1.本实用新型涉及包装设备技术领域,尤其涉及一种布匹包装设备。
背景技术:
2.布匹如蜡印布的生产过程中,生产好的布匹常需叠好或卷好后,捆绑打结固定,再装入一端开口的袋料内抽真空热封或直接密封,以进行包装后,方可进行销售。现有布匹包装过程中,布匹打结好后的装袋操作,大都由人工手动完成,一方面,手动装袋操作本身费时费力,人工体力劳动量和消耗大,不仅工作效率低下,装袋后产品的包装质量参差不齐,人工还易造成身体劳损;另一方面,人工装袋致使打结、包装不能形成全自动的连接生产,生产效率有待提高。
技术实现要素:
3.本实用新型的目的在于提供一种布匹包装设备。
4.实现本实用新型目的的技术方案是:一种布匹包装设备,包括进料送料单元、打结装置和套袋装置;所述套袋装置包括袋料置放台、袋料转移装置、开袋装置和推料台,所述推料台上设有直线推料机构,所述开袋装置位于所述直线推料机构推送路径的一端侧,所述袋料置放台位于所述袋料转移装置的移动路径上,所述开袋装置位于所述袋料转移装置上转移的袋料的移动路径上;所述进料送料单元的输送路径与所述直线推料机构推送路径依次衔接,所述进料送料单元的输送路径上设有打结工位,所述打结装置位于所述打结工位处。
5.进一步地,所述袋料转移装置为可升降、可水平移动的吸盘移载机构。袋料质轻、柔软,采用吸盘移载机构移载时,不仅可轻松将袋料取起,且取起袋料后,袋料的袋口下层还会因重量下垂,而使袋料的袋口轻松打开,便于后序移动到所述开袋装置处,由所述开袋装置进行开袋操作。
6.进一步地,所述开袋装置包括两开袋支臂和带动两所述开袋支臂相对移动实现开合的开合运动机构,两所述开袋支臂的开合路径与所述直线推料机构的推料路径相垂直。工作时,所述袋料转移装置将袋料从所述袋料置放台取起,并移载到所述开袋装置处,袋料的袋口套于所述开袋装置的两所述开袋支臂上后,所述开合运动机构带动两所述开袋支臂相对移动,使两所述开袋支臂相远离,间距变大,间距变大的两所述开袋支臂将袋料的袋口撑开,袋料的袋口撑开后,便于所述直线推料机构将所述推料台上的布匹推入袋口撑开了的袋料中,以使布匹入袋。本实用新型布匹包装设备,该所述开袋装置开袋动作简单,两所述开袋支臂伸入袋料的袋口后,通过两所述开袋支臂撑开的开袋操作可靠,不会轻易出现袋料脱落,开袋失败的情况。
7.进一步地,所述开合运动机构包括两直线导轨和一开袋驱动机构,两所述直线导轨水平平行、且与所述直线推料机构的推料路径相垂直,两所述开袋支臂与两所述直线导轨一一对应,所述开袋支臂滑动安装于相对应的所述直线导轨上,两所述开袋支臂上各设
有一与所述直线导轨平行的齿条,两所述齿条的中间设有一齿轮,两所述齿条均与所述齿轮啮合,两所述齿条与所述齿轮三者中任一与所述开袋驱动机构传动连接。所述开合运动机构可以为摆动机构,如通过所述开合运动机构带动两开袋支臂反向摆动,实现开合;也可以为水平直线移动机构,如通过所述开合运动机构带动两开袋支臂相对水平移动,实现开合。相比前者,后者运行更为稳定。且当所述开合运动机构为水平直线移动机构时,其开袋驱动机构可以为两个,如两开袋驱动机构分别对应驱动一所述开袋支臂于所述直线导轨上移动,实现开合;其开袋驱动机构也可以为一个,如上述设置,通常一所述开袋驱动机构驱动两所述齿条与所述齿轮三者中任一结构,使两所述齿条与所述齿轮三者联动,移动的两所述齿条分别带动与其固定的所述开袋支臂,使两所述开袋支臂水平相对移动,实现开合。本实用新型所述开合运动机构的设置简单,使用的开袋驱动机构少,成本低,且在同一所述开袋驱动机构的驱动下,所述开袋支臂进行开合时,同步率高。
8.进一步地,所述开袋驱动机构为一水平气缸,所述开袋驱动机构与两所述齿条中的任一齿条固定连接。所述开袋驱动机构可以为电机,如通过电机驱动所述齿轮,使所述齿轮和两所述齿条三者联动;所述开袋驱动机构也可以为气缸,通过气缸驱动两所述齿条中的任一齿条,使两所述齿条和所述齿轮三者联动。相比前者电机驱动,后者气缸驱动连接的结构更为简单。
9.进一步地,所述开袋支臂包括固定支架和c字形支臂本体,所述固定支架安装于所述开合运动机构上、由所述开合运动机构带动,所述c字形支臂本体固定安装于所述固定支架上;两所述开袋支臂的所述c字形支臂本体的开口相对。两所述c字形支臂本体伸入到袋料的袋口内后,撑开袋料的袋口时,通过两所述c字形支臂本体的定形,不仅可保证袋口两方向均具有较大的宽度,且撑开后的袋料的袋口边角工整,袋口可被利用的面积较大;另所述c字形支臂本体撑开袋料的袋口后,两开口相对的所述c字形支臂本体间形成入袋通道,两开口相对的所述c本身所占空间小,不会阻碍布匹入袋。
10.进一步地,两所述开袋支臂的所述c字形支臂本体的开口纵向错位扣合。如此,两所述开袋支臂相对移动进行开合时,两所述开袋支臂还可互为对方的导轨,相互牵制,相互导向,使两所述开袋支臂的开合运动更为稳定。
11.进一步地,所述c字形支臂本体靠近所述推料台的端部向所述推料台的一侧延伸有扩口。所述扩口的设置,更有利于布匹进入袋料的袋口,由袋口推入到袋料内。
12.进一步地,所述推料台上设有直线导槽,所述直线推料机构包括滑动推块和传动带机构,所述滑动推块滑动安装于所述直线导槽上,所述滑动推块位于所述传动带机构的上方、与所述传动带机构固定连接。所述滑动推块在所述传动带机构的带动下,可沿所述直线导槽作往复直线运动;具体地,工作时,布匹置于所述推料台上后,所述滑动推块在所述传动带机构的带动下,移动并推动布匹,使布匹进入袋口由所述开袋装置撑开后的袋料内;布匹入袋后,所述滑动推块在所述传动带机构带动下复位。该所述直线推料机构,由所述直线导槽进行导向,所述直线导槽的设置不会影响布匹于所述推料台上的置放;同时,所述滑动推块由所述传动带机构带动时,运行平稳。
13.进一步地,所述开袋装置的一侧还设有装料台,所述装料台与所述推料台分别位于所述开袋装置的两相对侧。所述装料台用于承接装入到袋料内的布匹,避免装入袋料后的布匹完全由袋料承重时,布匹重量过重,而造成袋料由所述开袋装置上脱落,布匹入袋失
