1.本发明是一种小型禽蛋智能视觉分拣包装设备、控制系统及实现方法,属于包装设备技术领域。
背景技术:
2.随着国家经济的进步人民生活水平的提高和农产品出口的增加,现在人们对农产品的品质要求越来越高越来越细,从而对农产品加工企业提出更高的要求,然而现在劳动力紧缺,人工效率低下,人工费高涨给企业带来很大压力。
3.禽蛋生产、运输、销售过程中,对以禽蛋的完整度、禽蛋清洁度作为分拣条件的快速无损分拣有着强烈的需求。
4.其中从禽蛋完整度角度来说,禽蛋缺陷包括薄壳、软壳、裂口、凹陷,禽蛋的运输环节不完整的禽蛋自身会产生更加严重的破损,导致蛋液流出,污染其他良品蛋。
5.从禽蛋清洁度来说,缺陷包含蛋壳血斑、蛋壳花斑、蛋壳羽毛附着、蛋壳异物附着,附有以上缺陷的禽蛋不满足卫生要求不利于禽蛋销售。
技术实现要素:
6.本发明要解决的技术问题是针对以上不足,提供一种小型禽蛋智能视觉分拣包装设备,将基于深度学习的计算机视觉技术、机器视觉技术、自动化控制技术、传感技术有机地整合在一台设备上,实现了禽蛋品分拣的智能化,装箱的自动化,设计简单,使用便捷,检出精准,提高禽蛋生产企业生产效率,降低成本,提高商品质量,提高企业生产智能化水平降低管理成本。
7.为解决以上技术问题,本发明采用以下技术方案:一种小型禽蛋智能视觉分拣包装设备,包括工作台,工作台上安装有输送排序定位机构,输送排序定位机构前端设有蛋输送机构,输送排序定位机构后端设有瑕疵品暂存机构,输送排序定位机构的上方安装有视觉识别系统和称重拾取机构;所述称重拾取机构的上部安装有升降机构,升降机构连接有左右移动机构,左右移动机构控制升降机构左右移动,所述输送排序定位机构包括弯板链条,所述输送排序定位机构的弯板链条之间安装有禽蛋翻转机构、光源机构和托辊清洗机构。
8.进一步的,所述蛋输送机构包括蛋链,蛋链的末端设有输送带,蛋链用于将禽蛋从鸡舍输送到输送带前端,输送带的末端连接输送排序定位机构,输送带的末端与输送排序定位机构之间设有气动挡蛋板,输送带用于将禽蛋输送到输送排序定位机构;所述输送排序定位机构包括由若干槽轮串联而成的槽轮辊和弯板链条,槽轮辊以固定的距离固定在弯板链条上,弯板链条成环状循环转动,相邻两槽轮辊之间形成有凹槽,禽蛋置于凹槽之中;所述视觉识别系统包括遮光罩,遮光罩内顶部安装有相机,遮光罩的下部设有检修门。
9.进一步的,所述称重拾取机构包括上基板的上端连接有连接有称重模块,所述上基板的下端连接有下基板,上基板和下基板的四周通过封闭板封闭,上基板与称重模块之间安装有加热风机,加热风机向上基板和下基板之间吹送热风;所述下基板的下端安装有若干吸盘,吸盘通过负压吸取禽蛋,吸盘排列间距规格与禽蛋位置一一对应,每个吸盘可以单独控制取放动作。
10.进一步的,所述升降机构包括升降机构支架,升降机构支架上安装有竖向丝杆和两条竖向直线滑轨,竖向丝杆连接有竖向丝杆电机,竖向丝杆电机带动竖向丝杆升降;所述左右移动机构包括水平安装板,水平安装板上安装有两条水平直线滑轨,两条水平直线滑轨之间安装有横向丝杆,横向丝杆连接有横向丝杆电机,升降机构支架安装在水平直线滑轨上,升降机构支架可以在水平直线滑轨上流畅滑动,升降机构支架与横向丝杆的丝母连接,横向丝杆电机正转或反转带动横向丝杆正反转,横向丝杆正反转丝母就向左或向右运动从而带动升降机构支架左右移动,称重拾取机构也就左右移动。
