开模配管4322可以连接第二阀422和拉杆缸筒411。
87.当可动模板220和固定模板210开模时,开模配管432可以与合模配管431连接。当可动模板220和固定模板210合模时,合模配管431中流动的工作油不会流入开模配管432,另一方面,当可动模板220和固定模板210开模时,合模配管431中流动的工作油将会流入开模配管432。通过具有这样的布置,在开模步骤中,将可以流动有相较于在合模步骤中流动的工作油的流量更多流量的工作油,并向拉杆缸筒411的后方空间流入。因此,拉杆活塞412和拉杆230可以迅速地向前方移动,并迅速地去除锁模力。
88.排出配管433是将工作油引向液压油箱3的结构要素。排出配管433的一侧可以与开模配管432连接,另一侧与储存工作油的液压油箱3连接。
89.排出配管433可以与第二阀422和拉杆缸筒411之间的开模配管432连接。参照图4,排出配管433的一侧可以与第二开模配管4322连接。
90.排出配管433可以由后述的第三阀423分为第一排出配管4331和第二排出配管4332。
91.第一排出配管4331可以连接第二开模配管4322和第三阀423。第二排出配管4332可以连接第三阀423和液压油箱3。
92.液压供应装置400可以包括:第一阀421、第二阀422以及第三阀423。
93.参照图4和图5,对与第一阀421至第三阀423的运转对应的液压的流动进行说明。
94.第一阀421配置于合模配管431,并开闭合模配管431。在第一阀421开启的情况下,工作油可以在合模配管431中流动。
95.合模配管431可以由第一阀421分为第一合模配管4311和第二合模配管4312。
96.第二阀422配置于开模配管432,并开闭开模配管432。在第二阀422开启的情况下,工作油可以在开模配管432中流动。
97.开模配管432可以由第二阀422分为第一开模配管4321和第二开模配管4322。
98.第三阀423配置于排出配管433,并开闭排出配管433。在第三阀423开启的情况下,工作油可以从开模配管432分支而流向排出配管433,并回收到液压油箱3。
99.参照图4,当可动模板220和固定模板210合模时,第一阀421开启,第二阀422关闭。此时,第三阀423开启。从液压泵2提供的工作油可以在合模配管431中流动,并流入拉杆缸筒411的前方空间。当工作油填充到拉杆缸筒411的前方空间时,可以利用液压将拉杆活塞412推向后方。当拉杆活塞412被推向后方时,拉杆缸筒411的后方空间中填充的工作油可以向开模配管432排出。由于第二阀422关闭且第三阀423开启,工作油可以流过排出配管433并回收到液压泵2。
100.参照图5,当可动模板220和固定模板210开模时,第一阀421和第二阀422开启。此时,第三阀423关闭。从液压泵2提供的工作油可以在开模配管432中流动,并流入拉杆缸筒411的后方空间。当工作油填充到拉杆缸筒411的后方空间时,可以利用液压将拉杆活塞412推向前方。当拉杆活塞412被推向前方时,拉杆缸筒411的前方空间中填充的工作油可以向合模配管431排出。由于第一合模配管4311和第一开模配管4321连通,排出到合模配管431的工作油可以流入开模配管432,可以流过开模配管432并流入拉杆缸筒411的后方空间。此时,在开模配管432可以一同流动有从液压泵2提供的工作油和从合模配管431排出的工作油。由此,开模时流入拉杆缸筒411的后方空间的工作油的量可以比合模时流入拉杆缸筒411的前方空间的工作油的量相对更多。因此,拉杆活塞412和拉杆230可以更迅速地移动,从而更迅速地去除锁模力。
101.液压供应装置400可以包括压力控制组件440。
102.参照图6,压力控制组件440可以包括第一压力控制配管441和压力控制阀443。
103.第一压力控制配管441的一侧可以从合模配管431分支,另一侧可以再次合流到合模配管431。更详细而言,第一压力控制配管441的一侧可以与第一合模配管4311连接,另一侧与第二合模配管4312连接。
104.压力控制阀443配置在第一压力控制配管441上,并开闭第一压力控制配管441。
105.在压力控制阀443关闭第一压力控制配管441的情况下,在合模配管431中流动的工作油不会分流到第一压力控制配管441,而是所有工作油可以在合模配管431中流动。
106.在压力控制阀443开启第一压力控制配管441的情况下,在第一合模配管4311中流动的工作油可以分流到第二合模配管4312。
107.压力控制组件440还可以包括第二压力控制配管442。
108.第二压力控制配管442的一侧可以与压力控制阀443连接,另一侧与液压油箱3连接。通过合模配管431排出的工作油的至少一部分可以在第二压力控制配管442分流并向液压油箱3排出。