败。
14.进一步地,所述装料台为输送台。
15.进一步地,所述进料送料单元包括进料输送台和送料装置,所述进料输送台和所述送料装置的输送路径间设有用于将所述进料输送台上的布匹转移到所述送料装置上的移料装置,所述推料台位于所述送料装置的输送路径上,所述送料装置的输送路径与所述直线推料机构的推料路径相衔接。该设置下,所述进料输送台用于进料;所述移料装置用于将所述进料输送台上的布匹转移到所述送料装置上;所述送料装置则用于将转移到其上的布匹送至所述推料台上;所述打结工位通常位于所述送料装置的输送路径上。本实用新型通过上述设置,可方便布匹在生产完成后,通过所述进料输送台送至进料,以经过打结工位时由所述打结装置进行打结后,再送至所述套袋装置进行套装操作,如此,形成连续作业,大大提高生产机械化程度,避免包装时的人工进料,减轻人工劳动强度,提高生产效率。且所述进料输送台进料的过程中,通过所述移料装置和所述送料装置的转移过渡,可有效衔接所述进料输送台、所述打结装置和所述直线推料机构的工作频率,使机械化进料的效率更高。
16.进一步地,所述进料输送台为皮带输送机。
17.进一步地,所述送料装置位于所述进料输送台输出端侧;所述移料装置包括第一水平直线移动机构、第一升降机构、移料支架和夹持气缸,所述第一水平直线移动机构的移动路径与所述进料输送台的输送路径平行,所述第一升降机构安装于所述第一水平直线移动机构上、由所述第一水平直线移动机构带动可水平直线移动,所述移料支架安装于所述第一升降机构上、由所述第一升降机构带动可升降移动,所述移料支架水平向所述进料输送台的一侧延伸有固定夹持部,所述夹持气缸垂直固定于所述移料支架上,所述夹持气缸的活塞杆与所述固定夹持部相对设置。该所述移料装置中,相对设置的所述夹持气缸和所述固定夹持部可对所述进料输送台上的布匹的一端进行夹持;具体地,所述夹持气缸动作,将所述进料输送台上的布匹的一端夹于所述夹持气缸与所述固定夹持部间,所述进料输送台上布匹的一端被夹住后,所述夹持气缸、所述固定夹持部及其间夹住的布匹在所述第一水平直线移动机构的带动下,沿与所述进料输送台的输送路径平行的方向水平直线移动,如此,将所述进料输送台上的布匹拉出所述进料输送台,并拉到所述送料装置上。本实用新型布匹包装设备中,所述移料装置可以为机械手、吸盘移载装置或上述结构,相比机械手、吸盘移载装置,上述移料装置的结构更为简单,移载过程更为可靠,不管布匹的材质是柔软,还是硬质的,其只需夹住布匹一端,即可实现拖拉移位。且所述移料装置中,所述移料支架和所述夹持气缸在所述第一升降机构的带动下,还可进行升降移动,该升降移动以便可于垂直方向上进行让位,使所述移料支架和所述夹持气缸将布匹拉到所述送料装置上后,可立刻升降再复位,使所述移料装置不会阻碍所述送料装置的送料操作,进而让所述送料装置的送料节奏更紧凑,设备工作效率更高;具体地,所述移料支架和所述夹持气缸将布匹拉到所述送料装置上后,所述移料支架在所述第一升降机构的带动下下降,而后所述送料装置动作的同时,所述移料支架再在所述第一水平直线移动机构的带动下,向所述进料输送台一侧移动,到位后再在所述第一升降机构的带动下上升,实现复位。
18.进一步地,所述夹持气缸位于所述固定夹持部的上方。所述夹持气缸可位于所述固定夹持部的上方,也可位于所述固定夹持部的下方;为避免所述夹持气缸承重,较佳地,
所述夹持气缸位于所述固定夹持部的上方。
19.进一步地,所述送料装置包括第一送料单元和第二送料单元,所述第一送料单元包括第二水平直线移动机构和第一梳齿板,所述第二水平直线移动机构的移动路径与所述第一水平直线移动机构的移动路径垂直,所述第一梳齿板安装于所述第二水平直线移动机构上、由所述第二水平直线移动机构带动可水平直线移动;所述第二送料单元包括第三水平直线移动机构、第二升降机构和第二梳齿板,所述第三水平直线移动机构的移动路径与所述第二水平直线移动机构的移动路径平行,所述第二升降机构安装于所述第三水平直线移动机构上、由所述第三水平直线移动机构带动可水平直线移动,所述第二梳齿板安装于所述第二升降机构上、由所述第二升降机构带动可升降移动;所述第一梳齿板向靠近所述第二梳齿板的一侧水平延伸有第一齿部,所述第二梳齿板向靠近所述第一梳齿板的一侧水平延伸有第二齿部,所述第一齿部和所述第二齿部于垂直于所述第三水平直线移动机构的移动路径的水平方向上相错位,所述第二梳齿板的输送路径和所述第一梳齿板的输送路径相衔接;所述推料台位于所述第一送料单元和所述第二送料单元间、且位于所述第一送料单元和所述第二送料单元下方,所述推料台远离所述移料装置的一侧上设有间隔排列分布的若干栅板,若干所述栅板与所述第二齿部于垂直于所述第三水平直线移动机构的移动路径的水平方向上相错位;所述第一梳齿板输送路径与所述移料装置的输送路径相衔接,所述第二梳齿板的输送路径与所述直线推料机构的推料路径相衔接。工作时,所述移料装置将所述进料输送台上的布匹转移到所述送料装置中所述第一送料单元的所述第一梳齿板上后,由所述第二水平直线移动机构带动可水平直线移动至所述推料台的上方,而后,所述第二送料单元的所述第二梳齿板在所述第三水平直线移动机构的带动下,水平直线移动到所述第一梳齿板的下方;所述第二梳齿板再在所述第二升降机构带动下上升,将所述第一梳齿板上的布匹抬起后,所述第一梳齿板水平直线移动退回至原位,而所述第二梳齿板则下降至所述推料台处;而后所述第二梳齿板水平移动向远离所述推料台的一侧退回,再上升回到原始位置;在所述第二梳齿板水平移动向远离所述推料台的一侧退回的过程中,所述第二梳齿板上的布匹则在所述栅板的阻挡下,脱落并置放在了所述推料台上。本实用新型所述送料装置的结构可以为机械手或上述结构,相比其它结构,上述送料装置可平衡、整齐地将布匹放于所述推料台上,以便布匹在所述直线推料机构的推送下,顺利入袋,包装成功率及整洁度更高。