11.进一步的,所述禽蛋翻转机构包括直线滑轨,直线滑轨连接有电推缸,直线滑轨上固定有齿条,齿条啮合有传动齿轮,传动齿轮固定在槽轮辊上,当电推缸推出和缩回运动时推动直线滑轨带动齿条运动,齿条直线运动带动传动齿轮转动从而带动槽轮辊转动,相邻两个槽轮辊转动带动一个禽蛋转动,实现禽蛋翻转;所述光源机构包括气动升降装置,气动升降装置的上安装有散热基板,散热基板上均匀安装有若干led点光源,led点光源上罩有光源遮光罩,光源遮光罩可与禽蛋贴合,led点光源安装于光源遮光罩内,led点光源个数与蛋一一对应。
12.一种禽蛋智能视觉分拣包装设备的控制系统,包括plc,plc连接有蛋链、气动挡蛋板、输送带、输送排序定位机构、托辊清洗机构、升降机构、左右移动机构、禽蛋翻转机构、称重拾取机构和光源机构。
13.一种禽蛋智能视觉分拣包装设备的控制系统的实现方法,包括以下步骤:步骤1,系统上电,蛋链启动,输送带启动,延时x秒,挡蛋板提升;步骤2,输送排序定位机构启动,弯板链条转动,直至托辊的预设位置布满禽蛋,此时,蛋链、输送带、输送排序定位机构停止动作,禽蛋到达拍照区;步骤3,光源机构升起,led光源对准每个禽蛋,禽蛋液为胶体,通过led光源的近距离照射,使发生丁达尔效应,以此放大禽蛋缺陷图像特征,相机对视野内禽蛋第一次拍摄,图像上传给计算机;第一次拍摄完成后,光源机构落下,禽蛋翻转机构动作,翻转齿条推动托辊转动,禽蛋在原位置滚动三分之一周长停止;步骤4,光源机构升起,led光源对准每个禽蛋,相机对视野内禽蛋第二次拍摄,图像上传给计算机;第二次拍摄完成后,光源机构落下,禽蛋翻转机构动作,翻转齿条推动托辊转动,禽蛋再滚动三分之一周长停止;步骤5,光源机构升起,led光源对准每个禽蛋,相机对视野内禽蛋第三次拍摄,图像上传给计算机,保证对每个禽蛋进行360度的周面信息采集,第三次拍摄完成后,光源机构落下;步骤6,计算机对采集到的禽蛋图像进行缺陷检测,确定有缺陷的禽蛋;
禽蛋液为胶体,蛋壳具有透光性,通过光源的近距离照射,使发生丁达尔效应,以此放大禽蛋缺陷图像特征,具体来说:对于薄壳缺陷,禽蛋图像呈现出非常明显的光亮度,使其非常明显的区分于良品蛋;对于破损缺陷,禽蛋图像呈现出非常明显的破损纹理,相较于自然光拍摄下的禽蛋破损图像,极大地加强了破损区域与正常区域的对比度;对于附着物缺陷,禽蛋图像呈现出明显的不透光性,相较于自然光拍摄下的禽蛋破损图像,极大地加强了破损区域与正常区域的对比度;步骤7,启动蛋链、输送带、输送排序定位机构,蛋链、输送带、输送排序定位机构三者动作的速差协同,将拍照完成的禽蛋输送到抓取区,且托辊的预设位置布满禽蛋,此时,蛋链、输送带、输送排序定位机构停止动作,再循环进行步骤3至步骤5的动作;步骤8,计算机识别完成后给称重拾取机构发送拾取指令,同时发送瑕疵品坐标,并指令瑕疵品坐标对应的称重拾取机构停止工作,只命令称重拾取机构拾取禽蛋良品,瑕疵品滞留于输送排序定位机构上;步骤9,称重拾取机构拾取良品离开输送排序定位机构后,启动输送排序定位机构循环上述动作,称重拾取机构升到指定高度后,在左右移动机构作用下向左或向右移动到达蛋箱上方后下降到预定高度(采用深度传感器感知,计算机计算)释放禽蛋,装箱一次动作完成,此动作循环多次直到完成预定重量。
