一种xpe片材自动发泡生产线的网带传动装置
技术领域
1.本实用新型属于通用机械装备制造技术领域,具体地,涉及一种xpe片材自动发泡生产线的网带传动装置。
背景技术:
[0002] xpe即化学交联聚乙烯发泡材料,是用低密度聚乙烯树脂加交联剂和发泡剂经过高温连续发泡而成,与epe(物理发泡聚乙烯,俗称珍珠棉)相比,抗拉强度更高,泡孔更细。xpe材质相较于其他pe或者非pe类的材料在耐用性、抗光照、抗物理撞击等方面有着出色的表现,xpe本身化学性质稳定,不易分解,无气味,弹性好。是制造爬行垫、隔音层、隔热层、汽车脚垫的优选材料。
[0003]
在xpe发泡过程前,需要将实心片材送入高温加热炉中,在炉内温度达到片材发泡温度后,使得实心片材发泡。
[0004]
但是,实心片材的输送装置适配性较差,在与xpe生产线配合过程中,输送装置不能与前段和后端的设备良好匹配,因此需要三四个工人协助进行操作,费时费力,并且降低了生产线的自动化程度。
技术实现要素:
[0005]
实用新型目的:本实用新型的目的是提供一种xpe片材自动发泡生产线的网带传动装置,解决了现有技术中的xpe板材的适应性较差,不能与其他设备之间进行匹配的问题。
[0006]
技术方案:本实用新型提供了一种xpe片材自动发泡生产线的网带传动装置,包括进料架、从动钢辊、纠偏钢辊一、出料架、网带驱动装置、传动网带、主动钢辊、过渡钢辊一、过渡钢辊二、浮动冷却辊和两个对称设置的升降机,所述进料架和出料架处于同一直线上,所述从动钢辊和纠偏钢辊一均设置在进料架上,所述网带驱动装置、主动钢辊、过渡钢辊一、过渡钢辊二和两个对称设置的升降机均设置在出料架上,并且网带驱动装置和主动钢辊连接,所述传动网带套设在从动钢辊、纠偏钢辊一、主动钢辊、过渡钢辊一和过渡钢辊二上,所述浮动冷却辊的两端分别设置在两个对称设置的升降机上,并且浮动冷却辊位于传动网带上端面上方。本实用新型的xpe片材自动发泡生产线的网带传动装置,在输送xpe板材的上方设有高度可调节的浮动冷却辊,能够适用于不同厚度的xpe板材,使得xpe板材在进行传动过程中通过浮动冷却辊进行冷却,能够进行xpe板材的良好成型,并且网带整体传动平稳,能够稳定的进行xpe板材的输送。
[0007]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述进料架上设有两个对称设置的从动钢辊位置调节装置和两个对称设置的纠偏钢辊位置调节装置,所述从动钢辊的两端和两个对称设置的从动钢辊位置调节装置连接,所述纠偏钢辊一和两个对称设置的纠偏钢辊位置调节装置连接。通过在从动钢辊的两端设置的两个对称设置的从动钢辊位置调节装置,能够灵活调节从动钢辊的位置没事的网带保持张紧,设置的两个对称设置
的纠偏钢辊位置调节装置能够调节纠偏钢辊一的位置,也可以进行网带张紧的调节。
[0008]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述两个对称设置的升降机上设有浮动冷却辊驱动装置,所述浮动冷却辊驱动装置和浮动冷却辊连接。浮动冷却辊驱动装置能够驱动浮动冷却辊进行转动,使得浮动冷却辊各个面均起到冷却作用。
[0009]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述网带驱动装置包括网带驱动电机、网带驱动主动轮、网带驱动从动轮和网带驱动链条,所述网带驱动电机和网带驱动从动轮均设置在出料架上,并且网带驱动电机的转轴和网带驱动主动轮连接,所述网带驱动链条套设在网带驱动主动轮和网带驱动从动轮上,所述网带驱动从动轮和主动钢辊的转轴连接。上述网带驱动装置结构简单,驱动力足,能够带动网带稳定的传动。
[0010]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述升降机包括两个对称设置的安装板、两个对称设置的升降驱动组件、连接轴和升降架体,所述两个对称设置的安装板固定设置在出料架上,所述两个对称设置的安装板和两个对称设置的升降驱动组件一一对应设置,并且升降驱动组件设置在安装板上,所述连接轴的两端分别与两个对称设置的升降驱动组件连接,所述升降架体和两个对称设置的升降驱动组件连接,所述浮动冷却辊设置在升降架体上。两个对称设置的升降驱动组件通过连接轴连接为一起,驱动两个对称设置的升降驱动组件任意一个即可使得升降架体整体升降。