20.进一步地,所述打结工位位于所述第一梳齿板和所述第二梳齿板的输送路径上。所述第一梳齿板与所述第二梳齿板衔接输送布料的过程中,存在多个停止、转换位,所述打结工位设于所述第一梳齿板和所述第二梳齿板的输送路径上,即可很好的利用停止、转换的运动,融入捆绑打结操作,使所述进料送料单元无需另设置便于打结的位置,也无需延长所述进料送料单元的输送路径,进而使得整个生产的输送路径更短,连续性更好。
21.进一步地,所述打结装置包括带料盘、夹绳夹总成、剪刀总成、步进夹总成、旋转夹总成和鹰嘴夹总成;所述带料盘位于所述打结工位靠近所述第一送料单元的一端侧,所述夹绳夹总成、所述剪刀总成、所述旋转夹总成和所述鹰嘴夹总成位于所述打结工位的同一侧,所述夹绳夹总成、所述剪刀总成、所述旋转夹总成和所述鹰嘴夹总成沿平行于所述第二水平直线移动机构移动路径的方向、向远离所述第一送料单元的一侧依次排列分布;所述步进夹总成和所述鹰嘴夹总成分别位于所述打结工位的两相对侧,所述步进夹总成安装于
一第四直线移动机构上、由所述第四直线移动机构带动可水平直线移动,所述第四直线移动机构的移动路径与所述第二水平直线移动机构的移动路径平行,所述步进夹总成包括第一步进夹组件和第二步进夹组件,所述第一步进夹组件和所述第二步进夹组件沿所述第四直线移动机构移动方向、向靠近所述第一送料单元的一侧依次排列分布;其中:
22.所述夹绳夹总成包括夹绳夹升降机构、夹绳夹进给机构和夹绳夹,所述夹绳夹进给机构安装于所述夹绳夹升降机构上、由所述夹绳夹升降机构带动可进行升降,所述夹绳夹安装于所述夹绳夹进给机构上、由所述夹绳夹进给机构带动可向所述打结工位一侧水平往复移动;
23.所述剪刀总成包括剪刀进给机构和剪刀,所述剪刀安装于所述剪刀进给机构上、由所述剪刀进给机构带动可向所述打结工位一侧水平往复移动;
24.所述第一步进夹组件包括第一步进夹进给机构和第一步进夹,所述第一步进夹安装于所述第四直线移动机构上,所述第一步进夹安装于所述第一步进夹进给机构上、由所述第一步进夹进给机构带动可向所述打结工位一侧水平往复移动;
25.所述第二步进夹组件包括第二步进夹升降机构、第二步进夹进给机构和第二步进夹,所述第二步进夹升降机构安装于所述第四直线移动机构上,所述第二步进夹进给机构安装于所述第二步进夹升降机构上、由所述第二步进夹升降机构带动可进行升降,所述第二步进夹安装于所述第二步进夹进给机构上、由所述第二步进夹进给机构带动可向所述打结工位一侧水平往复移动;
26.所述旋转夹总成包括旋转夹旋转机构、旋转夹进给机构、旋转夹升降机构和旋转夹,所述旋转夹进给机构安装于所述旋转夹旋转机构上、由所述旋转夹旋转机构带动可进行旋转,所述旋转夹升降机构安装于所述旋转夹进给机构上、由所述旋转夹进给机构带动可向所述打结工位一侧水平往复移动,所述旋转夹安装于所述旋转夹升降机构上、由所述旋转夹升降机构带动可进行升降;
27.所述鹰嘴夹总成包括鹰嘴夹升降机构、鹰嘴夹进给机构和鹰嘴夹,所述鹰嘴夹进给机构安装于所述鹰嘴夹升降机构上、由所述鹰嘴夹升降机构带动可进行升降,所述鹰嘴夹安装于所述鹰嘴夹进给机构上、由所述鹰嘴夹进给机构带动向所述打结工位一侧水平往复移动。
28.本实用新型布匹包装设备,通过所述套袋装置中所述袋料转移装置、所述开袋装置和所述直线推料机构的设置,可连续配合进行取袋、开袋以及将布匹推入袋料内的装袋动作,顺利完成布匹入袋操作,实现布匹自动入袋,如此,以便一方面减轻人工套袋劳动量,降低人工成本的同时,大大提高套袋工作效率;另一方面,以便结合所述进料送料单元和所述打结装置,完成打结与套袋的连续生产,大大减少人工参与度,提高布匹整体包装效率。
附图说明
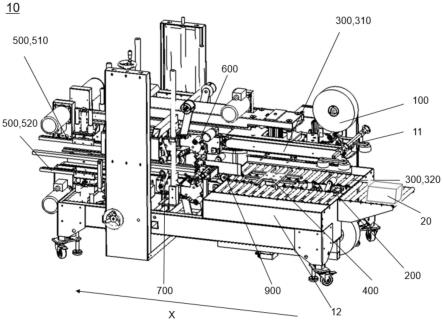
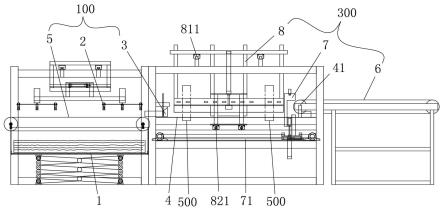
29.图1是本实用新型布匹包装设备不包括打结装置的主视结构示意图;
30.图2是本实用新型布匹包装设备不包括打结装置的俯视结构示意图;
31.图3是本实用新型布匹包装设备的套袋装置中开袋装置的左视结构示意图;
32.图4是本实用新型布匹包装设备的套袋装置中开袋装置的主视结构示意图;
33.图5是本实用新型布匹包装设备的套袋装置中开袋装置的俯视下逆时针旋转90
°
后的结构示意图;
34.图6是本实用新型布匹包装设备的套袋装置中开袋装置和推料台的俯视结构示意图;
35.图7是本实用新型布匹包装设备的套袋装置中直线推料机构的主视结构示意图;
36.图8是本实用新型布匹包装设备的进料送料单元中进料输送台和移料装置的主视结构示意图;
37.图9是本实用新型布匹包装设备的进料送料单元中送料装置的主视结构示意图;
38.图10是本实用新型布匹包装设备的进料送料单元中送料装置的俯视结构示意图;
39.图11是本实用新型布匹包装设备的进料送料单元中送料装置的左视结构示意图;
40.图12是本实用新型布匹包装设备的进料送料单元中送料装置送料时的俯视结构示意图;
41.图13是本实用新型布匹包装设备的进料送料单元中送料装置送料时的左视结构示意图;
42.图14是本实用新型布匹包装设备的进料送料单元中送料装置送料时第二送料单元与推料台的俯视结构示意图;
43.图15是本实用新型布匹包装设备的进料送料单元中送料装置的第二送料单元下降将物料送至推料台的左视结构示意图;
44.图16是本实用新型布匹包装设备的进料送料单元中送料装置和打结装置的俯视结构示意图;
45.图17是本实用新型布匹包装设备的进料送料单元中送料装置的第一送料单元和打结装置中带料盘和夹绳夹的结构示意图;
46.图18是本实用新型布匹包装设备的打结装置的立体结构示意图;
47.图19是本实用新型布匹包装设备的打结装置的俯视结构示意图。
具体实施方式
48.下面结合附图对本实用新型布匹包装设备的较佳实施方式作详细的说明:
49.如图1、图2和图16所示,一种布匹包装设备,包括进料送料单元300、打结装置200和套袋装置100;所述套袋装置100包括袋料置放台1、袋料转移装置2、开袋装置3和推料台4,所述推料台4上设有直线推料机构41,所述开袋装置3位于所述直线推料机构41推送路径的一端侧,所述袋料置放台1位于所述袋料转移装置2的移动路径上,所述开袋装置3位于所述袋料转移装置2上转移的袋料的移动路径上;所述进料送料单元300的输送路径与所述直线推料机构41推送路径依次衔接,所述进料送料单元300的输送路径上设有打结工位500,所述打结装置200位于所述打结工位500上。
50.本实用新型布匹包装设备,所述进料送料单元300用于输送布匹;所述打结装置200用于对输送到所述打结工位上的布匹进行打结;所述套袋装置100则用于使打结后的布匹入袋。
51.本实用新型布匹包装设备,所述套袋装置100中,所述袋料置放台1位于所述袋料转移装置2的移动路径上,其作用是保证所述袋料转移装置2可移动到所述袋料置放台1处,将所述袋料置放台1上的袋料逐一取起;所述开袋装置3位于所述袋料转移装置2上转移的
袋料的移动路径上,其作用是保证所述袋料转移装置2可将袋料移至所述开袋装置3处;所述开袋装置3位于所述直线推料机构41推送路径的一端侧,其作用是保证所述直线推料机构41可将所述推料台4上的布匹推入到由所述开袋装置3打开的袋料内。
52.本实用新型布匹包装设备,所述套袋装置100中,所述袋料置放台1用于置放包装用的袋料;所述袋料转移装置2用于将所述袋料置放台1上的袋料逐一取起,并转移动到所述开袋装置3处;所述开袋装置3用于将转移到其所在位置处的袋料的袋口打开;所述直线推料机构41则用于将置放于所述推料台4上的布匹推入其一端侧、袋口已由所述开袋装置3打开了的袋料中。
53.本实用新型布匹包装设备,袋料置于所述袋料置放台1上;工作时,所述进料送料单元300输送布匹,所述进料送料单元300输送布匹的过程中,布匹送于所述打结工位上时,所述打结装置2对输送到的布匹进行打结;打结完后,所述进料送料单元300再将布匹输送到所述推料台4上,由所述套袋装置100进行套袋操作。所述套袋装置100进行套袋操作的具体过程为,所述袋料转移装置2动作,将所述袋料置放台1上的袋料逐一取起,并转移动到所述开袋装置3处,而后所述开袋装置3动作,将所述袋料转移装置2转移过来的袋料的袋口打开,袋料的袋口打开后,所述直线推料机构41动作,将置放于所述推料台4上的布匹推入其一端侧、袋口已由所述开袋装置3打开了的袋料中。
54.本实用新型布匹包装设备,通过所述套袋装置100中所述袋料转移装置2、所述开袋装置3和所述直线推料机构41的设置,可连续配合进行取袋、开袋以及将布匹推入袋料内的装袋动作,顺利完成布匹入袋操作,实现布匹自动入袋,如此,以便一方面减轻人工套袋劳动量,降低人工成本的同时,大大提高套袋工作效率;另一方面,以便结合所述进料送料单元300和所述打结装置200,完成打结与套袋的连续生产,大大减少人工参与度,提高布匹整体包装效率。
55.本实用新型布匹包装设备,较佳地,所述套袋装置100中所述袋料转移装置2为可升降、可水平移动的吸盘移载机构。袋料质轻、柔软,采用吸盘移载机构移载时,不仅可轻松将袋料取起,且取起袋料后,袋料的袋口下层还会因重量下垂,而使袋料的袋口轻松打开,便于后序移动到所述开袋装置3处,由所述开袋装置3进行开袋操作。其中,吸盘移载机构也称吸盘移载装置,其由吸盘以及驱动吸盘进行升降以及水平两轴移动的驱动机构、或由吸盘以及驱动吸盘进行升降以及纵、横水平的三轴移动的驱动机构组成;吸盘移载机构为现有常规结构,关于其具体结构,本实用新型不再做过多阐述。
56.本实用新型布匹包装设备,较佳地,如图3至图6所示,所述套袋装置100中所述开袋装置3包括两开袋支臂31和带动两所述开袋支臂31相对移动实现开合的开合运动机构32,两所述开袋支臂31的开合路径与所述直线推料机构41的推料路径相垂直。
57.本实用新型布匹包装设备,所述开袋装置3中,两所述开袋支臂31的开合路径与所述直线推料机构41的推料路径相垂直,其作用是保证由两所述开袋支臂31撑开的袋料的袋口朝向所述直线推料机构41,进而以便所述直线推料机构41可顺利将所述推料台4上的布匹推入袋口撑开了的袋料中。
58.本实用新型布匹包装设备较佳实施方式下,所述开袋装置3的开袋过程为,所述袋料转移装置2将袋料从所述袋料置放台1逐一取起,并移载到所述开袋装置3处,袋料的袋口套于所述开袋装置3的两所述开袋支臂31上后,所述开合运动机构32带动两所述开袋支臂
31相对移动,使两所述开袋支臂31相远离,间距变大,间距变大的两所述开袋支臂31则实现将袋料的袋口撑开。
59.本实用新型布匹包装设备,该所述开袋装置3开袋动作简单,两所述开袋支臂31伸入袋料的袋口后,通过两所述开袋支臂31撑开的开袋操作可靠,不会轻易出现袋料脱落,开袋失败的情况。
60.本实用新型布匹包装设备,较佳地,所述开合运动机构32包括两直线导轨321和一开袋驱动机构322,两所述直线导轨321水平平行、且与所述直线推料机构41的推料路径相垂直,两所述开袋支臂31与两所述直线导轨321一一对应,所述开袋支臂31滑动安装于相对应的所述直线导轨321上,两所述开袋支臂31上各设有一与所述直线导轨321平行的齿条323,两所述齿条323的中间设有一齿轮324,两所述齿条323均与所述齿轮324啮合,两所述齿条323与所述齿轮324三者中任一与所述开袋驱动机构322传动连接。
61.本实用新型布匹包装设备,所述开合运动机构32带动两所述开袋支臂31进行开合的过程为,所述开袋驱动机构322动作,驱动两所述齿条323与所述齿轮324三者中与之传动连接的其一,使两所述齿条323与所述齿轮324三者联动,移动的两所述齿条323分别带动与其固定的所述开袋支臂31,使两所述开袋支臂31水平相对移动,实现开合。