14.进一步的,所述步骤9具体包括以下步骤:步骤9.1,瑕疵品随着输送排序定位机构前进进入瑕疵品存放机构,称重拾取机构拾取良品离开输送排序定位机构悬空后,称重模块启动称重,计算机结合统计结果计算单个禽蛋重量、总重、蛋箱内累计重量,对单个蛋重进行统计,根据计算结果确定蛋箱中缺少的个数指令拾取机构补足数量,从而达到预定重量;步骤9.2,称重拾取机构拾取良品离开输送排序定位机构悬空后,称重模块启动称重,计算机结合统计结果计算单个禽蛋重量、总重、蛋箱内累计重量,对单个蛋重进行统计,根据计算结果确定蛋箱中缺少的个数指令拾取机构补足数量,从而达到预定重量;步骤9.3,本设备线往复工作,计算机记录良品蛋、个个缺陷蛋数量,并以天、星期、月、年为周期,统计分析数据,目的为对养殖主提供精准的禽蛋数据从而调整养殖策略。
15.进一步的,所述禽蛋缺陷检测方法包括以下步骤:步骤6.1,预准备,具体包括以下步骤:步骤6.1.1,数据标注,对采集的图像进行标注,标注的方法为:优先标注薄壳缺陷,当某个禽蛋有多个缺陷且包含薄壳缺陷时,只标注薄壳缺陷;破损缺陷与附着物缺陷标注优先级相同,当某个禽蛋同时有破损缺陷与附着物缺陷时,对这两种缺陷同时标注;相同缺陷采用合并标注的方法,当某个禽蛋同时有多个相同缺陷时,只进行一次标注,该标注囊括这几个相同缺陷;步骤6.1.2,数据集构建;以标注好的图像为基础,构建禽蛋分拣-深度学习数据集,共包含薄壳缺陷数据集与附着物-破损数据集;
薄壳缺陷数据集构建方法:薄壳缺陷数据集内包含的特征标签为薄壳缺陷、非薄壳,初始化数据集中的图像包含40个禽蛋,具体的某个禽蛋在整体图像内的像素区域确定,因此首先在整体图像的基础上根据像素坐标切割出40张小图像,每张小图像为包含一个禽蛋的最小图像,然后根据标注结果将其分类薄壳数据集、非薄壳数据集,再分别将这两个子数据集划分为训练集、验证集、测试集;附着物-破损数据集构建方法:附着物-破损数据集内包含的特征标签为良品蛋、附着物缺陷、破损缺陷。根据初始数据集上的标注结果,在整体图像上,将含有薄壳缺陷的禽蛋子图像素替换为rgb(114,114,114)也即灰色,目的为减少薄壳蛋图像对附着物、破损目标识别过程中的干扰,降低附着物、破损目标识别的复杂度。替换后图像组成附着物-破损数据集,再将其分为训练集、验证集、测试集;步骤6.1.3,模型训练。
16.薄壳缺陷识别模型训练方法:薄壳缺陷识别使用图像分类方法,训练数据集为薄壳缺陷数据集,其具体的深度学习网络模型采用yolov5图像分类模型;将训练集输入yolov5图像分类模型中进行模型参数训练;附着物-破损缺陷识别模型训练方法:附着物-破损缺陷识别使用图像目标识别方法,训练数据集为附着物-破损数据集,其具体的深度学习网络模型采用yolov5图像目标识别模型;将训练集输入yolov5图像目标识别模型中进行模型参数训练。
17.进一步的,所述禽蛋缺陷检测方法还包括以下步骤:步骤6.2,人工智能视觉识别系统进行缺陷检测,具体包括以下步骤;步骤6.2.1,首先,识别薄壳缺陷。对图像进行预处理,使用与步骤6.1.2中描述的获取禽蛋小图像的相同方法,在整体图像的基础上切割出40张小图像,每张小图像为包含一个禽蛋的最小图像,并记录小图像在大图像内的像素坐标,将个个小图像输入图像分类模型,获得分类结果:薄壳缺陷、非薄壳,由此得出薄壳缺陷蛋编号序列;在大图像内,将薄壳蛋区域替换为灰色背景,生成替换图像,目的为减少薄壳蛋图像对附着物、破损目标识别过程中的干扰,降低附着物、破损目标识别的复杂度;步骤6.2.2,其次,识别附着物、破损缺陷,将替换图输出图像目标识别模型,获得目标识别结果:破损缺陷,附着物缺陷,以及缺陷禽蛋在大图像内的像素坐标,由此得出附着物、破损缺陷缺陷蛋编号序列;步骤6.2.3,最后,一批次禽蛋拍摄三张图像,因此对三组步骤6.2.1与步骤6.2.2输出的结果做合并。
