1.本技术涉及数控机床技术领域,尤其是涉及一种数控机床可快速定位免调试机装置。
背景技术:
2.随着数控技术的不断发展,数控机床也随之广泛应用在多数工件的加工中;在工件的加工过程中需要用到不同的治具对工件进行固定,从而在一定程度上保证工件的加工精度。具体的,不同的治具均需要通过定位装置固定在主轴系统上,定位装置通常使用三爪卡盘等常见的装置,利用三爪卡盘的卡爪将治具夹紧,随后再控制数控机床对工件进行加工。
3.在上述定位装置对治具的定位过程中,发明人发现上述技术至少存在以下问题:利用三爪卡盘等常见的装置对治具进行夹紧定位,每次定位时都可能需要对治具的位置进行调试直至治具处于较好的位置,从而容易影响工件的加工效率。
技术实现要素:
4.为了改善每次定位时都可能需要对治具的位置进行调试的问题,本技术提供一种数控机床可快速定位免调试机装置。
5.本技术提供的一种数控机床可快速定位免调试机装置采用如下的技术方案:一种数控机床可快速定位免调试机装置,包括相连的母座和安装座,所述母座与所述安装座同轴设置,所述安装座用于与配合数控机床可快速定位免调试机装置使用的主轴系统连接,所述母座用于与配合数控机床可快速定位免调试机装置使用的治具连接;所述母座远离所述安装座的一侧设有定位盘,所述定位盘上开设有定位孔,所述治具靠近所述母座的一侧设有拉钉,所述拉钉能够被锁紧在所述定位孔内。
6.通过采用上述技术方案,母座、安装座和主轴系统依次连接,在对治具进行定位时,将治具的拉钉锁紧在定位盘的定位孔内,同时由于母座与安装座同轴设置,启动主轴系统能够使得安装座以及母座同时进行旋转,从而对治具上的工件完成多角度的加工。相较于传统的治具固定方式,只需将拉钉放入定位孔内进行锁紧即可,基本不需要再次进行调试,从而能够有效提升工件的加工效率。
7.在一个具体的可实施方案中,所述母座上开设有气流通道,所述气流通道的一端与所述定位孔相连通,所述气流通道的另一端与外界相连通,所述气流通道与外界相连通的一端设有通气接头。
8.通过采用上述技术方案,在将治具的拉钉伸入定位孔内之后,通过通气接头向气流通道内进行吸气,由于定位孔与气流通道相连通,因此拉钉能够被牢牢地吸在定位孔内,该方式实现简单且操作便捷,能够加快治具的锁紧速度,从而能够有效提升工件的加工效率。
9.在一个具体的可实施方案中,所述治具靠近所述母座的一侧设有定位键,所述定
位盘远离所述安装座的一侧开设有定位槽,所述拉钉锁紧在所述定位孔内时,所述定位键伸入所述定位槽内。
10.通过采用上述技术方案,在对治具进行定位时,利用定位键以及定位槽实现对治具的定位作用,从而使得治具的安装精度较为准确。
11.在一个具体的可实施方案中,所述母座远离所述安装座的一侧开设有若干个螺纹孔,若干个所述螺纹孔沿所述母座的周向均匀分布,所述螺纹孔内均连有固定螺栓,所述固定螺栓均穿过其所在的所述螺纹孔与所述安装座连接。
12.通过采用上述技术方案,若干个分布在母座周侧的螺纹孔的设置,便于通过多个固定螺栓将安装座与母座固定在一起,从而有效加强安装座与母座之间的连接强度。
13.在一个具体的可实施方案中,所述定位盘远离所述安装座的一侧开设有凹槽,所述凹槽的内侧壁设有磁性材料,所述治具靠近所述母座的一侧设有磁块,所述拉钉锁紧在所述定位孔内时,所述磁块与所述凹槽的内侧壁磁接。
14.通过采用上述技术方案,通过磁块以及凹槽的内侧壁上的磁性材料的设置,便于工作人员更加快速准确地对治具进行定位,磁块磁吸设置在凹槽内,相较于其他定位方式,定位更加牢固地同时便于工作人员进行拆除。
