1.本实用新型涉及模具,具体涉及一种散热铜管旋转缩成型模具。
背景技术:
2.如图1所示,目标产品为一散热铜管(铜管壁厚为:0.08~0.55mm),所述散热铜管包括:小圆段、第一异形锥段、圆锥段、第二异形锥段以及大圆段,小圆段通过第一异形锥段与圆锥段小端连接,大圆段通过第二异形锥段与圆锥段大端连接,第一异形锥段横截面(与整个散热铜管轴心线垂直的面)为圆形,第一异形锥段侧切面(与整个散热铜管轴心线平行的面)的边缘为圆弧形,从而实现了锥形段到小圆段的缓慢过渡,大圆段直径等于锥形段最大直径。在生产的时候原料为与大圆段直径相等的直管(简称为:原料直管),现有技术中没有模具能够将上述原料直管挤压成为产品散热铜管。
技术实现要素:
3.本实用新型要提供一种散热铜管旋转缩成型模具,解决现有技术中没有模具能够将原料直管挤压成为产品散热铜管的问题。
4.为实现上述目的,本实用新型采用了如下的技术方案:
5.本实用新型公开了一种散热铜管旋转缩成型模具,包括:模座;模座开设有模腔;模腔包括:导向段、缓慢过渡段、锥形段、连接段以及端部成型段,导向段、缓慢过渡段、锥形段、连接段以及端部成型段从前到后依次设置,导向段小端与缓慢过渡段大端连通,缓慢过渡段小端与锥形段大端连通,锥形段小端通过连接段与端部成型段连通,端部成型段直径与散热铜管的小圆段外直径相等,连接段与散热铜管的异形锥段匹配;模腔内壁向背离模座轴心线方向凹陷形成缺槽,缺槽位于缓慢过度段、锥形段以及连接段。
6.优选的是,缓慢过渡段包括:第一挤压段、中间缓冲段以及第二挤压段,第一挤压段大端与导向段小端连通,第一挤压段小端通过中间缓冲段连通至第二挤压段,第二挤压段连通至锥形段,第一挤压段和第二挤压段将原料直管向着轴心线进行挤压。
7.优选的是,第一挤压段的侧切面边缘为第一圆弧边缘,第二挤压段的侧切面边缘为第二圆弧边缘,第一圆弧边缘和第二圆弧边缘均为圆弧形,中间缓冲段的侧切面边缘为直线边缘,导向段的侧切面边缘为第一斜线边缘,锥形段的侧切面边缘为第二斜线边缘,第一斜线边缘和第二斜线边缘均与模座的轴心线方向之间夹角为锐角,第一斜线边缘和直线边缘均与第一圆弧边缘相切,直线边缘和第二斜线边缘均与第二圆弧边缘相切。
8.优选的是,第一圆弧边缘向背离模座的轴心线方向弯曲,第二圆弧边缘向靠近模座的轴心线方向弯曲。
9.优选的是,端部成型段向着背离连接段的一端连通至一张开段小端,张开段为圆锥形结构。
10.优选的是,模座包括:座体以及模本体,座体开设有相互连通的安装孔和穿孔,安装孔和穿孔连通后贯穿座体,安装孔内安装模本体,模本体贯穿有模腔,安装孔直径大于穿
孔直径,安装孔与穿孔连通处形成台阶,模本体与台阶紧贴。
11.优选的是,穿孔直径大于散热铜管的小圆段直径。
12.相比于现有技术,本实用新型具有如下有益效果:
13.由于本技术中需要将较大的原料直管端部旋缩形成目标产品的较小的端部,需要慢慢挤压成型,原料直管的端部慢慢被推进到模座的模腔内,也就是原料直管在挤压的过程中是一直向着模座移动的,模座一直旋转的,模座的旋转是由旋转驱动机构驱动的。挤压的时候,原料直管先伸入至导向段,导向段导向原料直管插入,导向段内壁有导向原料直管轴心线与模具轴心线对准的趋势,纠正一定的偏差,同时,导向段将原料直管的端部导向至缓慢过渡段,缓慢过渡段进一步开始挤压原料直管,使得原料直管被挤压后能够完美过渡到锥形段,锥形段使得原料直管挤压后形成目标产品的圆锥段,连接段将挤压成为圆柱段的导向至最终的端部成型段,连接段起到了中间的过渡作用,最终端部成型段中形成目标产品的小圆段。整个挤压过程中,还没成型时,有多余的部分可以被挤压到缺槽内,使得其他部分先成型,缺槽内供部分成型时多余部分变形,由于主要变形阶段在缓慢过渡段、锥形段以及连接段处,因此缺槽就设置在这三段处,从而保证了整体能够挤压成型。
14.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
15.图1为散热铜管的结构示意图;