109.当压力控制阀443处于第一位置时,第一压力控制配管441和第二压力控制配管442关闭。此时,在合模配管431中流动的工作油不会分流到第一压力控制配管441和第二压力控制配管442,而是所有工作油在合模配管431中流动。
110.当压力控制阀443处于第二位置时,第一压力控制配管441可以开启且第二压力控制配管442关闭。当可动模板220和固定模板210合模时,压力控制阀443可以选择性地开启第一压力控制配管441。此时,在合模配管431中流动的工作油中的一部分流过第一压力控制配管441并再次合流到合模配管431。由此,可以在不增加基于第一阀421的压力的情况下进一步提高锁模力。
111.当压力控制阀443处于第三位置时,第一压力控制配管441可以关闭且第二压力控制配管442开启。当可动模板220和固定模板210开模时,压力控制阀443可以选择性地开启第二压力控制配管442。此时,从拉杆缸筒411的前方空间排出并通过第二合模配管4312流动的工作油中的一部分可以流过第二压力控制配管442并回收到液压油箱3。
112.液压供应装置400还可以包括止回阀450。
113.参照图6,止回阀450是阻断工作油向第三阀423逆流的结构要素。
114.止回阀450配置于排出配管433。更详细而言,止回阀450配置于第二排出配管4332。通过了第三阀423的工作油将经过止回阀450并回收到液压油箱3。液压油箱3的工作油或从与第二排出配管4332连接的其他结构要素提供的工作油在第二排出配管4332中逆流时,将被止回阀450阻断,从而不会逆流到第三阀423。
115.参照图7,在前方空间的拉杆活塞412的有效面积(area1)小于在后方空间的拉杆活塞412的有效面积(area2)。
116.在前方空间的拉杆活塞412的有效面积(area1)相当于从前方观察时的拉杆活塞412的正面的截面积。在前方空间的拉杆活塞412的有效面积(area1)等于从拉杆活塞412的截面积减去拉杆230的截面积。
117.在后方空间的拉杆活塞412的有效面积(area2)相当于从后方观察时的拉杆活塞412的背面的截面积。在后方空间的拉杆活塞412的有效面积(area2)等于拉杆活塞412的截面积。
118.在前方空间的拉杆活塞412的有效面积(area1)小于在后方空间的拉杆活塞412的有效面积(area2),并存在相当于拉杆230的截面积大小的面积差。假设液压泵2的输出恒定,则在开模步骤中由液压泵2向拉杆缸筒411的前方空间供应的工作油的压力和向拉杆缸筒411的后方空间供应的工作油的压力将相同。此时,根据f=pxa,拉杆缸筒411的前方空间中填充的工作油将拉杆活塞412推向后方的力小于拉杆缸筒411的后方空间中填充的工作油将拉杆活塞412推向前方的力。因此,在开模步骤中,第一阀421和第二阀422全部开启,工作油可以均流入合模配管431和开模配管432,但是工作油将流过开模配管432并流入拉杆缸筒411的后方空间,拉杆活塞412被推向前方,位于拉杆缸筒411的前方空间的工作油将向合模配管431排出。
119.位于拉杆缸筒411的前方空间的工作油排出到合模配管431,再次流入开模配管432并流入拉杆缸筒411的后方空间。因此,相较于现有技术将有更多流量的工作油流入拉杆缸筒411的后方空间,因此能够使拉杆230更迅速地向前方移动,从而去除锁模力。
120.根据本实用新型,可以按与拉杆缸筒411的数量相同的数量设置有合模配管431、开模配管432以及排出配管433。另外,可以按与拉杆缸筒411的数量相同的数量设置有第一阀421、第二阀422以及第三阀423,并且可以配置于各个拉杆缸筒411。例如,在配置有四个拉杆缸筒411的情况下,合模配管431、开模配管432、排出配管433、第一阀421、第二阀422以
及第三阀423作为一套(set),总共可以设置有四套。各个阀可以独立地运转,并可以被控制为使均等的流量的工作油流入拉杆缸筒411。
121.参照图8,合模配管431、开模配管432、排出配管433、第一阀421、第二阀422以及第三阀423设置于模块本体400a,模块本体400a结合于拉杆缸筒411和固定模板210中的至少一方。
122.模块本体400a可以直接结合于拉杆缸筒411和固定模板210中的至少一方。或者,模块本体400a也可以通过额外的托架间接结合于拉杆缸筒411和固定模板210中的至少一方。
123.设置在模块本体400a的合模配管431或开模配管432可以直接连接于拉杆缸筒411。或者,合模配管431或开模配管432也可以通过额外的配管间接连接于拉杆缸筒411。
124.设置在模块本体400a的排出配管433可以直接连接于液压油箱3。或者,排出配管433也可以通过额外的配管间接连接于液压油箱3。