15.在一个具体的可实施方案中,所述磁块的形状为半球形,所述凹槽的形状与所述磁块的形状相对应。
16.通过采用上述技术方案,将磁块设置成半球形并将凹槽的形状设置成与磁块相对应的形状,便于在对治具定位时,磁块不易与凹槽发生较多地碰撞而造成磨损,从而能够有效延长磁块的使用寿命。
17.在一个具体的可实施方案中,所述定位盘远离所述安装座的一侧开设有定位槽,所述治具靠近所述母座的一侧开设有滑槽,所述滑槽的一端延伸出所述治具设置;所述滑槽内滑动设置有定位键,所述定位键能够锁定在所述滑槽内;所述拉钉锁紧在所述定位孔内时,所述定位键伸入所述定位槽内。
18.通过采用上述技术方案,定位键滑动设置在滑槽内,且滑槽的一端延伸出治具设置,便于工作人员对定位键进行拆除,从而提升数控机床可快速定位免调试机装置使用时的便捷性。
19.在一个具体的可实施方案中,所述滑槽的内底面开设有固定孔,所述定位键上开设有沉头孔,所述沉头孔与所述固定孔的开设方向相同,所述沉头孔内连有锁紧螺栓,所述锁紧螺栓穿过所述沉头孔伸入所述固定孔内。
20.通过采用上述技术方案,沉头孔的设置使得锁紧螺栓不易对治具的定位过程造成干扰,从而提升数控机床可快速定位免调试机装置使用时的便捷性。
21.在一个具体的可实施方案中,所述治具上设有发光件,所述定位盘远离所述安装座的一侧设有抵接块,所述治具靠近所述母座的一侧开设有抵接槽,所述拉钉锁紧在所述定位孔内时,所述抵接块伸入所述抵接槽并与所述抵接槽的内壁相抵,此时所述发光件能够发光。
22.通过采用上述技术方案,发光件的设置便于当工作人员对治具进行定位时,当抵接块伸入抵接槽内并与抵接槽的内壁相抵时,发光件能够发光对工作人员起到提醒的作用。
23.在一个具体的可实施方案中,所述抵接槽的内壁上嵌设有压力传感器,所述抵接块伸入所述抵接槽内时与所述压力传感器相抵;所述压力传感器受到压力后所述发光件发光。
24.通过采用上述技术方案,通过在抵接槽的内壁上嵌设压力传感器从而实现发光件的发光,压力传感器嵌设的安装方式使得压力传感器不易因抵接块长时间的抵接而损坏。
25.综上所述,本技术包括以下至少一种有益技术效果:1.母座、安装座和主轴系统依次连接,在对治具进行定位时,将治具的拉钉锁紧在定位盘的定位孔内,同时由于母座与安装座同轴设置,启动主轴系统能够使得安装座以及母座同时进行旋转,从而对治具上的工件完成多角度的加工。相较于传统的治具固定方式,只需将拉钉放入定位孔内进行锁紧即可,基本不需要再次进行调试,从而能够有效提升工件的加工效率;2.在将治具的拉钉伸入定位孔内之后,通过通气接头向气流通道内进行吸气,由于定位孔与气流通道相连通,因此拉钉能够被牢牢地吸在定位孔内,该方式实现简单且操作便捷,能够加快治具的锁紧速度,从而能够有效提升工件的加工效率;3.将磁块设置成半球形并将凹槽的形状设置成与磁块相对应的形状,便于在对治具定位时,磁块不易与凹槽发生较多地碰撞而造成磨损,从而能够有效延长磁块的使用寿命。
附图说明
26.图1是实施例1中数控机床可快速定位免调试机装置的整体结构示意图。
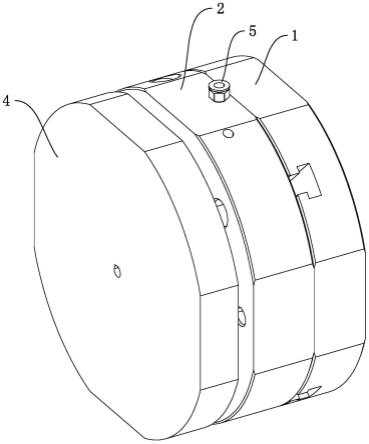
27.图2是实施例1中安装座以及母座的结构示意图。
28.图3是实施例1中治具的结构示意图。
29.图4是实施例1中数控机床可快速定位免调试机装置的剖视图。
