1.本实用新型涉及一种香烟包装盒纸供给设备,特别涉及一种整条香烟包装盒纸的供给设备,属于香烟生产领域。
背景技术:
2.香烟生产线中,香烟的包装已经实现了自动化包装,但是,在包装纸的供给方面仍然利用手工作业,人工向生产线投放包装纸箱,图5是现有生产线整条香烟包装盒纸的供给装置,在整条香烟包装盒纸供给生产线的开始设备中,利用辊轮32滚动将叠加在一起的整条香烟包装纸30,所述辊轮32为非整体圆形的圆弧状结构,自下而上地单张滚动卷取,源源不断地供给生产线的传送带33,之前的整条香烟包装纸盒纸30是利用捆扎纸35以250张为一捆捆扎在一起的,需要人工切割捆扎纸,将纸张放置在整条香烟包装纸盒纸的倾斜支架31上,由倾斜支架31下方的滚轮32卷取包装纸的,由于生产线的需要,倾斜支架的底座34高度高出在1.7米,产业工人,需要将去掉捆扎纸的整沓包装纸居高从倾斜支架上方呈倾斜状态自上而下放入,这样底座加上倾向支架的高度接近2米,重复不断地进行这种居高动作,手工作业需要耗费很大的体力,再加上放置时需要注意包装纸的设置方向,稍有不慎一旦方向有误就会导致生产线的停产,因此,整条香烟包装盒纸供给的自动化是非常必要的。
技术实现要素:
3.针对整条香烟包装盒纸供给时倾斜支架的高度高消耗体力、放置时稍有不慎会导致生产线的停产的现实问题,本实用新型提供一种整条香烟包装盒纸的供给设备,其目的是降低操作人员的体力消耗,防止纸张放置失误,保证生产线的正常工作,实现生产线的全自动化运行。
4.本实用新型的技术方案是:一种整条香烟包装盒纸的供给设备,包括倾斜支架,工业机器人,所述倾斜支架上方转动设置有变角支架,变角支架的转动轴设置在生产线一侧,变角支架有两层限位板构成,两层限位板之间的一侧设置有捆扎纸切割装置,中间均开设有整沓整条香烟包装盒纸的限位孔,两层限位板之间至少三边设置有伸缩支撑舌,倾斜支架两侧设置有同步变角气缸,同步变角气缸支撑着变角支架的两侧边部,与生产线相对的倾斜支架相反侧设置有工业机器人,工业机器人将整捆的整条香烟包装盒纸放置在两层限位板的上层限位板的限位孔内,变角支架变角前整条香烟包装盒纸由伸缩支撑舌伸出支撑,变角后与倾斜支架内设置的整条香烟包装盒纸倾斜角度一致,整条香烟包装盒纸倾斜设置在倾斜支架内;
5.进一步,所述工业机器人固定设置在倾斜支架一旁,工业机器人机械臂端部设置有真空吸头和摄像头;
6.进一步,所述捆扎纸切割装置包括无杆气缸,无杆气缸一侧设置有移动滑块,移动滑块上设置有斜角刀片,斜角刀片刃部背离包装纸一边,移动滑块的移动方向与整条香烟包装盒纸长边平行;
7.进一步,所述倾斜支架内至少设置有一捆包装盒纸,一捆包装盒纸的两侧设置有整条香烟包装盒纸高度检测传感器;
8.进一步,所述限位孔的形状与捆扎在一起的整条香烟包装盒纸形状一致,限位孔边部设置有整条香烟包装盒纸厚度方向的导向板;
9.进一步,所述伸缩支撑舌固定在伸缩机构前端,伸缩机构设置在两层限位板之间,伸缩机构前端延伸后,位于两层限位板中上层限位板限位孔内的下方位置。
10.本实用新型具有的积极效果是:通过在倾斜支架上利用转轴以及同步变角气缸设置变角支架,同步变角气缸可驱动变角支架以转轴为轴心转动变角,可在水平状态下接收由工业机器人搬运过来的成捆整条香烟包装盒纸,通过在平行于成捆整条香烟包装盒纸长边一侧设置捆扎纸切割装置,利用无杆气缸滑块上的斜角刀片将捆扎纸切割开,在倾斜状态下整条香烟包装盒纸沿着限位孔落至向往的倾斜之间内;无杆气缸滑块上使用斜角刀片,有利于刀片的斜角端伸向捆扎纸内,在移动过程中切开捆扎纸;通过在变角装置中设置两层限位板,并在两层限位板中间开设限位孔,上层限位孔科定位整条香烟包装盒纸,下层限位孔有利于整沓的整条香烟包装盒纸沿着厚度方向导向板落入倾斜之间内;通过在工业机器人机械臂端部设置真空吸头和摄像头,不仅能够进行成捆整条香烟包装盒纸的搬运,而且可利用真空吸头吸取切割后的捆扎纸,利用摄像头能够设别条香烟包装盒纸的形状是否有误,判别设置方向是否正确,起到形状和方向的检测作用;通过在倾斜支架内始终保持一沓成捆的整条香烟包装盒纸的设置,一方面有利于不断供给整条香烟包装盒纸,另外,有利于利用整条香烟包装盒纸重力使倾斜支架中整条香烟包装盒纸下方设置的辊轮卷取单张整条香烟包装盒纸,如果重量太轻,不利于单张整条香烟包装盒的取出,利用本实用新型提供的整条香烟包装盒纸的供给设备,可降低操作人员的体力消耗,防止纸张放置失误,保证生产线的正常工作,实现生产线的全自动化运行。
