1.本技术属于模具注塑技术领域,特别涉及一种整形注塑模具。
背景技术:
2.在模具注塑时,成型后的工件因热胀冷缩等原因极易发生塑性变形,导致工件的尺寸发生变化,为了不影响后续的装配等工序,通常需要在注塑前增加整形工序,在整形机内对工件进行整形,然后将产品放到注塑模具内再进行注塑,以保证注塑后的工件的尺寸符合要求。因增加整形工序,提高了制造成本,延长了生产周期。
技术实现要素:
3.鉴于上述状况,有必要提供一种整形注塑模具,在模具内整形,以降低制造成本、缩短生产周期。
4.本技术的实施例提供一种整形注塑模具,用于对工件进行整形并注塑。整形注塑模具包括模具基体、设于所述模具基体的上模组件和下模组件,所述模具基体、上模组件和下模组件用于在工件上注塑。所述上模组件包括上模基体和第一移动件,所述第一移动件可沿第一方向或与第一方向相反的第二方向移动地设于所述上模基体,所述第一移动件的端部设有第一斜面。所述下模组件包括下模基体和第二移动件,所述第二移动件可沿第三方向或与第三方向相反的第四方向移动地设于所述下模基体,所述第二移动件设有与所述第一斜面配合的第二斜面,以使得所述第一移动件驱动所述第二移动件沿所述第三方向或所述第四方向移动以对所述工件进行整形。上述整形注塑模具在上模组件和下模组件合模时,通过第一移动件驱动第二移动件沿第三方向或第四方向移动以对工件进行整形,使整形工序在模具内完成,可降低制造成本、缩短生产周期,提高经济效益。
5.在本技术的一些实施例中,所述上模组件还包括第一驱动件,所述第一驱动件设于所述上模基体,所述第一驱动件的输出端连接所述第一移动件。
6.在本技术的一些实施例中,所述第二移动件有两个,两个所述第二移动件沿所述第三方向间隔设置;所述第一移动件上设有两个所述第一斜面,两个所述第一斜面分别对应两个所述第二移动件。上述第一移动件的两个第一斜面可分别抵接一个第二移动件,第一移动件移动同时驱使两个第二移动件移动,以对工件进行整形,提高工作效率。
7.在本技术的一些实施例中,所述下模组件还包括定位件,所述定位件设于所述下模基体,所述定位件用于抵接所述工件以限制所述工件在所述下模基体的位置。
8.在本技术的一些实施例中,所述下模组件还包括感应器和控制器。感应器设于所述下模基体,所述感应器用于检测所述第一移动件是否移动到目标位置。控制器设于所述下模基体,所述控制器电连接所述感应器和所述第一驱动件,所述控制器可以依据所述感应器检测到的信息控制所述第一驱动件动作。
9.在本技术的一些实施例中,所述下模组件还包括沿所述第三方向间隔设置的两个第三移动件,两个所述第三移动件之间的区域形成整形腔室,所述工件和所述第二移动件
设于所述整形腔室内。
10.在本技术的一些实施例中,所述下模组件还包括弹性件,所述弹性件连接所述下模基体和所述第二移动件,所述弹性件用于在所述下模基体和所述第二移动件间产生沿所述第三方向或所述第四方向上的弹性力以使所述第二移动件复位。弹性件可提高整形注塑模具的自动化程度,提高工作效率,缩短生产周期。
11.在本技术的一些实施例中,所述第二移动件设置有导向槽,所述弹性件一端伸入所述导向槽内并作用于所述第二移动件,另一端作用于所述下模基体。
12.在本技术的一些实施例中,整形注塑模具还包括第二驱动件,所述第二驱动件的输出端连接所述上模组件,并能够驱使所述上模组件沿所述第一方向移动靠近所述下模组件或沿所述第二方向移动远离所述下模组件。
13.在本技术的一些实施例中,所述下模基体设有沿所述第三方向的滑槽,所述第二移动件可滑动地设置于所述滑槽。上述滑槽可导引第二移动件移动,提高第二移动件的移动精度,保证对工件的整形质量。
14.有益效果:上述整形注塑模具在现有的注塑模具内增加整形功能,在上模组件和下模组件合模时,通过第一移动件驱动第二移动件沿第三方向或第四方向移动以对工件进行整形,然后整形后直接在注塑模具内注塑,使整形工序在模具内完成,可降低制造成本、缩短生产周期,提高经济效益。
附图说明
15.图1是本技术的一个实施例中整形注塑模具的第一视图。
16.图2是本技术的一个实施例中上模组件与下模组件合模过程中的某一时刻示意图。
17.图3是本技术的一个实施例中整形注塑模具合模状态下的结构示意图。
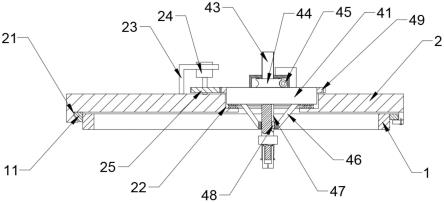
18.图4是本技术的一个实施例中整形注塑模具的第二视图。
19.图5是本技术的一个实施例中模具基体和下模组件的结构示意图。
20.图6是图2中的vi-vi截面视图。
21.主要元件符号说明
22.整形注塑模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
