1.本实用新型涉及模具领域,尤指一种硅胶表带模具。
背景技术:
2.手表带是手表的重要配件,两根手表带连接在手表主体两侧,通过手表带可以将手表佩戴在手腕上,使用硅胶制作的手表带,具有良好的柔韧性,佩戴起来特别舒适,使用越来越广泛,深受大众的喜爱。硅胶表带的制作需要使用到模具,利用模具型腔的特定形状成型出硅胶表带所需造型和尺寸,现有的硅胶表带模具一套模具对应一款产品,在生产不同款的产品时需要将整套模具更换掉,增加了模具的开发、制作成本,增加了模具的管理难度,使用起来不够方便。
技术实现要素:
3.本实用新型所要解决的问题在于,提供一种硅胶表带模具,适用于生产不同款的手表带,降低模具开发、制作成本,便于管理。
4.解决上述技术问题要按照本实用新型提供的一种硅胶表带模具,包含上模板、下模板,上模板底部、下模板顶部分别横向贯穿设置有上模滑槽、下模滑槽,上模滑槽和下模滑槽上分别活动设置有若干上模仁和若干下模仁,上模仁底部和下模仁顶部分别对应设置有上模型面和下模型面,上模板上设置有流道系统,流道系统包含若干并列设置的连接组件、流道组,上模仁、下模仁的两端均延伸设置有限位端部,上模滑槽、下模滑槽的两侧壁均设置有与限位端部匹配的导向槽,限位端部活动设置于导向槽上,上模板侧壁沿上模滑槽的长度方向并列设置有若干与连接组件对应设置的活动槽体,活动槽体和导向槽之间贯穿设置有通槽,流道组包含设置于上模板顶部的集流槽、若干设置于上模板顶部且与活动槽体连通的分流槽、设置于上模板顶部并将分流槽与集流槽连通起来的连接槽,上模仁的其中一限位端部和上模型面之间连通设置有第一流道,连接组件设置于活动槽体中并将分流槽一端和第一流道一端连通。
5.优选地,上模板的一侧壁设置有容纳槽,活动槽体并列设置于容纳槽的内侧壁上,上模仁的其中一限位端部一端设置有与通槽连通的嵌合槽,连接组件包含活动块、复位弹簧,活动块包含活动设置于活动槽体上的座体部、从座体部一侧延伸至通槽中且与通槽匹配的连接端部,连接端部与通槽匹配,容纳槽上可拆卸连接有与容纳槽匹配的盖板,复位弹簧抵接在盖板和座体部一端之间,第一流道一端延伸至嵌合槽的顶壁上,连接端部的顶壁和座体部的顶部之间连通设置有第二流道,当连接端部在复位弹簧的弹力作用下插入嵌合槽中时,第二流道的两端分别与集流槽底端、第一流道一端连通。
6.优选地,活动块还包含延伸设置于座体部一侧的限位柱,复位弹簧套设在限位柱上,当连接端部插入嵌合槽中时,限位柱一端抵接在盖板内侧壁上。
7.优选地,连接端部包含依次设置的圆柱段、椭圆段,第二流道的一端延伸至圆柱段上,圆柱段活动设置于通槽上。
8.优选地,上模仁的其中一限位端部的两侧均设置有导向斜面。
9.优选地,上模板底部、下模板顶部均设置有分别位于上模滑槽、下模滑槽两侧的条形通槽,条形通槽与导向槽连通,导向槽一端铰接有与导向槽匹配的压板,压板活动设置于条形通槽上,上模板、下模板的一端面贯穿设置有与条形通槽连通的通孔,压板一端设置有与通孔对应设置的螺孔,通孔上设置有连接在螺孔上的螺丝。
10.本实用新型的有益效果为:本实用新型提供一种硅胶表带模具,设置独特的装配结构,由于上模板底部、下模板顶部分别设置有上模滑槽、下模滑槽,上模滑槽和下模滑槽上分别活动设置有若干上模仁和若干下模仁,可以根据使用需要方便地调整上模仁、下模仁的位置,并对上模仁、下模仁进行更换,以实现对不同款产品的成型需要以及调整一次成型的产品数量;安装上模仁时,将上模仁调整到连接组件的位置处,以让连接组件对分流槽一端和第一流道一端进行连通,确保上模板安装到上模后,热流道的树脂可以依次通过集流槽、连接槽、分流槽、连接组件、第一流道进入型腔中,保证合模后各个上模型面、下模型面闭合形成的型腔可以顺利得到填充成型。其结构简单,拆装方便,只需对上模仁、下模仁进行更换和调整即可生产不同款的产品和调整一次成型的产品数量,可以降低模具开发、制作成本,便于模具的管理。
附图说明