[0011]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述从动钢辊位置调节装置包括气缸安装架、位置调节气缸一、位置调节支撑板一和位置调节滑板一,所述气缸安装架和位置调节支撑板一均固定设置在进料架上,所述位置调节气缸一固定设置在气缸安装架上,并且位置调节气缸一的活塞杆和位置调节滑板一连接,所述位置调节滑板一和位置调节支撑板一滑动连接,所述从动钢辊的转轴和位置调节滑板一连接。位置调节气缸一能够根据控制系统的要求,调整位置调节气缸一活塞杆伸出位置。
[0012]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述纠偏钢辊位置调节装置包括位置调节气缸二、位置调节支撑板二和位置调节滑板二,所述位置调节气缸二和位置调节支撑板二均固定设置在进料架上,并且位置调节气缸二的活塞杆和位置调节滑板二连接,所述位置调节滑板二和位置调节支撑板二滑动连接,所述纠偏钢辊一的转轴和位置调节滑板二连接。
[0013]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述浮动冷却辊驱动装置包括冷却辊驱动电机、冷却辊驱动主动轮和冷却辊驱动从动轮,所述冷却辊驱动电机的转轴和冷却辊驱动主动轮连接,所述冷却辊驱动主动轮通过链条和冷却辊驱动从动轮连接,所述冷却辊驱动从动轮通过键和浮动冷却辊的转轴连接。冷却辊驱动电机带动齿轮盒链条构成的传动结构,能够稳定的驱动浮动冷却辊转动。
[0014]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述升降驱动组件包括手轮、蜗轮、蜗杆和升降丝杆,所述手轮和蜗杆连接,所述蜗轮和蜗杆构成蜗轮蜗杆传动,所述蜗轮通过键和升降丝杆连接,所述升降架体和升降丝杆的丝杆螺母连接。
[0015]
进一步的,上述的xpe片材自动发泡生产线的网带传动装置,所述蜗杆和连接轴之间设有联轴器,所述蜗杆的一端和连接轴的端部通过联轴器连接。
[0016]
上述技术方案可以看出,本实用新型具有如下有益效果:本实用新型所述的xpe片材自动发泡生产线的网带传动装置,能够与vc板材生产先良好匹配,使得xpe板的搬运和输
送更加方便,此网带传送结构在进行xpe板材传动的同时进行板材的冷却,整体机械结构工作稳定可靠,网带在运动过程中的整体稳定性高,同时结构紧凑,提高传动效果,具有较高的使用寿命。
附图说明
[0017]
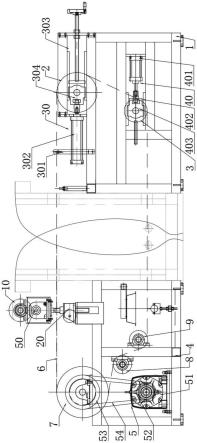
图1为本实用新型所述xpe片材自动发泡生产线的网带传动装置的主视图;
[0018]
图2为本实用新型所述xpe片材自动发泡生产线的网带传动装置的右视图;
[0019]
图3为本实用新型所述xpe片材自动发泡生产线的网带传动装置的左视图。
[0020]
图中:进料架1、从动钢辊2、纠偏钢辊一3、出料架4、网带驱动装置5、网带驱动电机51、网带驱动主动轮52、网带驱动从动轮53、网带驱动链条54、传动网带6、主动钢辊7、过渡钢辊一8、过渡钢辊二9、浮动冷却辊10、升降机20、安装板201、升降驱动组件202、连接轴203、升降架体204、手轮205、升降丝杆206、联轴器207、从动钢辊位置调节装置30、气缸安装架301、位置调节气缸一302、位置调节支撑板一303、位置调节滑板一304、纠偏钢辊位置调节装置40、位置调节气缸二401、位置调节支撑板二402和位置调节滑板二403、浮动冷却辊驱动装置50、冷却辊驱动电机501、冷却辊驱动主动轮502、冷却辊驱动从动轮503。
具体实施方式
[0021]
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
[0022]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0023]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
[0024]
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0025]
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特