附图说明
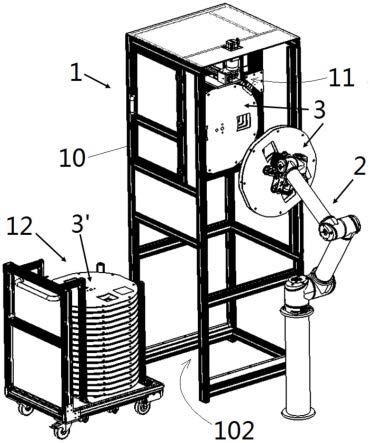
11.图1本实用新型的平面布置图。
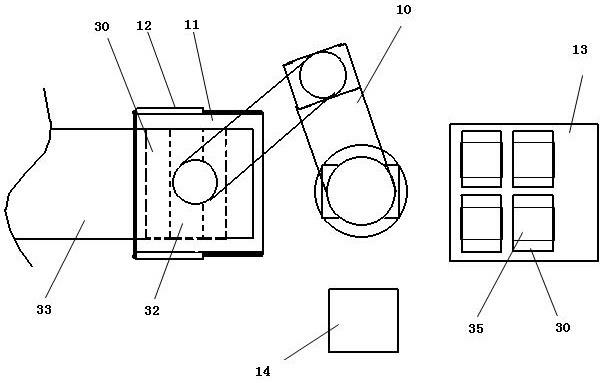
12.图2变角支架的俯视结构示意图。
13.图3变角支架的侧面结构示意图。
14.图4捆扎纸切割装置的俯视结构示意图。
15.图5现有生产线整条香烟包装盒纸的供给装置。
[0016] 标号说明:工业机器人10、变角支架11、同步变角气缸12、托架13、废纸箱14、上层限位板15a、下层限位板15b、长边伸缩气缸16a、短边伸缩气缸16b、转动轴17、变角杆端交接轴18a、变角气缸铰接轴18b、限位孔19、无杆气缸20、滑块21、斜角刀片22、高度检测传感器23、伸缩支撑舌24、整条香烟包装纸盒纸30、倾斜支架31、辊轮32、传送带33、底座34、捆扎纸35。
具体实施方式
[0017]
以下参照附图,就本实用新型的具体技术方案进行详细说明。
[0018] 本实用新型的技术方案是一种整条香烟包装盒纸30的供给设备,图1是本实用新型的平面布置图,图2是变角支架11的俯视结构示意图、图3是变角支架11的侧面结构
示意图、本实用新型包括倾斜支架31,工业机器人10,所述倾斜支架31上方转动设置有变角支架11,变角支架11的转动轴17设置在生产线一侧,变角支架11有两层限位板构成,分别是上层限位板15a和下层限位板15b,上层限位板15a和下层限位板15b之间的一侧设置有捆扎纸35切割装置,中间均开设有整沓整条香烟包装盒纸30的限位孔19,上层限位板15a和下层限位板15b之间至少三边设置有伸缩支撑舌24,倾斜支架31两侧设置有同步变角气缸12,同步变角气缸12支撑着变角支架11的两侧边部,同步变角气缸12两端分别利用变角杆端交接轴18a、变角气缸铰接轴18b转动支撑,与生产线相对的倾斜支架31相反侧设置有工业机器人10,工业机器人10将整捆的整条香烟包装盒纸30放置在两层限位板的上层限位板15a的限位孔19内,限位孔19内的形状与的整条香烟包装盒纸30的捆扎状态下的形状一致,变角支架11变角前整条香烟包装盒纸30由伸缩支撑舌24伸出支撑,伸缩支撑舌24固定在长边伸缩气缸16a和短边伸缩气缸16b的气缸杆端,变角后与倾斜支架31内设置的整条香烟包装盒纸30倾斜角度一致,整条香烟包装盒纸30倾斜设置在倾斜支架31内;
[0019]
所述工业机器人10固定设置在倾斜支架31一旁,工业机器人10机械臂端部设置有真空吸头和摄像头。
[0020]
图4是捆扎纸切割装置的俯视结构示意图,所述捆扎纸35切割装置包括无杆气缸20,无杆气缸20一侧设置有移动滑块21,移动滑块21上设置有斜角刀片22,斜角刀片22刃部背离包装纸一边,移动滑块21的移动方向与整条香烟包装盒纸30长边平行。
[0021]
参照图3,所述倾斜支架31内至少设置有一捆包装盒纸,一捆包装盒纸的两侧设置有整条香烟包装盒纸30高度检测传感器23。
[0022]
所述限位孔19的形状与捆扎在一起的整条香烟包装盒纸30形状一致,限位孔19边部设置有整条香烟包装盒纸30厚度方向的导向板。
[0023]
参照图3,所述伸缩支撑舌24固定在伸缩机构前端,伸缩机构设置在上层限位板15a和下层限位板15b之间,伸缩机构前端延伸后,位于两层限位板中上层限位板15a限位孔19内的下方位置。