62.本实用新型布匹包装设备,所述开合运动机构32可以为摆动机构,如通过所述开合运动机构32带动两开袋支臂31反向摆动,实现开合;也可以为水平直线移动机构,如通过上述所述的开合运动机构32带动两开袋支臂31相对水平移动,实现开合。相比前者,后者运行更为稳定。且当所述开合运动机构32为水平直线移动机构时,其开袋驱动机构可以为两个,如两开袋驱动机构分别对应驱动一所述开袋支臂31于所述直线导轨321上移动,实现开合;其开袋驱动机构也可以为一个,如上述设置,通过一所述开袋驱动机构322驱动两所述齿条323与所述齿轮324三者中任一结构,使两所述齿条323与所述齿轮324三者联动。本实用新型所述开合运动机构32的设置简单,使用的开袋驱动机构少,成本低,且在同一所述开袋驱动机构322的驱动下,所述开袋支臂31进行开合时,同步率高。
63.本实用新型布匹包装设备,较佳地,所述开袋驱动机构322为一水平气缸,所述开袋驱动机构322与两所述齿条323中的任一齿条固定连接。所述开袋驱动机构322可以为电机,如通过电机驱动所述齿轮324,使所述齿轮324和两所述齿条323三者联动;所述开袋驱动机构322也可以为气缸,通过气缸驱动两所述齿条323中的任一齿条,使两所述齿条323和所述齿轮324三者联动。相比前者电机驱动,后者气缸驱动连接的结构更为简单。
64.本实用新型布匹包装设备,较佳地,所述开袋支臂31包括固定支架311和c字形支臂本体312,所述固定支架311安装于所述开合运动机构32上、由所述开合运动机构32带动,所述c字形支臂本体312固定安装于所述固定支架311上;两所述开袋支臂31的所述c字形支臂本体312的开口相对。两所述c字形支臂本体312伸入到袋料的袋口内后,撑开袋料的袋口时,通过两所述c字形支臂本体312的定形,不仅可保证袋口两方向均具有较大的宽度,且撑开后的袋料的袋口边角工整,袋口可被利用的面积较大;另所述c字形支臂本体312撑开袋料的袋口后,两开口相对的所述c字形支臂本体312间形成入袋通道,两开口相对的所述c本身所占空间小,不会阻碍布匹入袋。
65.本实用新型布匹包装设备,较佳地,两所述开袋支臂31的所述c字形支臂本体312的开口纵向错位扣合。如此,两所述开袋支臂31相对移动进行开合时,两所述开袋支臂31还
可互为对方的导轨,相互牵制,相互导向,使两所述开袋支臂31的开合运动更为稳定。
66.本实用新型布匹包装设备,较佳地,所述c字形支臂本体312靠近所述推料台4的端部向所述推料台4的一侧延伸有扩口313。所述扩口313的设置,更有利于布匹进入袋料的袋口,由袋口推入到袋料内。
67.本实用新型布匹包装设备,较佳地,如图6和图7所示,所述套袋装置100中所述推料台4上设有直线导槽42,所述直线推料机构41包括滑动推块411和传动带机构412,所述滑动推块411滑动安装于所述直线导槽42上,所述滑动推块411位于所述传动带机构412的上方、与所述传动带机构412固定连接。所述滑动推块411在所述传动带机构412的带动下,可沿所述直线导槽42作往复直线运动;具体地,推料时,布匹置于所述推料台4上后,所述滑动推块411在所述传动带机构412的带动下,移动并推动布匹,使布匹进入袋口已由所述开袋装置3撑开了的袋料内;布匹入袋后,所述滑动推块411在所述传动带机构412带动下复位。该所述直线推料机构41,由所述直线导槽42进行导向,所述直线导槽42的设置不会影响布匹于所述推料台4上的置放;同时,所述滑动推块411由所述传动带机构412带动时,运行平稳。
68.本实用新型布匹包装设备,较佳地,所述开袋装置3的一侧还设有装料台5,所述装料台5与所述推料台4分别位于所述开袋装置3的两相对侧。所述装料台5用于承接装入到袋料内的布匹,避免装入袋料后的布匹完全由袋料承重时,布匹重量过重,而造成袋料由所述开袋装置3上脱落,布匹入袋失败。
69.本实用新型布匹包装设备,较佳地,所述装料台5为输送台。该设置下,布匹入袋后,通过所述装料台5即可直接将入袋了的布匹输送出去。
70.本实用新型布匹包装设备,较佳地,如图2所示,所述进料送料单元300包括进料输送台6和送料装置8,所述进料输送台6和所述送料装置8的输送路径间设有用于将所述进料输送台6上的布匹转移到所述送料装置8上的移料装置7,所述推料台4位于所述送料装置8的输送路径上,所述送料装置8的输送路径与所述直线推料机构41的推料路径相衔接。
71.本实用新型布匹包装设备,所述进料送料单元300中所述进料输送台6用于进料;所述移料装置7用于将所述进料输送台6上的布匹转移到所述送料装置8上;所述送料装置8则用于将转移到其上的布匹送至所述推料台4上;所述打结工位通常位于所述送料装置8的输送路径上。本实用新型通过上述设置,可方便布匹在生产完成后,通过所述进料输送台6送至进料,以经过打结工位时由所述打结装置200进行打结后,再送至所述套袋装置100进行套装操作,如此,形成连续作业,大大提高生产机械化程度,避免包装时的人工进料,减轻人工劳动强度,提高生产效率。且所述进料输送台6进料的过程中,通过所述移料装置7和所述送料装置8的转移过渡,可有效衔接所述进料输送台6、所述打结装置200和所述直线推料机构41的工作频率,使机械化进料的效率更高。
72.本实用新型布匹包装设备,所述进料输送台6可以但不仅限于为皮带输送机。
73.本实用新型布匹包装设备,较佳地,如图8所示,所述进料送料单元300中所述送料装置8位于所述进料输送台6的输出端侧;所述移料装置7包括第一水平直线移动机构71、第一升降机构72、移料支架73和夹持气缸74,所述第一水平直线移动机构71的移动路径与所述进料输送台6的输送路径平行,所述第一升降机构72安装于所述第一水平直线移动机构71上、由所述第一水平直线移动机构71带动可水平直线移动,所述移料支架73安装于所述