23.上模组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ224.上模基体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
25.第一移动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
26.第一斜面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221
27.第一驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
28.下模组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ329.下模基体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
30.第二移动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
31.第二斜面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321
32.导向槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
322
33.第三移动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
34.整形腔室
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34
35.感应器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35
36.定位件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36
37.弹性件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
37
38.滑槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
38
39.工件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
40.第一方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
z1
41.第二方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
z2
42.第三方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
x1
43.第四方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
x2
44.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
45.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
46.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中设置的元件。当一个元件被认为是“设置在”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中设置的元件。在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
47.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
48.本技术的实施例提供一种整形注塑模具,用于对工件进行整形并注塑。整形注塑模具包括模具基体、设于所述模具基体的上模组件和下模组件,所述模具基体、上模组件和下模组件用于在工件上注塑。所述上模组件包括上模基体和第一移动件,所述第一移动件可沿第一方向或与第一方向相反的第二方向移动地设于所述上模基体,所述第一移动件的端部设有第一斜面。所述下模组件包括下模基体和第二移动件,所述第二移动件可沿第三方向或与第三方向相反的第四方向移动地设于所述下模基体,所述第二移动件设有与所述第一斜面配合的第二斜面,以使得所述第一移动件驱动所述第二移动件沿所述第三方向或所述第四方向移动以对所述工件进行整形。上述整形注塑模具在上模组件和下模组件合模时,通过第一移动件驱动第二移动件沿第三方向或第四方向移动以对工件进行整形,使整形工序在模具内完成,可降低制造成本、缩短生产周期,提高经济效益。
49.作为示例性的,下面以上模组件在上、下模组件在下为例作进一步的说明。