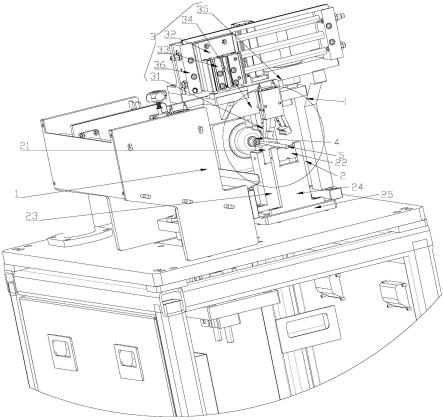
16.图2为散热铜管旋转缩成型模具的结构示意图;
17.图3为散热铜管旋转缩成型模具的主视图;
18.图4为图3中散热铜管旋转缩成型模具的a-a剖视图;
19.图5为图4中b处的放大图。
20.附图标记:小圆段11、第一异形锥段12、圆锥段13、第二异形锥段14、大圆段15、导向段2、缓慢过渡段3、第一挤压段31、中间缓冲段32、第二挤压段33、锥形段4、连接段5、端部成型段6、座体7、穿孔71、模本体8、缺槽9、张开段10。
具体实施方式
21.为了使本实用新型实现的技术手段、创作特征、达成目的与作用更加清楚及易于了解,下面结合附图和具体实施方式对本实用新型作进一步阐述:
22.如图1至图5所示,本实用新型公开了一种散热铜管旋转缩成型模具,包括:模座;模座开设有模腔;模腔包括:导向段2、缓慢过渡段3、锥形段4、连接段5以及端部成型段6,导向段2、缓慢过渡段3、锥形段4、连接段5以及端部成型段6从前到后依次设置,导向段2小端与缓慢过渡段3大端连通,缓慢过渡段3小端与锥形段4大端连通,锥形段4小端通过连接段5与端部成型段6连通,端部成型段6直径与散热铜管的小圆段11外直径相等,连接段5与散热铜管的异形锥段匹配;模腔内壁向背离模座轴心线方向凹陷形成缺槽9,缺槽9位于缓慢过度段、锥形段4以及连接段5。
23.缓慢过渡段3包括:第一挤压段31、中间缓冲段32以及第二挤压段33,第一挤压段31大端与导向段2小端连通,第一挤压段31小端通过中间缓冲段32连通至第二挤压段33,第
二挤压段33连通至锥形段4,第一挤压段31和第二挤压段33将原料直管向着轴心线进行挤压。缓慢过渡段3用过分为第一挤压段31、中间缓冲段32以及第二挤压段33三段设计,实现了第一挤压段31第一次挤压成型后,在中间缓冲段32进行缓冲,保证第一次挤压成型稳定,再后实现了第二挤压段33第二次挤压成型,使得再次挤压后能够顺利过渡到锥形段4中。缓慢过渡段3中对应形成目标产品的第二异形锥段14。
24.第一挤压段31的侧切面(侧切面为:从与模座轴心线平行方向切割后看过去的面)边缘为第一圆弧边缘,第二挤压段33的侧切面边缘为第二圆弧边缘,第一圆弧边缘和第二圆弧边缘均为圆弧形,中间缓冲段32的侧切面边缘为直线边缘,导向段2的侧切面边缘为第一斜线边缘,锥形段4的侧切面边缘为第二斜线边缘,第一斜线边缘和第二斜线边缘均与模座的轴心线方向之间夹角为锐角,第一斜线边缘和直线边缘均与第一圆弧边缘相切,直线边缘和第二斜线边缘均与第二圆弧边缘相切。使得导向段2能够到第一挤压段31光滑过渡、第一挤压段31能到中间缓冲段32光滑过渡、中间缓冲段32能够到第二挤压段33光滑过渡、第二挤压段33到锥形段4光滑过渡。
25.第一圆弧边缘向背离模座的轴心线方向弯曲,第二圆弧边缘向靠近模座的轴心线方向弯曲。第一圆弧边缘实现了第一次较为强硬的挤压成型,第二圆弧边缘进行稍微调整的第二次挤压成型,从而使得挤压变形后原料直管能够顺利进入锥形段4。
26.端部成型段6向着背离连接段5的一端连通至一张开段10小端,张开段10为圆锥形结构。张开段10小端将后续穿孔71连通,端部成型段6与最终成型的小圆段11紧贴,因此摩擦力较大,通过设置张开段10,避免与小圆段11紧贴的长度过长而导致推进工作阻力大,同时也避免需要将张开段10设置为高精度的端部成型段6而导致生产制作麻烦,降低了生产的困难性。
27.模座包括:座体7以及模本体8,座体7开设有相互连通的安装孔和穿孔71,安装孔和穿孔71连通后贯穿座体7,安装孔内安装模本体8,模本体8贯穿有模腔,安装孔直径大于穿孔71直径,安装孔与穿孔71连通处形成台阶,模本体8与台阶紧贴。模本体8安装在座体7内,座体7不需要和模板体一起成型,实现了分开生产,提高了生产效率。
28.穿孔71直径大于散热铜管的小圆段11直径。避免穿孔71阻挡小圆段11伸入。
29.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。