30.图5是实施例2中安装座以及母座的结构示意图。
31.图6是实施例2中治具的结构示意图。
32.图7是实施例3中治具的爆炸示意图。
33.图8是实施例4中安装座以及母座的结构示意图。
34.图9是实施例4中治具的结构示意图。
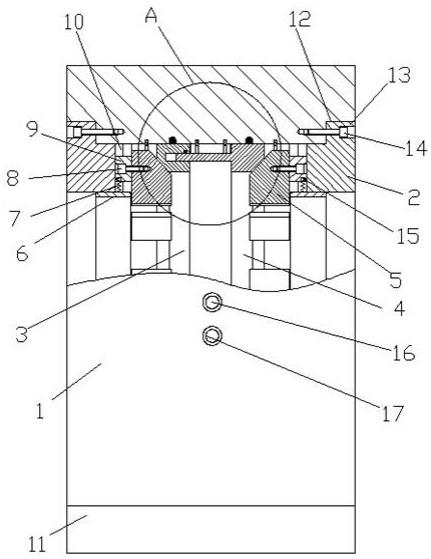
35.图10是图9中a部分的放大图。
36.附图标记说明:1、安装座;2、母座;21、气流通道;22、螺纹孔;3、定位盘;31、定位孔;32、定位槽;33、凹槽;34、抵接块;4、治具;41、拉钉;42、定位键;421、沉头孔;422、滑条;43、磁块;44、滑槽;45、固定孔;46、抵接槽;5、通气接头;6、锁紧螺栓;7、灯泡;8、压力传感器。
具体实施方式
37.以下结合附图对本技术作进一步详细说明。
38.本技术实施例公开一种数控机床可快速定位免调试机装置。
39.实施例1参照图1,数控机床可快速定位免调试机装置包括固定连接的母座2和安装座1,具
体的,母座2与安装座1同轴设置,结合图2,母座2远离安装座1的一侧开设有若干个螺纹孔22,若干个螺纹孔22沿母座2的周向均匀分布,螺纹孔22内均连有固定螺栓,固定螺栓均穿过其所在的螺纹孔22与安装座1固定连接,通过多个固定螺栓将安装座1与母座2固定在一起,能够有效加强安装座1与母座2之间的连接强度。安装座1用于与配合数控机床可快速定位免调试机装置使用的主轴系统连接,母座2用于与配合数控机床可快速定位免调试机装置使用的治具4连接。
40.参照图2,母座2远离安装座1的一侧固定安装有定位盘3,定位盘3的中心处上开设有定位孔31,结合图3,治具4靠近母座2的一侧中心处固定安装有拉钉41。结合图4,在将治具4定位在定位盘3的过程中,拉钉41伸入定位孔31内;母座2的内部开设有气流通道21,气流通道21的一端与定位孔31相连通,气流通道21的另一端与外界相连通,气流通道21与外界相连通的一端固定安装有通气接头5。在将治具4的拉钉41伸入定位孔31内之后,通过通气接头5向气流通道21内进行吸气,由于定位孔31与气流通道21相连通,因此拉钉41能够被牢牢地吸在定位孔31内,该方式实现简单且操作便捷,能够加快治具4的锁紧速度,从而能够有效提升工件的加工效率。
41.参照图3,治具4靠近母座2的一侧固定安装有四个定位键42,四个定位键42沿治具4的周向均匀分布,结合图2,定位盘3远离安装座1的一侧开设有四个定位槽32,定位槽32与定位键42是一一对应的,拉钉41锁紧在定位孔31内时,定位键42伸入对应的定位槽32内,利用定位键42以及定位槽32从而实现治具4的快速定位,从而使得治具4的安装精度较为准确。
42.实施例1的实施原理为:在对治具4进行定位时,先利用定位键42以及定位槽32对治具4进行定位,随后将拉钉41伸入定位盘3的定位孔31内,再通过通气接头5利用吸气将拉钉41锁紧在定位孔31内,同时由于母座2与安装座1同轴设置,启动主轴系统能够使得安装座1以及母座2同时进行旋转,从而对治具4上的工件完成多角度的加工。相较于传统的治具4固定方式,只需将拉钉41放入定位孔31内进行锁紧即可,基本不需要再次进行调试,从而能够有效提升工件的加工效率。