50.结合附图,对本技术的实施例作进一步的说明。
51.如图1、图2和图3所示,本技术的实施方式提供一种整形注塑模具100,用于对工件200进行整形并注塑。具体的,该整形注塑模具100先对工件200进行整形,使工件200的尺寸
符合要求,如图2所示,然后进行合模,如图3所示,对工件200进行注塑。整形注塑模具100将对工件200的整形工序在模具内完成,可提高工作效率,降低制造成本,缩短生产周期,提高经济效益。
52.整形注塑模具100包括模具基体(图未示)、设于模具基体上的上模组件2和下模组件3,模具基体、上模组件2和下模组件3配合用于对工件200进行整形并注塑。
53.在本技术中,下模组件3固定设于模具基体,上模组件2可沿第一方向z1移动靠近下模组件3或沿与第一方向z1相反的第二方向z2移动远离下模组件3。上模组件2沿第一方向z1移动靠近下模组件3,可与下模组件3合模,来对工件200进行整形并注塑。
54.在其他实施例中,还可以是上模组件2固定设于模具基体,下模组件3可沿第二方向z2移动靠近上模组件2或沿第一方向z1移动远离上模组件2。
55.下面以下模组件3固定设于模具基体、上模组件2可沿第一方向z1移动靠近下模组件3或沿与第一方向z1相反的第二方向z2移动远离下模组件3为例作进一步的说明。
56.整形注塑模具100还包括第二驱动件(图未示)。第二驱动件的输出端连接上模组件2,第二驱动件可驱动上模组件2沿第一方向z1或第二方向z2移动,以使上模组件2沿第一方向z1移动靠近下模组件3或沿第二方向z2移动远离下模组件3。
57.在一实施例中,第二驱动件包括但不限于气缸、液压缸和电动推杆中的任一种。
58.如图1和图4所示,上模组件2包括上模基体21、第一移动件22和第一驱动件23。上模基体21连接第二驱动件,第二驱动件可驱动上模基体21沿第一方向z1移动靠近下模组件3,或沿第二方向z2移动远离下模组件3。第一驱动件23设于上模基体21,第一驱动件23连接第一移动件22,第一驱动件23可驱动第一移动件22沿第一方向z1和第二方向z2移动。
59.在一实施例中,第一驱动件23包括但不限于气缸、液压缸和电动推杆中的任一种。
60.第一移动件22在第一驱动件23的驱动下沿第一方向z1凸出于上模基体21或者缩回上模基体21内部。
61.下模组件3包括下模基体31、第二移动件32和两个第三移动件33。下模基体31设于模具基体,第二移动件32沿第三方向x1或与第三方向x1相反的第四方向x2可移动地设于下模基体31,两个第三移动件33沿第三方向x1间隔设置于下模基体31,并且两个第三移动件33同样沿第三方向x1或与第三方向x1相反的第四方向x2可移动地设于下模基体31。
62.两个第三移动件33之间的区域形成整形腔室34,工件200和第二移动件32设于整形腔室34内。第二移动件32设置于整形腔室34内且在第一移动件22的驱动下沿第三方向x1或第四方向x2移动,以作用于工件200并将工件200整形。
63.在一实施例中,下模组件3还包括第三驱动件(图未示),第三驱动件连接下模基体31和第三移动件33,第三驱动件用于驱动第三移动件33沿第三方向x1或第四方向x2移动。当上模组件2和下模组件3进行合模时,第三驱动件驱动两个第三移动件33移动靠拢,直至将工件200部分或者完全包围,以能够进行注塑工序。
64.在一实施例中,第三驱动件包括但不限于气缸、液压缸和电动推杆中的任一种。
65.如图4、图5和图6所示,第一移动件22的端部设有第一斜面221,第二移动件32设有与第一斜面221对应的第二斜面321。当第一移动件22移动靠近下模组件3时,第一斜面221可抵接于第二斜面321,使第一移动件22驱动第二移动件32沿第三方向x1或第四方向x2移动,以将工件200整形。
66.在一实施例中,第一移动件22的端部具有两个第一斜面221,两个第一斜面221沿第三方向x1相背。下模组件3包括两个第二移动件32,两个第二移动件32沿第三方向x1相对,每个第二移动件32上设有一个第二斜面321,两个第二移动件32上的第二斜面321沿第三方向x1相对,每个第二斜面321对应于一个第一斜面221。当第一移动件22移动靠近下模组件3时,第一移动件22上的一个第一斜面221作用于一个第二斜面321、另一个第一斜面221作用于另一个第二斜面321,使第一移动件22同时驱动两个第二移动件32朝向相互背离的方向移动以对工件200进行整形。
67.具体的,一个第二移动件32沿第三方向x1移动,另一个第二移动件32沿第四方向x2移动,两个第二移动件32分别作用于工件200上沿第三方向x1相对的两个边框,一个第二移动件32将其中一个边框往第三方向x1整形、另一个第二移动件32将另一个边框往第四方向x2整形。