11.图1例示了本实用新型合模状态下的截面结构示意图。
12.图2例示了本实用新型连接组件复位状态下与上模板的装配截面示意图。
13.图3例示了本实用新型活动块的外形结构示意图。
14.图4例示了本实用新型上模板的外形结构示意图。
15.图5例示了本实用新型上模板、上模仁、连接组件的分解结构示意图。
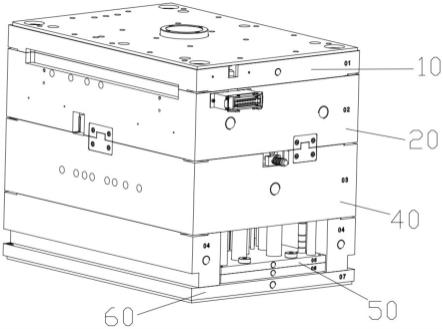
16.附图标号说明:上模板10、上模滑槽11、导向槽12、活动槽体13、通槽14、集流槽15、分流槽16、连接槽17、容纳槽18、盖板180、下模板20、下模滑槽21、条形通槽22、压板23、螺孔230、通孔24、螺丝240、上模仁30、上模型面31、限位端部32、导向斜面320、第一流道33、嵌合槽34、下模仁40、下模型面41、连接组件50、活动块51、座体部510、连接端部511、第二流道512、限位柱513、圆柱段514、椭圆段515、复位弹簧52。
具体实施方式
17.为使本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。
18.基于所描述的本公开的实施例,本领域普通技术人员的在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
19.参考图1-图5。
20.本实用新型提供一种硅胶表带模具,包含上模板10、下模板20,上模板10底部、下模板20顶部分别横向贯穿设置有上模滑槽11、下模滑槽21,上模滑槽11和下模滑槽21上分别活动设置有若干上模仁30和若干下模仁40,上模仁30底部和下模仁40顶部分别对应设置有上模型面31和下模型面41,上模板10上设置有流道系统,流道系统包含若干并列设置的
连接组件50、流道组,上模仁30、下模仁40的两端均延伸设置有限位端部32,上模滑槽11、下模滑槽21的两侧壁均设置有与限位端部32匹配的导向槽12,限位端部32活动设置于导向槽12上,上模板10侧壁沿上模滑槽11的长度方向并列设置有若干与连接组件50对应设置的活动槽体13,活动槽体13和导向槽12之间贯穿设置有通槽14,流道组包含设置于上模板10顶部的集流槽15、若干设置于上模板10顶部且与活动槽体13连通的分流槽16、设置于上模板10顶部并将分流槽16与集流槽15连通起来的连接槽17,上模仁30的其中一限位端部32和上模型面31之间连通设置有第一流道33,连接组件50设置于活动槽体13中并将分流槽16一端和第一流道33一端连通。
21.具体组装过程中,分别将上模板10、下模板安装在模具的上模、下模侧,上模侧的热流道连通至集流槽,在模具闲置时期无需安装上模仁30、下模仁40,组装成通用型的模具,可对每款手表带相应地制作具有不同形状尺寸的上模型面31和下模型面41的上模仁30和下模仁40,当需要使用模具生产手表带时,将该款产品的上模仁30、下模仁40分别组入上模滑槽11和下模滑槽21中,可以根据所需一次成型出的产品数量安装所需数量的上模仁30、下模仁40,并让各上模仁30、下模仁40相互对应,且保证上模仁30安装在相应的连接组件50一侧以确保连接组件可对分流槽一端和第一流道一端进行连通,完成模具的完整安装,再将模具安装到成型机上。合模后,上模型面31和下模型面41闭合形成型腔,通过成型机向模具的热流道向集流槽15输送热熔硅胶料,硅胶将依次通过集流槽15、连接槽17、分流槽16、连接组件50、第一流道33进入型腔中,从而同时在多个型腔中成型产品。其结构简单,拆装方便,只需对上模仁、下模仁进行更换和调整即可生产不同款的产品和调整一次成型的产品数量,可以降低模具开发、制作成本,便于模具的管理。
