技术特征:
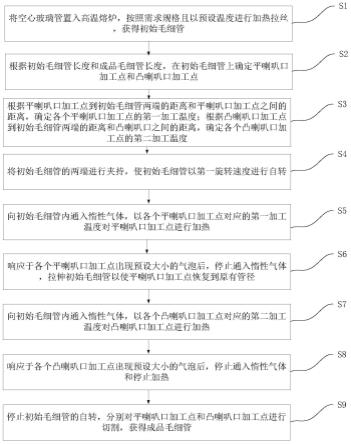
1.一种多喇叭口同时加工的毛细管制造工艺,其特征在于,所述工艺包括:步骤s1、将空心玻璃管置入高温熔炉,按照需求规格且以预设温度进行加热拉丝,获得初始毛细管;步骤s2、根据所述初始毛细管长度和成品毛细管长度,在所述初始毛细管上确定平喇叭口加工点和凸喇叭口加工点;其中,所述凸喇叭口加工点和所述平喇叭口加工点交错排布,所述成品毛细管一端为与所述成品毛细管管身平行的平喇叭口,另一端为突出于所述成品毛细管管身的凸喇叭口;步骤s3、根据所述平喇叭口加工点到所述初始毛细管两端的距离和所述平喇叭口加工点之间的距离,确定各个所述平喇叭口加工点的第一加工温度;根据所述凸喇叭口加工点到所述初始毛细管两端的距离和所述凸喇叭口之间的距离,确定各个所述凸喇叭口加工点的第二加工温度;步骤s4、将所述初始毛细管的两端进行夹持,使所述初始毛细管以第一旋转速度进行自转;步骤s5、向所述初始毛细管内通入惰性气体,以各个平喇叭口加工点对应的所述第一加工温度对所述平喇叭口加工点进行加热;其中,所述第一加工温度的温度大小从所述初始毛细管的进气端到出气端依次递增,所述惰性气体的压强大于大气压强;步骤s6、响应于所述各个所述平喇叭口加工点出现预设大小的气泡后,停止通入惰性气体,拉伸所述初始毛细管以使所述平喇叭口加工点恢复到原有管径;步骤s7、向所述初始毛细管内通入惰性气体,以各个凸喇叭口加工点对应的所述第二加工温度对所述凸喇叭口加工点进行加热;其中,所述第二加工温度的温度大小从所述初始毛细管的进气端到出气端依次递增,所述惰性气体的压强大于大气压强;步骤s8、响应于所述各个所述凸喇叭口加工点出现预设大小的气泡后,停止通入惰性气体和停止加热;步骤s9、停止所述初始毛细管的自转,分别对所述平喇叭口加工点和所述凸喇叭口加工点进行切割,获得所述成品毛细管。2.根据权利要求1所述多喇叭口同时加工的毛细管制造工艺,其特征在于,所述步骤s2包括:步骤s201、根据所述初始毛细管长度和成品毛细管长度,确定所述初始毛细管可以制造出成品毛细管的数量;步骤s202、根据所述成品毛细管的双端分别为所述平喇叭口和所述凸喇叭口以及所述成品毛细管数量,在所述初始毛细管上确定平喇叭口加工点和凸喇叭口加工点。3.根据权利要求1所述多喇叭口同时加工的毛细管制造工艺,其特征在于,所述步骤s3中根据所述平喇叭口加工点到所述初始毛细管两端的距离和所述平喇叭口加工点之间的距离,确定各个所述平喇叭口加工点的第一加工温度,包括:步骤s301、根据所述平喇叭口加工点到所述初始毛细管两端的距离和所述平喇叭口加工点之间的距离,确定各个所述平喇叭口加工点所需的第一软度;其中,各个所述平喇叭口加工点对应的第一软度保证惰性气体可以同时将各个所述平喇叭口加工点产生相同所述预设大小的气泡;步骤s302、根据各个所述平喇叭口加工点对应的所述第一软度,确定各个所述平喇叭