43.实施例2本实施例与实施例1的不同之处在于:参照图5,定位盘3远离安装座1的一侧开设有四个凹槽33,凹槽33的内侧壁上均设有磁性材料。结合图6,治具4靠近母座2的一侧固定安装有四块磁块43,磁块43与凹槽33是一一对应的,磁块43的形状为半球形,凹槽33的形状与磁块43的形状相对应。拉钉41锁紧在定位孔31内时,磁块43伸入对应的凹槽33内并与凹槽33的内侧壁磁接。此设置便于工作人员更加快速准确地对治具4进行定位,磁块43磁吸设置在凹槽33内,相较于其他定位方式,定位更加牢固地同时便于工作人员进行拆除。将磁块43设置成半球形并将凹槽33的形状设置成与磁块43相对应的形状,便于在对治具4定位时,磁块43不易与凹槽33发生较多地碰撞而造成磨损,从而能够有效延长磁块43的使用寿命。
44.实施例2的实施原理为:在对治具4进行定位时,利用磁块43与凹槽33内壁上的磁性材料相磁吸对治具4进行定位,随后将拉钉41伸入定位盘3的定位孔31内,再通过通气接头5利用吸气将拉钉41锁紧在定位孔31内。
45.实施例3本实施例与实施例1的不同之处在于:参照图2和图7,治具4靠近母座2的一侧开设
有四个滑槽44,四个滑槽44沿治具4的周向均匀分布,每个滑槽44的一端均延伸出治具4边缘设置。滑槽44内均滑动设置有定位键42,具体的,定位键42的侧壁上固定连接有滑条422,滑槽44的内侧壁上开设有滑动槽,滑条422滑动设置在滑动槽内。定位键42滑动设置便于工作人员对定位键42进行拆除,从而提升数控机床可快速定位免调试机装置使用时的便捷性。每个滑槽44靠近拉钉41的一端的内底面均开设有固定孔45,每个定位键42上均开设有沉头孔421,沉头孔421与固定孔45的开设方向相同,沉头孔421内连有锁紧螺栓6,锁紧螺栓6穿过沉头孔421伸入固定孔45内,从而将定位键42固定在滑槽44内。沉头孔421的设置使得锁紧螺栓6不易对治具4的定位过程造成干扰,从而提升数控机床可快速定位免调试机装置使用时的便捷性。
46.实施例3的实施原理为:在对治具4进行定位时,先利用定位键42以及定位槽32对治具4进行定位,随后将拉钉41伸入定位盘3的定位孔31内,再通过通气接头5利用吸气将拉钉41锁紧在定位孔31内,相较于传统的治具4固定方式,只需将拉钉41放入定位孔31内进行锁紧即可,基本不需要再次进行调试,从而能够有效提升工件的加工效率。定位键42滑动设置便于工作人员对定位键42进行拆除。
47.实施例4本实施例与实施例1的不同之处在于:参照图8,定位盘3远离安装座1的一侧固定安装有四块抵接块34,四块抵接块34沿定位盘3的周向均匀分布。结合图9,治具4靠近母座2的一侧开设有四个抵接槽46,抵接槽46与抵接块34是一一对应的,治具4的侧壁上安装有灯泡7。结合图10,每个抵接槽46的内壁上均嵌设有压力传感器8。拉钉41锁紧在定位孔31内时,抵接块34伸入对应的抵接槽46内,此时灯泡7能够发光从而对工作人员起到提醒的作用。压力传感器8嵌设的安装方式使得压力传感器8不易因抵接块34长时间的抵接而损坏。
48.实施例4的实施原理为:在对治具4进行定位时,先利用插接块以及插接槽对治具4进行定位,同时由于插接块与压力传感器8相抵,灯泡7会发光并提醒工作人员定位完成,随后将拉钉41伸入定位盘3的定位孔31内,再通过通气接头5利用吸气将拉钉41锁紧在定位孔31内,相较于传统的治具4固定方式,只需将拉钉41放入定位孔31内进行锁紧即可,基本不需要再次进行调试,从而能够有效提升工件的加工效率。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。