22.基于上述实施例,上模板10的一侧壁设置有容纳槽18,活动槽体13并列设置于容纳槽18的内侧壁上,上模仁30的其中一限位端部32一端设置有与通槽14连通的嵌合槽34,连接组件50包含活动块51、复位弹簧52,活动块51包含活动设置于活动槽体13上的座体部510、从座体部510一侧延伸至通槽14中且与通槽14匹配的连接端部511,连接端部511与通槽14匹配,容纳槽18上可拆卸连接有与容纳槽18匹配的盖板180,复位弹簧52抵接在盖板180和座体部510一端之间,第一流道33一端延伸至嵌合槽34的顶壁上,连接端部511的顶壁和座体部510的顶部之间连通设置有第二流道512,当连接端部511在复位弹簧52的弹力作用下插入嵌合槽34中时,第二流道512的两端分别与集流槽15底端、第一流道33一端连通。组装时,先将活动块51组入活动槽体13中,并让连接端部511插入通槽14中,然后将复位弹簧52放入活动槽体13中并将盖板180盖合在容纳槽18上,以让复位弹簧52抵接在座体部510和盖板180之间,连接端部511将在复位弹簧52的弹力作用下伸出通槽14外。将上模仁30组入上模滑槽11上时,当限位端部32移动到连接端部511一侧时,限位端部32将抵接在连接端部511上导致连接端部511压缩复位弹簧52,连接端部511将进行适当回缩并最终插入嵌合槽34中,此时集流槽15、第二流道512、第一流道33连通,确保热流道的热熔硅胶料可以顺利地进入型腔中;对于没有在相应的连接组件50一侧安装上模仁30的时候,座体部510在复位弹簧52的弹力作用下抵接在活动槽体13的内壁上,第二流道512顶端被活动槽体13的顶壁封闭,分流槽16底端被座体部510顶端闭合,可以防止分流槽16的热熔硅胶料泄漏。
23.基于上述实施例,活动块51还包含延伸设置于座体部510一侧的限位柱513,复位弹簧52套设在限位柱513上,当连接端部511插入嵌合槽34中时,限位柱513一端抵接在盖板
180内侧壁上。将复位弹簧52套设在限位柱513上,可以防止复位弹簧513偏移,并且保证连接端部511插入嵌合槽34中后不会前后活动,确保成型质量。
24.基于上述实施例,连接端部511包含依次设置的圆柱段514、椭圆段515,第二流道512的一端延伸至圆柱段514上,圆柱段514活动设置于通槽14上。在上模仁30的限位端部32与椭圆段515接触时,利用椭圆段515的曲面可以提高限位端部32滑过连接端部511的流畅性,活动块51在受到限位端部32的推力后压缩复位弹簧52,椭圆段515将插入嵌合槽34中,确保连接组件50可以与限位端部32顺利对接。
25.基于上述实施例,上模仁30的其中一限位端部32的两侧均设置有导向斜面320。在上模仁30的限位端部32与椭圆段515接触时,导向斜面320将与椭圆段515接触相抵,活动块51在受到限位端部32的推力后压缩复位弹簧52,椭圆段515将插入嵌合槽34中,确保连接组件50可以与限位端部32顺利对接。
26.基于上述实施例,上模板10底部、下模板20顶部均设置有分别位于上模滑槽11、下模滑槽21两侧的条形通槽22,条形通槽22与导向槽12连通,导向槽12一端铰接有与导向槽12匹配的压板23,压板23活动设置于条形通槽22上,上模板10、下模板20的一端面贯穿设置有与条形通槽22连通的通孔24,压板23一端设置有与通孔24对应设置的螺孔230,通孔24上设置有连接在螺孔230上的螺丝240。分别将上模仁30、下模仁40组装到上模滑槽11、下模滑槽21上后,将压板23组入条形通槽22中并将上模仁30、下模仁40两侧的限位端部32压紧,然后使用螺丝240连接在通孔24和螺孔230之间,以对压板23进行固定,从而对上模仁30、下模仁40进行定位,避免上模仁30、下模仁40在上模滑槽11、下模滑槽21上偏移,提高成型质量。
27.以上实施方式仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的权利要求书确定的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。