125.参照图9,合模配管431、开模配管432、排出配管433、第一压力控制配管441、第二压力控制配管442、第一阀421、第二阀422、第三阀423、压力控制阀443以及止回阀450设置于模块本体400b,模块本体400b可以结合于拉杆缸筒411和固定模板210中的至少一方。
126.模块本体400b可以直接结合于拉杆缸筒411和固定模板210中的至少一方,或者也可以通过额外的托架间接结合于拉杆缸筒411和固定模板210中的至少一方。
127.设置在模块本体400b的合模配管431或开模配管432可以直接连接于拉杆缸筒411,或者也可以通过额外的配管间接连接于拉杆缸筒411。
128.设置在模块本体400a的排出配管433可以直接连接于液压油箱3,或者也可以通过额外的配管间接连接于液压油箱3。
129.图10是示出具有复数个拉杆1230、2230、3230、4230和复数个液压供应装置1400、2400、3400、4400的注塑成型机1的简略构成的图。
130.注塑成型机1具有复数个拉杆1230、2230、3230、4230,各个拉杆1230、2230、3230、4230的一侧与可动模板220结合,另一侧与固定模板210结合。例如,拉杆1230、2230、3230、4230可以在固定模板210和可动模板220的左侧上端、右侧上端、左侧下端以及右侧下端配置有四个。
131.液压供应装置1400、2400、3400、4400对应地与复数个拉杆1230、2230、3230、4230结合,通过使复数个拉杆1230、2230、3230、4230分别运转来使可动模板220和固定模板210合模或开模。
132.各个液压供应装置1400、2400、3400、4400可以包括前述的拉杆缸筒411、拉杆活塞412、合模配管431、开模配管432以及排出配管433。各个液压供应装置1400、2400、3400、4400还可以包括前述的第一阀421、第二阀422以及第三阀423。各个液压供应装置1400、2400、3400、4400还可以包括前述的第一压力控制配管441和压力控制阀443。各个液压供应装置1400、2400、3400、4400还可以包括前述的第二压力控制配管442。各个液压供应装置1400、2400、3400、4400还可以包括前述的止回阀450。
133.液压供应装置1400、2400、3400、4400与拉杆1230、2230、3230、4230一对一结合。例如,如上所述,在配置有四个拉杆1230、2230、3230、4230的情况下,液压供应装置1400、2400、3400、4400也可以在固定模板210的左侧上端、右侧上端、左侧下端以及右侧下端配置
有四个。
134.复数个供应配管1500、2500、3500、4500的一侧与液压泵2连接,另一侧对应地与复数个液压供应装置1400、2400、3400、4400连接。供应配管1500、2500、3500、4500的一侧与液压泵2连接,可以流动有从液压泵2提供的工作油。供应配管1500、2500、3500、4500在一个位置分支,被分支的配管与各个液压供应装置1400、2400、3400、4400连接,工作油可以流入各个液压供应装置1400、2400、3400、4400。
135.复数个供应配管1500、2500、3500、4500中的至少一个供应配管可以形成为与其他供应配管不同的长度。参照图10,最短的是与左侧下端的第三液压供应装置3400连接的第三供应配管3500的长度,次之短的是与右侧下端的第四液压供应装置4400连接的第四供应配管4500的长度,再之短的是与左侧上端的第一液压供应装置1400连接的第一供应配管1500的长度,最长的是与右侧上端的第二液压供应装置2400连接的第二供应配管2500的长度。
136.本实用新型的复数个液压供应装置1400、2400、3400、4400中的每一个液压供应装置与复数个拉杆1230、2230、3230、4230分别邻近地配置,并与各个拉杆1230、2230、3230、4230一对一对应地运转。并且,由于复数个液压供应装置1400、2400、3400、4400中的各个第一阀421至第三阀423由控制部统一控制,因此即使复数个供应配管1500、2500、3500、4500的长度彼此不同,也能够向复数个液压供应装置1400、2400、3400、4400中的每一个液压供应装置同时供应工作油。因此,可以通过使所有拉杆1230、2230、3230、4230无时间差地同时运转来实现合模或开模。
137.以上,使用附图并说明了本实用新型的优选的实施例,但是本实用新型不限于上述特定的实施例,在不脱离权利要求所要求的本实用新型的要旨的范围内,本实用新型所属的技术领域的普通技术人员在可以进行多样的变形实施,并且这样的变形实施不应脱离本实用新型的技术思想或前景来单独地加以理解。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