第一升降机构72上、由所述第一升降机构72带动可升降移动,所述移料支架73水平向所述进料输送台6的一侧延伸有固定夹持部731,所述夹持气缸74垂直固定于所述移料支架73上,所述夹持气缸74的活塞杆741与所述固定夹持部731相对设置。
74.本实用新型布匹包装设备,该所述移料装置7中,相对设置的所述夹持气缸74和所述固定夹持部731可对所述进料输送台6上的布匹的一端进行夹持;具体地,所述进料输送台6上的布匹的一端被输送到所述夹持气缸74和所述固定夹持部731间后,所述夹持气缸74动作,将所述进料输送台6上的布匹的一端夹于所述夹持气缸74与所述固定夹持部731间;所述进料输送台6上布匹的一端被夹住后,所述夹持气缸74、所述固定夹持部731及其间夹住的布匹在所述第一水平直线移动机构71的带动下,沿与所述进料输送台6的输送路径平行的方向水平直线移动,如此,将所述进料输送台6上的布匹拉出所述进料输送台6,并拉到所述送料装置8上。
75.本实用新型布匹包装设备,所述移料装置7可以为机械手、吸盘移载装置或上述结构,相比机械手、吸盘移载装置,上述所述的移料装置7的结构更为简单,移载过程更为可靠,不管布匹的材质是柔软的,还是硬质的,其只需夹住布匹一端,即可实现拖拉移位。
76.本实用新型布匹包装设备,该所述移料装置7中,所述移料支架73和所述夹持气缸74将布匹拉到所述送料装置8上后,所述移料支架73在所述第一升降机构72的带动下下降,而后所述送料装置8动作的同时,所述移料支架73再在所述第一水平直线移动机构71的带动下,向所述进料输送台6一侧移动,到位后再在所述第一升降机构72的带动下上升,实现复位。
77.本实用新型布匹包装设备,所述移料支架73和所述夹持气缸74在所述第一升降机构72的带动下,还可进行升降移动,该升降移动以便可于垂直方向上进行移动,如实现与所述进料输送台6的高度相一致,或与所述送料装置8协作时,可进行让位,使所述移料支架73和所述夹持气缸74将布匹拉到所述送料装置8上后,可立刻升降让位后再复位,使所述移料装置7不会阻碍所述送料装置8的送料操作,进而让所述送料装置8的送料节奏更紧凑,设备工作效率更高。
78.本实用新型布匹包装设备,较佳地,如图9至图15所示,所述送料装置8包括第一送料单元81和第二送料单元82,所述第一送料单元81包括第二水平直线移动机构811和第一梳齿板812,所述第二水平直线移动机构811的移动路径与所述第一水平直线移动机构71的移动路径垂直,所述第一梳齿板812安装于所述第二水平直线移动机构811上、由所述第二水平直线移动机构811带动可水平直线移动;所述第二送料单元82包括第三水平直线移动机构821、第二升降机构822和第二梳齿板823,所述第三水平直线移动机构821的移动路径与所述第二水平直线移动机构811的移动路径平行,所述第二升降机构822安装于所述第三水平直线移动机构821上、由所述第三水平直线移动机构821带动可水平直线移动,所述第二梳齿板823安装于所述第二升降机构822上、由所述第二升降机构822带动可升降移动;所述第一梳齿板812向靠近所述第二梳齿板823的一侧水平延伸有第一齿部8121,所述第二梳齿板823向靠近所述第一梳齿板812的一侧水平延伸有第二齿部8231,所述第一齿部8121和所述第二齿部8231于垂直于所述第二水平直线移动机构811的移动路径的水平方向上相错位,所述第二梳齿板823的输送路径和所述第一梳齿板812的输送路径相衔接;所述推料台4位于所述第一送料单元81和所述第二送料单元82间、且位于所述第一送料单元81和所述第
二送料单元82下方,所述推料台4远离所述移料装置7的一侧上设有间隔排列分布的若干栅板43,若干所述栅板43与所述第二齿部8231于垂直于所述第二水平直线移动机构811的移动路径的水平方向上相错位;所述第一梳齿板812的输送路径与所述移料装置7的输送路径相衔接,所述第二梳齿板823的输送路径与所述直线推料机构41的推料路径相衔接。
79.本实用新型布匹包装设备,所述送料装置8的送料过程为,所述移料装置7将所述进料输送台6上的布匹转移到所述送料装置8中所述第一送料单元81的所述第一梳齿板812上后,由所述第二水平直线移动机构811带动可水平直线移动至所述推料台4的上方,而后,所述第二送料单元82的所述第二梳齿板823在所述第三水平直线移动机构821的带动下,水平直线移动到所述第一梳齿板812的下方;所述第二梳齿板823再在所述第二升降机构822带动下上升,将所述第一梳齿板812上的布匹抬起后,所述第一梳齿板812水平直线移动退回至原位,而所述第二梳齿板823则下降至所述推料台4处;而后所述第二梳齿板823水平移动向远离所述推料台4的一侧退回,再上升回到原始位置;在所述第二梳齿板823水平移动向远离所述推料台4的一侧退回的过程中,所述第二梳齿板823上的布匹则在所述栅板43的阻挡下,脱落并置放在了所述推料台4上。
80.本实用新型布匹包装设备,所述送料装置8的结构可以为机械手或上述结构,相比其它结构,上述所述的送料装置8可平衡、整齐地将布匹放于所述推料台4上,以便布匹在所述直线推料机构41的推送下,顺利入袋,包装成功率及整洁度更高。
81.且,本实用新型布匹包装设备,所述送料装置8包括所述第一送料单元81和所述第二送料单元82,所述移料装置7的输送路径、所述第一梳齿板812的输送路径、所述第二梳齿板823的输送路径和所述直线推料机构41的推料路径依次相衔接;所述送料装置8将所述移料装置7移过来的布匹送至所述推料台4上时,并非一步到位,而是通过所述第一送料单元81和所述第二送料单元82分步进行,相比一步到位的输送装置,本实用新型所述送料装置8通过所述第一送料单元81和所述第二送料单元82分步输送时,所述第一送料单元81和所述第二送料单元82可分别适应所述移料装置7和所述直线推料机构41的工作频率,使整个输送衔接更高效,减少因为所述移料装置7和所述直线推料机构41工作频率的不同,所述送料装置8所产生的等待时间。