68.请参阅图1、图5和图6,在一实施例中,下模组件3还包括定位件36,定位件36设于下模基体31,定位件36用于抵接工件200以限制工件200在下模基体31的位置。
69.在一实施例中,定位件36的数量为多个,一部分定位件36设于工件200沿第三方向x1的一端,另一部分工件200设于工件200沿第三方向x1的另一端,两部分工件200配合将工件200定位于下模基体31。
70.在本技术实施例中,定位件36的数量为四个,其中两个定位件36相互间隔的设于工件200沿第三方向x1的一端,另外两个定位件36相互间隔的设于工件200沿第三方向x1的另一端,四个工件200均抵接于工件200的边框,以将工件200限位。优选的,位于工件200同侧的两个定位件36分别靠近于工件200的两端部,第二移动件32位于该两个定位件36之间。
71.在其他实施例中,定位件36的数量还可有为三个、五个或更多个,本技术对定位件36的数量不作具体的限定。
72.在一实施例中,下模组件3还包括控制器(图未示)和感应器35。
73.感应器35设于下模基体31,感应器35用于检测第一移动件22是否移动到目标位置。具体的,感应器35设于两个第二移动件32之间,感应器35的感应区域朝上且与第一移动件22相对。当第一移动件22移动靠近下模组件3时,第一移动件22的端部进入感应器35的感应区域,感应器35可检测第一移动件22相对于下模组件3的位置。
74.控制器设于下模基体31,控制器电连接感应器35和第一驱动件23,控制器可以依据感应器35检测到的信息控制第一驱动件23动作。例如,当第一移动件22移动靠近下模组件3时,第一移动件22驱动第二移动件32移动,当感应器35检测到第一移动件22移动至目标位置,说明此时第二移动件32对工件200的整形完成,控制器控制第一驱动件23停止动作并卸掉对第一移动件22的驱动力,此时第一移动件22停止沿第一方向z1移动,避免第一移动件22驱动第二移动件32将工件200过度整形,从而使工件200尺寸不符要求。
75.在一实施例中,下模基体31设有沿第三方向x1的滑槽38,第二移动件32可滑动地设于滑槽38内。当第一移动件22驱动第二移动件32移动时,滑槽38可导引第二移动件32移动,提高第二移动件32的移动精度和稳定性。
76.如图6所示,在一实施例中,下模组件3还包括弹性件37,弹性件37连接下模基体31和第二移动件32。弹性件37用于在下模基体31和第二移动件32间产生沿第三方向x1或第四方向x2上的弹性力,以使第二移动件32复位。当第一移动件22移动至目标位置,控制区控制
第一驱动件23卸掉对第一移动件22的驱动力时,弹性件37作用于第二移动件32的回复力可使第二移动件32驱动第一移动件22沿第二方向z2移动,直至第二移动件32回到初始位置。
77.若第一驱动件23为气缸,具体的,当第一移动件22移动至目标位置时,气缸的出气阀打开,此时气缸失去对第一移动件22的驱动力,第一移动件22失去对第二移动件32的驱动力,第二移动件32在弹性件37的作用下可驱动第一移动件22沿第二方向z2移动。
78.在一实施例中,第二移动件32设有导向槽322,导向槽322具有朝向下模基体31的开口,弹性件37的至少部分设于导向槽322内。弹性件37的一端连接导向槽322的底壁,弹性件37的另一端连接下模基体31。
79.可选的,导向槽322的开口沿第三方向x1或第四方向x2朝向下模基体31。
80.在本技术实施例中,弹性件37的数量为两个,一个弹性件37至少部分设于一个第二移动件32的导向槽322内,另一个弹性件37至少部分设于另一个第二移动件32的导向槽322内。两个第二移动件32的导向槽322开口朝向相反,两个弹性件37可使两个第二移动件32相互移动靠拢以复位。
81.在一实施例,弹性件37为压缩弹簧。
82.该整形注塑模具100的整形注塑流程为:
83.将工件200放置于整形腔室34内,使用定位件36进行定位;
84.第二驱动件驱动上模组件2沿第一方向z1移动靠近下模组件3;
85.第一驱动件23驱动第一移动件22沿第一方向z1移动靠近下模组件3,第一移动件22驱动两个第二移动件32分别沿第三方向x1和第四方向x2移动,两个第二移动件32对工件200进行整形,当感应器35检测到第一移动件22到预定位置,说明此时整形结束;
86.第一驱动件23卸掉对第一移动件22的驱动力;
87.两个第二移动件32在弹性件37的作用下复位;
88.上模组件2与下模组件3合模,进行注塑成型。
89.另外,本领域技术人员还可在本技术精神内做其它变化,当然,这些依据本技术精神所做的变化,都应包含在本技术所公开的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。