18.本发明采用以上技术方案,与现有技术相比,具有如下技术效果:本发明将基于深度学习的计算机视觉技术、机器视觉技术、自动化控制技术、传感技术有机地整合在一台设备上,实现了禽蛋品分拣的智能化,装箱的自动化,设计简单,使用便捷,检出精准,提高禽蛋生产企业生产效率,降低成本,提高商品质量,提高企业生产智能化水平降低管理成本。
19.本发明可以检测出缺陷,区分良品蛋与缺陷蛋,抓取良品蛋装箱,剔除缺陷蛋,其中禽蛋缺陷包括薄壳、软壳、裂口、凹陷、含蛋壳血斑、蛋壳花斑、蛋壳羽毛附着、蛋壳异物附着。
附图说明
20.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
21.图1至图3为本发明中视觉分拣包装设备的结构示意图;图4为本发明中输送排序定位机构的结构示意图;图5为本发明中视觉识别系统的结构示意图;图6为本发明中光源机构的结构示意图;图7为本发明中称重拾取机构的结构示意图;图8为本发明中升降机构的结构示意图;图9为本发明中左右移动机构的结构示意图;图10为本发明中禽蛋翻转机构的结构示意图;图11为本发明中托辊清洗机构的结构示意图;图12为本发明中控制系统的结构框图;图13和图14为本发明中实现方法的流程图;图15为本发明中禽蛋缺陷检测方法的流程图。
具体实施方式
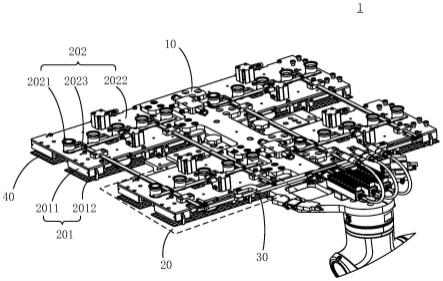
22.实施例1,如图1至图3所示,一种小型禽蛋智能视觉分拣包装设备,包括工作台1,工作台1上安装有输送排序定位机构2,输送排序定位机构2前端设有蛋输送机构,输送排序定位机构2后端设有瑕疵品暂存机构11,输送排序定位机构2的上方安装有视觉识别系统3和称重拾取机构4。
23.如图4所示,所述蛋输送机构包括蛋链12,蛋链12的末端设有输送带13,蛋链12用于将禽蛋从鸡舍输送到输送带前端,输送带13的末端连接输送排序定位机构2,输送带13的末端与输送排序定位机构2之间设有气动挡蛋板14,输送带13用于将禽蛋输送到输送排序定位机构2。
24.所述输送排序定位机构2包括由若干槽轮串联而成的槽轮辊21和弯板链条22,槽轮辊21以固定的距离固定在弯板链条22上,弯板链条22成环状循环转动,相邻两槽轮辊21之间形成有凹槽23,禽蛋置于凹槽23之中,因为槽轮规格固定,前后轮距固定形成蛋与蛋之间纵横向间距固定,形成固定坐标,便于计算机确定各个蛋的坐标,抓取机构的单体抓取单元与蛋的坐标亦一一对应。
25.如图5所示,所述视觉识别系统3包括遮光罩31,遮光罩31内顶部安装有相机32,遮光罩31的下部设有检修门33。
26.如图7所示,所述称重拾取机构4包括上基板41的上端连接有连接有称重模块44,称重模块44在没有拾取动作时称重模块处在置零状态,当拾取完成时,称重模块44启动,所
称出的是蛋的净重,计算机根据蛋的数量计算单重,从而实现精确装箱。
27.所述上基板41的下端连接有下基板42,上基板41和下基板42的四周通过封闭板45封闭,上基板41与称重模块44之间安装有加热风机46,加热风机46向上基板41和下基板42之间吹送热风,在气温达到冰点以下时对称重拾取机构4进行加温,防止负压结露成冰造成设备停用。
28.所述下基板42的下端安装有若干吸盘43,吸盘43通过负压吸取禽蛋,吸盘43排列间距规格与禽蛋位置一一对应,每个吸盘43可以单独控制取放动作。