征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0026]
实施例一
[0027]
如图1-3所示的xpe片材自动发泡生产线的网带传动装置,包括进料架1、从动钢辊2、纠偏钢辊一3、出料架4、网带驱动装置5、传动网带6、主动钢辊7、过渡钢辊一8、过渡钢辊二9、浮动冷却辊10和两个对称设置的升降机20,所述进料架1和出料架4处于同一直线上,所述从动钢辊2和纠偏钢辊一3均设置在进料架1上,所述网带驱动装置5、主动钢辊7、过渡钢辊一8、过渡钢辊二9和两个对称设置的升降机20均设置在出料架4上,并且网带驱动装置5和主动钢辊7连接,所述传动网带6套设在从动钢辊2、纠偏钢辊一3、主动钢辊7、过渡钢辊一8和过渡钢辊二9上,所述浮动冷却辊10的两端分别设置在两个对称设置的升降机20上,并且浮动冷却辊10位于传动网带6上端面上方。
[0028]
实施例二
[0029]
基于实施例一结构的基础上,所述进料架1上设有两个对称设置的从动钢辊位置调节装置30和两个对称设置的纠偏钢辊位置调节装置40,所述从动钢辊2的两端和两个对称设置的从动钢辊位置调节装置30连接,所述纠偏钢辊一3和两个对称设置的纠偏钢辊位置调节装置40连接。所述两个对称设置的升降机20上设有浮动冷却辊驱动装置50,所述浮动冷却辊驱动装置50和浮动冷却辊10连接。
[0030]
实施例三
[0031]
上述结构中,网带驱动装置5包括网带驱动电机51、网带驱动主动轮52、网带驱动从动轮53和网带驱动链条54,所述网带驱动电机51和网带驱动从动轮53均设置在出料架4上,并且网带驱动电机51的转轴和网带驱动主动轮52连接,所述网带驱动链条54套设在网带驱动主动轮52和网带驱动从动轮53上,所述网带驱动从动轮53和主动钢辊7的转轴连接。
[0032]
此外,升降机20包括两个对称设置的安装板201、两个对称设置的升降驱动组件202、连接轴203和升降架体204,所述两个对称设置的安装板201固定设置在出料架4上,所述两个对称设置的安装板201和两个对称设置的升降驱动组件202一一对应设置,并且升降驱动组件202设置在安装板201上,所述连接轴203的两端分别与两个对称设置的升降驱动组件202连接,所述升降架体204和两个对称设置的升降驱动组件202连接,所述浮动冷却辊10设置在升降架体204上。所述升降驱动组件202包括手轮205、蜗轮、蜗杆和升降丝杆206,所述手轮205和蜗杆连接,所述蜗轮和蜗杆构成蜗轮蜗杆传动,所述蜗轮通过键和升降丝杆206连接,所述升降架体204和升降丝杆206的丝杆螺母连接。所述蜗杆和连接轴203之间设有联轴器207,所述蜗杆的一端和连接轴203的端部通过联轴器207连接。蜗轮和蜗杆在图中省略未示出。
[0033]
再次,所述从动钢辊位置调节装置30包括气缸安装架301、位置调节气缸一302、位置调节支撑板一303和位置调节滑板一304,所述气缸安装架301和位置调节支撑板一303均固定设置在进料架1上,所述位置调节气缸一302固定设置在气缸安装架301上,并且位置调节气缸一302的活塞杆和位置调节滑板一304连接,所述位置调节滑板一304和位置调节支撑板一303滑动连接,所述从动钢辊2的转轴和位置调节滑板一304连接。所述纠偏钢辊位置调节装置40包括位置调节气缸二401、位置调节支撑板二402和位置调节滑板二403,所述位置调节气缸二401和位置调节支撑板二402均固定设置在进料架1上,并且位置调节气缸二
401的活塞杆和位置调节滑板二403连接,所述位置调节滑板二403和位置调节支撑板二402滑动连接,所述纠偏钢辊一3的转轴和位置调节滑板二403连接。
[0034]
另外,所述浮动冷却辊驱动装置50包括冷却辊驱动电机501、冷却辊驱动主动轮502和冷却辊驱动从动轮503,所述冷却辊驱动电机501的转轴和冷却辊驱动主动轮502连接,所述冷却辊驱动主动轮502通过链条和冷却辊驱动从动轮503连接,所述冷却辊驱动从动轮503通过键和浮动冷却辊10的转轴连接。
[0035]
以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进,这些改进也应视为本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。