[0024]
在本实施例中,所述伸缩机构采用的是气缸,包括长边伸缩气缸16a、短边伸缩气缸16b,图3中所可到的是整条香烟包装盒纸30的短边一侧。
[0025]
具体实施步骤:
[0026]
1)、利用agv(移动搬运小车)将多个带有捆扎纸35的成捆整条香烟包装盒纸30搬运并摆放到工业机器人10旁设置的托架13上;
[0027]
2)、工业机器人10的机械手臂臂端移动到托架13上成捆整条香烟包装盒纸30上方,搬运成捆整条香烟包装盒纸30至水平设置的变角支架11上方;
[0028]
3)、变角支架11中多个伸缩支撑舌24延伸至上层限位板15a的限位孔19内下方位置,工业机器人10的机械手臂将成捆整条香烟包装盒纸30放置在上层限位孔19内多个伸缩支撑舌24上;
[0029]
4)、捆扎纸35切割装置的斜角刀片22移动插入捆扎纸35与整条香烟包装盒纸30之间的间隙内,捆扎纸35切割装置带动斜角刀片22沿着平行于整条香烟包装盒纸30长边方向移动,切断捆扎纸35;
[0030]
5)、位于整条香烟包装盒纸30长边一侧与捆扎纸叠加在一起的长边伸缩气缸16a的伸缩支撑舌24退缩,长边伸缩气缸16a的伸缩支撑舌24与捆扎纸处于无接触状态,只有短
边伸缩气缸16b的伸缩支撑舌24支撑整条香烟包装盒纸;
[0031]
6)、工业机器人10的机械手臂转动并下降,臂端的真空吸盘吸取捆扎纸35,移动工业机器人10的机械手臂上升后转动,再下降将切断后的捆扎纸35放置到废纸箱14中;
[0032]
7)、变角支架11在同步变角气缸12驱动下,变角支架11以转动轴17为轴心转动变角至与倾斜支架31内设置的整条香烟包装盒纸30纸面平行状态,限位孔19周边的多个伸缩支撑舌24退回;
[0033]
8)、去掉捆扎纸35的整条香烟包装盒纸30沿着导向板下降至已有整条香烟包装盒纸30上方,完成成捆条香烟包装盒纸的供给;
[0034]
9) 变角支架11在同步变角气缸12驱动下,变角支架11以转动轴17为轴心转动变角至水平状态,限位孔19周边的多个伸缩支撑舌伸出24,准备接收下一沓整条香烟包装盒纸30。
[0035]
本通过在倾斜支架31上利用转轴以及同步变角气缸12设置变角支架11,同步变角气缸12可驱动变角支架11以转动轴17为轴心转动变角,可在水平状态下接收由工业机器人10搬运过来的成捆整条香烟包装盒纸30,通过在平行于成捆整条香烟包装盒纸30长边一侧设置捆扎纸35切割装置,利用无杆气缸20滑块21上的斜角刀片22将捆扎纸35切割开,在倾斜状态下整条香烟包装盒纸30沿着限位孔19落至向往的倾斜之间内;无杆气缸20滑块21上使用斜角刀片22,有利于刀片的斜角端伸向捆扎纸35内,在移动过程中切开捆扎纸35;通过在变角装置中设置两层限位板,并在两层限位板中间开设限位孔19,上层限位孔19科定位整条香烟包装盒纸30,下层限位孔19有利于整沓的整条香烟包装盒纸30沿着厚度方向导向板落入倾斜之间内;通过在工业机器人10机械臂端部设置真空吸头和摄像头,不仅能够进行成捆整条香烟包装盒纸30的搬运,而且可利用真空吸头吸取切割后的捆扎纸35,利用摄像头能够设别条香烟包装盒纸的形状是否有误,判别设置方向是否正确,起到形状和方向的检测作用;通过在倾斜支架31内始终保持一沓成捆的整条香烟包装盒纸30的设置,一方面有利于不断供给整条香烟包装盒纸30,另外,有利于利用整条香烟包装盒纸30重力使倾斜支架31中整条香烟包装盒纸30下方设置的辊轮32卷取单张整条香烟包装盒纸30,如果重量太轻,不利于单张整条香烟包装盒的取出,利用本实用新型提供的整条香烟包装盒纸30的供给设备,可降低操作人员的体力消耗,防止纸张放置失误,保证生产线的正常工作,实现生产线的全自动化运行。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。