29.如图8所示,所述称重拾取机构4的上部安装有升降机构5,升降机构5包括升降机构支架54,升降机构支架54上安装有竖向丝杆51和两条竖向直线滑轨52,竖向丝杆51连接有竖向丝杆电机53,竖向丝杆电机53带动竖向丝杆51升降,竖向直线滑轨52保证下部称重拾取机构上下直线运动的稳定性和流畅性,同时保证称重拾取机构不随竖向丝杆51转动。
30.如图9所示,所述分拣包装设备还包括左右移动机构6,左右移动机构6包括水平安装板61,水平安装板61上安装有两条水平直线滑轨62,两条水平直线滑轨62之间安装有横向丝杆63,横向丝杆63连接有横向丝杆电机64,升降机构支架54安装在水平直线滑轨62上,升降机构支架54可以在水平直线滑轨62上流畅滑动,升降机构支架54与横向丝杆63的丝母连接,横向丝杆电机64正转或反转带动横向丝杆63正反转,横向丝杆63正反转丝母就向左或向右运动从而带动升降机构支架54左右移动,称重拾取机构也就左右移动。
31.所述输送排序定位机构2的弯板链条22之间安装有禽蛋翻转机构7、光源机构8和托辊清洗机构9。
32.如图10所示,所述禽蛋翻转机构7只对上层槽轮辊起作用,包括直线滑轨71,直线滑轨71连接有电推缸72,直线滑轨71上固定有齿条73,齿条73啮合有传动齿轮74,传动齿轮74固定在槽轮辊21上,当电推缸72推出和缩回运动时推动直线滑轨71带动齿条73运动,齿条73直线运动带动传动齿轮74转动从而带动槽轮辊21转动,相邻两个槽轮辊21转动带动一个禽蛋转动,实现禽蛋翻转。
33.如图6所示,所述光源机构8包括气动升降装置81,气动升降装置81的上安装有散热基板82,散热基板82上均匀安装有若干led点光源83,led点光源83上罩有光源遮光罩84,光源遮光罩84可与禽蛋贴合,为了更好地让光源遮光罩84与蛋贴合不因漏光而造成反光和虚影,光源遮光罩84使用柔性黑色橡胶制成弹簧形状便于伸缩,led点光源83安装于光源遮光罩84内,led点光源83个数与蛋一一对应。气动升降机构推动散热基板82在禽蛋翻转时降下使光源遮光罩84与禽蛋脱离不影响禽蛋转动,在拍照时升起使光源遮光罩84与禽蛋紧密贴合防止漏光影响拍照质量。
34.如图11所示,所述托辊清洗机构9安装在输送排序定位机构2的尾端,清洗下层槽轮辊,包括高压喷淋机构91,高压喷淋机构91的前方依次安装有毛刷93和热风机92,高压喷淋机构91对槽轮辊进行喷水清洗,毛刷93用于对喷水后槽轮辊进行刷洗,热风机92对刷洗后槽轮辊进行吹风干燥,当槽轮辊有禽粪或蛋液污染物时手动开启托辊清洗机构9清洗槽轮辊,辊清洗机构9在输送排序定位机构2启动时才进行喷水和吹风,输送排序定位机构2停止时喷水和吹风也同时停止。
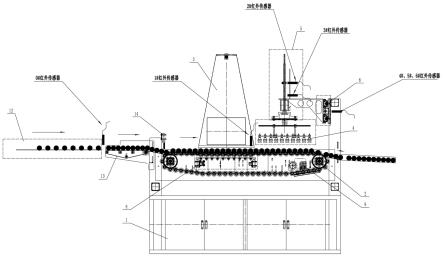
35.所述分拣包装设备还包括若干红外传感器,蛋链末端设有0#红外传感器,0#红外传感器标定禽蛋到达拍照区,视觉识别系统的底部设有1#红外传感器,1#红外传感器标定
禽蛋到达抓取区,升降机构处安装有竖直排列的2#红外传感器和3#红外传感器,2#红外传感标定称重拾取机构开机0点(最高点)信号,兼做拾取后上升停止信号,3#红外传感器标定称重拾取机构最低点、下降停止、上升开始和拾取信号,左右移动机构处安装有水平排列的4#红外传感器、5#红外传感器和6#红外传感器,4#红外传感器标定左右移动开始和中点停止信号,5#红外传感器和6#红外传感器用于确定称重拾取机构到达左右蛋箱正上方,兼做称重拾取机构下降信号。
36.如图12所示,一种禽蛋智能视觉分拣包装设备的控制系统包括plc,plc连接有蛋链、气动挡蛋板、输送带、输送排序定位机构、托辊清洗机构、升降机构、左右移动机构、禽蛋翻转机构、称重拾取机构和光源机构。