82.本实用新型布匹包装设备,较佳地,如图1、图2和图13所示,所述打结工位500位于所述第一梳齿板812和所述第二梳齿板823的输送路径上。所述第一梳齿板812与所述第二梳齿板823衔接输送布料的过程中,存在多个停止、转换位,所述打结工位设于所述第一梳齿板812和所述第二梳齿板823的输送路径上,即可很好的利用停止、转换的运动,融入捆绑打结操作,使所述进料送料单元300无需另设置便于打结的位置,也无需延长所述进料送料单元300的输送路径,进而使得整个生产的输送路径更短,连续性更好。
83.本实用新型布匹包装设备,较佳地,如图16至图19所示,所述打结装置200包括带料盘9、夹绳夹总成10、剪刀总成11、步进夹总成12、旋转夹总成13和鹰嘴夹总成14;所述带料盘9位于所述打结工位500靠近所述第一送料单元81的一端侧,所述夹绳夹总成10、所述剪刀总成11、所述旋转夹总成13和所述鹰嘴夹总成14位于所述打结工位的同一侧,所述夹绳夹总成10、所述剪刀总成11、所述旋转夹总成13和所述鹰嘴夹总成14沿平行于所述第二水平直线移动机构811移动路径的方向、向远离所述第一送料单元81的一侧依次排列分布;所述步进夹总成12和所述鹰嘴夹总成14分别位于所述打结工位的两相对侧,所述步进夹总
成12安装于一第四直线移动机构120上、由所述第四直线移动机构120带动可水平直线移动,所述第四直线移动机构120的移动路径与所述第二水平直线移动机构811的移动路径平行,所述步进夹总成12包括第一步进夹组件121和第二步进夹组件122,所述第一步进夹组件121和所述第二步进夹组件122沿所述第四直线移动机构120移动方向、向靠近所述第一送料单元81的一侧依次排列分布;其中:
84.所述夹绳夹总成10包括夹绳夹升降机构101、夹绳夹进给机构102和夹绳夹103,所述夹绳夹进给机构102安装于所述夹绳夹升降机构101上、由所述夹绳夹升降机构101带动可进行升降,所述夹绳夹103安装于所述夹绳夹进给机构102上、由所述夹绳夹进给机构102带动可向所述打结工位一侧水平往复移动;
85.所述剪刀总成11包括剪刀进给机构111和剪刀112,所述剪刀112安装于所述剪刀进给机构111上、由所述剪刀进给机构111带动可向所述打结工位一侧水平往复移动;
86.所述第一步进夹组件121包括第一步进夹进给机构1211和第一步进夹1212,所述第一步进夹1212安装于所述第四直线移动机构120上,所述第一步进夹1212安装于所述第一步进夹进给机构1211上、由所述第一步进夹进给机构1211带动可向所述打结工位一侧水平往复移动;
87.所述第二步进夹组件122包括第二步进夹升降机构1221、第二步进夹进给机构1222和第二步进夹1223,所述第二步进夹升降机构1221安装于所述第四直线移动机构120上,所述第二步进夹进给机构1222安装于所述第二步进夹升降机构1221上、由所述第二步进夹升降机构1221带动可进行升降,所述第二步进夹1223安装于所述第二步进夹进给机构1222上、由所述第二步进夹进给机构1222带动可向所述打结工位一侧水平往复移动;
88.所述旋转夹总成13包括旋转夹旋转机构131、旋转夹进给机构132、旋转夹升降机构133和旋转夹134,所述旋转夹进给机构132安装于所述旋转夹旋转机构131上、由所述旋转夹旋转机构131带动可进行旋转,所述旋转夹升降机构133安装于所述旋转夹进给机构132上、由所述旋转夹进给机构132带动可向所述打结工位一侧水平往复移动,所述旋转夹134安装于所述旋转夹升降机构133上、由所述旋转夹升降机构133带动可进行升降;
89.所述鹰嘴夹总成14包括鹰嘴夹升降机构141、鹰嘴夹进给机构142和鹰嘴夹143,所述鹰嘴夹进给机构142安装于所述鹰嘴夹升降机构141上、由所述鹰嘴夹升降机构141带动可进行升降,所述鹰嘴夹143安装于所述鹰嘴夹进给机构142上、由所述鹰嘴夹进给机构142带动向所述打结工位一侧水平往复移动。
90.本实用新型布匹包装设备,所述送料装置8对布匹进行输送,输送过程中布匹于所述打结工位处由所述打结装置200进行捆绑打结时,具体地:
91.一、初始状态:
92.包装带卷安装于所述带料盘9上,包装带的第一端由所述夹绳夹103夹住,所述夹绳夹103水平位置低于所述带料盘9的水平位置;
93.二、捆绑:
94.2.1所述送料装置8输送布匹的过程中,所述第一梳齿板812及其上的布匹在所述第二水平直线移动机构811的带动下,向所述推料台4正上方的所述打结工位输送时,所述第一梳齿板812及其上的布匹在垂直方向于所述夹绳夹103和所述带料盘9间经过,包装带包于所述第一梳齿板812上的布匹上,被拉成类u形;
95.2.2所述第二梳齿板823在所述第三水平直线移动机构821的带动下,水平直线移动到所述第一梳齿板812的下方;所述第二梳齿板823再在所述第二升降机构822带动下上升,将所述第一梳齿板812上的布匹抬起后,所述第一梳齿板812水平直线移动退回至原位;
96.2.3所述夹绳夹103及其夹住的包装带的第一端在所述夹绳夹升降机构101的带动下上升,上升到高出所述第一步进夹1212的水平位置后停止;
97.2.4所述夹绳夹103停止后,所述第一步进夹1212在所述第一步进夹进给机构1211的带动下,向靠近所述打结工位一侧水平移动,进给,夹住包装带的第一端;
98.2.5所述夹绳夹103松开包装带的第一端,且所述夹绳夹103在所述夹绳夹进给机构102的带动下向远离所述打结工位一侧水平移动,退后;
99.2.6所述夹绳夹103松开包装带的第一端后,所述第一步进夹1212在所述第四直线移动机构120的带动下,向远离所述第一送料单元81的一侧移动,移动至中间位时,停止;以使包装带完全将布匹捆绕住;
100.三、打第一个结:
101.3.1所述旋转夹134打开,并在所述旋转夹进给机构132的带动下,向靠近所述打结工位一侧水平移动,进给;所述旋转夹134由包装带的第一端的下方穿过,并正对包装带由所述带料盘9放出的一端;
102.3.2所述第一步进夹1212在所述第一步进夹进给机构1211的带动下,退回,使包装带的第一端由所述带料盘9放出的包装带的下方穿到另一侧;而后,所述第一步进夹1212再在所述第四直线移动机构120的带动下,向远离所述带料盘9的一侧移动,直到所述第一步进夹组件121和所述第二步进夹组件122均被同步移动到所述鹰嘴夹143远离所述夹绳夹103的一侧后停止;
103.3.3所述旋转夹134闭合夹住包装带由所述带料盘9放出的一端;同时,所述夹绳夹103在所述夹绳夹进给机构102的带动下,向靠近所述打结工位一侧水平移动,进给,并夹住所述带料盘9放出的一端;
104.3.4所述旋转夹134和所述夹绳夹103各自于不同位置夹于所述带料盘9放出的一端后,分布于所述旋转夹134和所述夹绳夹103间的所述剪刀112在所述剪刀进给机构111带动下,向所述打结工位一侧水平移动,进给,并剪断所述旋转夹134和所述夹绳夹103间的包装带;
105.3.5所述剪刀112剪断所述旋转夹134和所述夹绳夹103间的包装带后,所述剪刀112在所述剪刀进给机构111带动下退回;所述夹绳夹103夹住所述带料盘9放出的包装带在所述夹绳夹升降机构101的带动下下降,回到原始位置;所述旋转夹134夹住的包装带的一端即为对布匹进行包装的包装带的第二端;此时,也完成了打的第一个结;
106.四、打第二个结:
107.4.1所述第二步进夹1223在所述第二步进夹进给机构1222的带动下,向所述打结工位一侧水平移动,进给,夹住包装带的第一端;
108.4.2夹住的包装带第二端的所述旋转夹134在所述旋转夹进给机构132的带动下,向远离所述打结工位一侧退回;
109.4.3所述鹰嘴夹143在所述鹰嘴夹进给机构142带动下,向所述打结工位一侧移动,进给后,所述鹰嘴夹143再在所述鹰嘴夹升降机构141带动下,下降,以压住包装带打的第一
个结的中间位置;
110.4.4分别夹住包装带的第一端的不同位置的所述第一步进夹组件121和所述第二步进夹组件122在所述第四直线移动机构120的带动下,同步向所述鹰嘴夹143的一侧靠近,并在所述第二步进夹组件122由所述鹰嘴夹143的上方越过后停止;
111.4.5所述鹰嘴夹143打开;
112.4.6所述第二步进夹组件122在所述第二步进夹升降机构1221的带动下,下降到打开的所述鹰嘴夹143的下部;
113.4.7夹住包装带第二端的所述旋转夹134在所述旋转夹旋转机构131的带动下,旋转;旋转的所述旋转夹134由所述第二步进夹组件122的上方越过,并在包装带的第二端经过所述鹰嘴夹143时,所述鹰嘴夹143夹住包装带的第二端;
114.4.8所述鹰嘴夹143夹住包装带的第二端后,所述旋转夹134松开包装带的第二端并旋转退回,同时,所述第一步进夹组件121松开包装带的第一端;
115.4.9所述第一步进夹组件121和所述旋转夹134分别松开包装带的第一端和第二端后,夹住包装带第一端的所述第二步进夹组件122在所述第二步进夹升降机构1221的带动下、夹住包装带第二端的所述鹰嘴夹143在所述旋转夹进给机构132的带动下,分别向远离所述打结工位的一侧退回,退回的过程中,包装带形成蝴蝶结。
116.本实用新型布匹包装设备,根据布匹的长度,可沿布匹的长度方向间隔排列设置多个打结工位,每个打结工位对应设置一打结装置,做多位置的捆绑打结。
117.本实用新型布匹包装设备,对布匹进行捆绑打结的所述打结装置200可以但不仅限于上述结构,也还可以为如中国专利申请号为02229447.3或201810723486.x中所公开的打结装置。相比其它打结装置,本实用新型布匹包装设备所公开的打结装置,打的结为蝴蝶结,蝴蝶结不仅牢固,且美观,流行性更高。
118.本实用新型布匹包装设备,所述打结装置200中,所述夹绳夹103、所述第一步进夹1212和所述旋转夹134通常均为气动手指;所述第二步进夹1223和所述鹰嘴夹143则通常为一侧摆动实现开合的夹子。
119.本实用新型布匹包装设备,所述打结装置200中,所述夹绳夹升降机构101、所述第二步进夹升降机构1221、所述旋转夹升降机构133和所述鹰嘴夹升降机构141均分别为垂直气缸;所述夹绳夹进给机构102、所述剪刀进给机构111、所述第一步进夹进给机构1211、所述第二步进夹进给机构1222、所述旋转夹进给机构132和所述鹰嘴夹进给机构142 均分别为水平气缸;所述旋转夹旋转机构131为旋转气缸。
120.本实用新型布匹包装设备,所述打结装置200中,所述带料盘9、所述夹绳夹升降机构101、所述剪刀进给机构111、所述第四直线移动机构120、所述旋转夹旋转机构131和所述鹰嘴夹升降机构141均安装于机架(图未示)上。
121.本实用新型布匹包装设备,所述进料送料单元300中的所述第一水平直线移动机构71、所述第一升降机构72、所述第二水平直线移动机构811、所述第二水平直线移动机构811和所述第二升降机构822、所述打结装置200中的所述第四直线移动机构120均为现有结构,均包括导轨、安装于导轨上的滑座、以及驱动滑座沿导轨移动的开袋驱动机构;其中,所述第一水平直线移动机构71、所述第二水平直线移动机构811、所述第二水平直线移动机构811和所述第四直线移动机构120中的导轨均为水平直线导轨,而所述第一升降机构72和所
述第二升降机构822中的导轨均为垂直直线导轨;开袋驱动机构则可以为气缸,也可以为电机传动的丝杠机构。
122.本实用新型布匹包装设备,可用于各种布料的包装中,可以但不仅限于用于蜡印布的包装中。
123.本实用新型对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。