37.如图13和图14所示,一种禽蛋智能视觉分拣包装设备的实现方法包括以下步骤:步骤1,系统上电,蛋链启动,输送带启动,延时x秒,挡蛋板提升;步骤2,输送排序定位机构启动,弯板链条转动,直至托辊的预设位置布满禽蛋,此时,蛋链、输送带、输送排序定位机构停止动作,禽蛋到达拍照区;步骤3,光源机构升起,led光源对准每个禽蛋,禽蛋液为胶体,通过led光源的近距离照射,使发生丁达尔效应,以此放大禽蛋缺陷图像特征,相机对视野内禽蛋第一次拍摄,图像上传给计算机;第一次拍摄完成后,光源机构落下,禽蛋翻转机构动作,翻转齿条推动托辊转动,禽蛋在原位置滚动三分之一周长停止;步骤4,光源机构升起,led光源对准每个禽蛋,相机对视野内禽蛋第二次拍摄,图像上传给计算机;第二次拍摄完成后,光源机构落下,禽蛋翻转机构动作,翻转齿条推动托辊转动,禽蛋再滚动三分之一周长停止;步骤5,光源机构升起,led光源对准每个禽蛋,相机对视野内禽蛋第三次拍摄,图像上传给计算机,保证对每个禽蛋进行360度的周面信息采集,第三次拍摄完成后,光源机构落下;步骤6,计算机对采集到的禽蛋图像进行缺陷检测,确定有缺陷的禽蛋;禽蛋液为胶体,蛋壳具有透光性,通过光源的近距离照射,使发生丁达尔效应,以此放大禽蛋缺陷图像特征,具体来说:对于薄壳缺陷,禽蛋图像呈现出非常明显的光亮度,使其非常明显的区分于良品蛋。
38.对于破损缺陷,禽蛋图像呈现出非常明显的破损纹理,相较于自然光拍摄下的禽蛋破损图像,极大地加强了破损区域与正常区域的对比度。
39.对于附着物缺陷,禽蛋图像呈现出明显的不透光性,相较于自然光拍摄下的禽蛋破损图像,极大地加强了破损区域与正常区域的对比度。
40.步骤7,启动蛋链、输送带、输送排序定位机构,蛋链、输送带、输送排序定位机构三者动作的速差协同,将拍照完成的禽蛋输送到抓取区,且托辊的预设位置布满禽蛋,此时,蛋链、输送带、输送排序定位机构停止动作,再循环进行步骤3至步骤5的动作;步骤8,计算机识别完成后给称重拾取机构发送拾取指令,同时发送瑕疵品坐标,并指令瑕疵品坐标对应的称重拾取机构停止工作,只命令称重拾取机构拾取禽蛋良品,瑕
疵品滞留于输送排序定位机构上;步骤9,称重拾取机构拾取良品离开输送排序定位机构后,启动输送排序定位机构循环上述动作,称重拾取机构升到指定高度后,在左右移动机构作用下向左或向右移动到达蛋箱上方后下降到预定高度(采用深度传感器感知,计算机计算)释放禽蛋,装箱一次动作完成,此动作循环多次直到完成预定重量。
41.步骤9.1,瑕疵品随着输送排序定位机构前进进入瑕疵品存放机构,称重拾取机构拾取良品离开输送排序定位机构悬空后,称重模块启动称重,计算机结合统计结果计算单个禽蛋重量、总重、蛋箱内累计重量,对单个蛋重进行统计,根据计算结果确定蛋箱中缺少的个数指令拾取机构补足数量,从而达到预定重量。
42.步骤9.2,称重拾取机构拾取良品离开输送排序定位机构悬空后,称重模块启动称重,计算机结合统计结果计算单个禽蛋重量、总重、蛋箱内累计重量,对单个蛋重进行统计,根据计算结果确定蛋箱中缺少的个数指令拾取机构补足数量,从而达到预定重量。
43.步骤9.3,本设备线往复工作,计算机记录良品蛋、个个缺陷蛋数量,并以天、星期、月、年为周期,统计分析数据,目的为对养殖主提供精准的禽蛋数据从而调整养殖策略。
44.如图15所示,所述禽蛋缺陷检测方法包括以下步骤:步骤6.1,预准备。
45.步骤6.1.1,数据标注,对采集的图像进行标注,标注的方法为:优先标注薄壳缺陷,当某个禽蛋有多个缺陷且包含薄壳缺陷时,只标注薄壳缺陷;破损缺陷与附着物缺陷标注优先级相同,当某个禽蛋同时有破损缺陷与附着物缺陷时,对这两种缺陷同时标注;相同缺陷采用合并标注的方法,当某个禽蛋同时有多个相同缺陷时,只进行一次标注,该标注囊括这几个相同缺陷。
46.以这种方法进行图像标注,可以极大提高图像标注效率,降低数据集构建成本,同时提高禽蛋缺陷分拣正确率精度,且满足市场与技术需求。
47.步骤6.1.2,数据集构建。
48.以标注好的图像(命名为初始数据集)为基础,构建禽蛋分拣-深度学习数据集,共包含薄壳缺陷数据集与附着物-破损数据集。
49.薄壳缺陷数据集构建方法:薄壳缺陷数据集内包含的特征标签为薄壳缺陷、非薄壳(包含良品蛋与其他非薄壳缺陷),初始化数据集中的图像包含40个禽蛋,具体的某个禽蛋在整体图像内的像素区域确定,因此首先在整体图像的基础上根据像素坐标切割出40张小图像,每张小图像为包含一个禽蛋的最小图像,然后根据标注结果将其分类薄壳数据集、非薄壳数据集,再分别将这两个子数据集划分为训练集、验证集、测试集。
50.附着物-破损数据集构建方法:附着物-破损数据集内包含的特征标签为良品蛋、附着物缺陷、破损缺陷。根据初始数据集上的标注结果,在整体图像上,将含有薄壳缺陷的禽蛋子图像素替换为rgb(114,114,114)也即灰色,目的为减少薄壳蛋图像对附着物、破损目标识别过程中的干扰,降低附着物、破损目标识别的复杂度。替换后图像组成附着物-破损数据集,再将其分为训练集、验证集、测试集。
51.步骤6.1.3,模型训练。
52.薄壳缺陷识别模型训练方法:薄壳缺陷识别使用图像分类方法,训练数据集为薄壳缺陷数据集,其具体的深度学习网络模型采用yolov5图像分类模型;将训练集输入yolov5图像分类模型中进行模型参数训练。
53.附着物-破损缺陷识别模型训练方法:附着物-破损缺陷识别使用图像目标识别方法,训练数据集为附着物-破损数据集,其具体的深度学习网络模型采用yolov5图像目标识别模型;将训练集输入yolov5图像目标识别模型中进行模型参数训练。
54.步骤6.2,人工智能视觉识别系统进行缺陷检测。
55.步骤6.2.1,首先,识别薄壳缺陷。对图像进行预处理,使用与步骤6.1.2中描述的获取禽蛋小图像的相同方法,在整体图像的基础上切割出40张小图像,每张小图像为包含一个禽蛋的最小图像,并记录小图像在大图像内的像素坐标,将个个小图像输入图像分类模型,获得分类结果:薄壳缺陷、非薄壳,由此得出薄壳缺陷蛋编号序列(禽蛋编号指与机械结构、 禽蛋空间位置一一映射的个个禽蛋的编号)。
56.在大图像内,将薄壳蛋区域替换为灰色背景,生成替换图像,目的为减少薄壳蛋图像对附着物、破损目标识别过程中的干扰,降低附着物、破损目标识别的复杂度。
57.步骤6.2.2,其次,识别附着物、破损缺陷,将替换图输出图像目标识别模型,获得目标识别结果:破损缺陷,附着物缺陷,以及缺陷禽蛋在大图像内的像素坐标,由此得出附着物、破损缺陷缺陷蛋编号序列。
58.步骤6.2.3,最后,一批次禽蛋拍摄三张图像,因此对三组步骤6.2.1与步骤6.2.2输出的结果做合并。
59.本发明的描述是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显然的。选择和描述实施例是为了更好的说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。