口加工点对应的所述第一加工温度;其中,其中,所述第一加工温度的温度大小从所述初始毛细管的进气端到出气端依次递增。4.根据权利要求1所述多喇叭口同时加工的毛细管制造工艺,其特征在于,步骤s3中根据所述凸喇叭口加工点到所述初始毛细管两端的距离和所述凸喇叭口之间的距离,确定各个所述凸喇叭口加工点的第二加工温度,包括:步骤s303、根据所述凸喇叭口加工点到所述初始毛细管两端的距离和所述凸喇叭口加工点之间的距离,确定各个所述凸喇叭口加工点所需的第二软度;其中,各个所述凸喇叭口加工点对应的第二软度保证惰性气体可以同时将各个所述凸喇叭口加工点产生相同所述预设大小的气泡;步骤s304、根据各个所述凸喇叭口加工点对应的所述第二软度,确定各个所述凸喇叭口加工点对应的所述第二加工温度;其中,其中,所述第二加工温度的温度大小从所述初始毛细管的进气端到出气端依次递增。5.根据权利要求1所述多喇叭口同时加工的毛细管制造工艺,其特征在于,所述步骤s4包括:步骤s401、采用圆环夹头将所述初始毛细管的两端进行夹持;其中,所述圆环夹持头与电机相连接;步骤s402、控制所述电机使所述圆环夹持头带动所述初始毛细管以第一旋转速度进行自转。6.根据权利要求1所述多喇叭口同时加工的毛细管制造工艺,其特征在于,所述步骤s6,包括:步骤s601、响应于所述各个所述平喇叭口加工点出现预设大小的气泡后,停止通入惰性气体,并保持加热;步骤s602、通过拉伸所述初始毛细管的两端以使各个所述平喇叭口加工点凸起的外壁恢复到原有管径。7.根据权利要求1所述多喇叭口同时加工的毛细管制造工艺,其特征在于,所述步骤s6,包括:步骤s603、响应于所述各个所述平喇叭口加工点出现预设大小的气泡后,停止通入惰性气体,并保持加热;步骤s604、采用拉伸夹头固定在各个所述平喇叭口加工点两侧;步骤s605、控制所述拉伸夹头向两侧移动以拉伸各个所述平喇叭口加工点,使所述平喇叭口加工点凸起的外壁恢复到原有管径;其中,所述拉伸夹头的移动速度要保持所述平喇叭口加工点两侧拉平速度一致。8.根据权利要求1所述多喇叭口同时加工的毛细管制造工艺,其特征在于,所述步骤s9,包括:停止所述初始毛细管的自转,采用激光分别沿着所述平喇叭口加工点和所述凸喇叭口加工点的中心线进行切割,获得所述成品毛细管。
技术总结
本发明公开了一种多喇叭口同时加工的毛细管制造工艺,包括:将空心玻璃管进行加热拉丝获得初始毛细管;根据初始毛细管长度和成品毛细管长度,确定平喇叭口加工点和凸喇叭口加工点;根据平喇叭口加工点和凸喇叭口加工点的位置,确定平喇叭口加工点的第一加工温度和凸喇叭口加工点的第二加工温度;将初始毛细管夹持,使初始毛细管自转;向管内通入惰性气体,以第一加工温度对平喇叭口加工点进行加热;当平喇叭口加工点出现预设大小的气泡后,停止通入惰性气体,拉伸初始毛细管恢复到原有管径;同理对凸喇叭口加工点进行加工但不拉伸;对平喇叭口加工点和凸喇叭口加工点进行切割,获得成品毛细管。本发明提高了成品毛细管制造效率。本发明提高了成品毛细管制造效率。本发明提高了成品毛细管制造效率。
技术研发人员:林超杰
受保护的技术使用者:杰讯光电(福建)有限公司
技术研发日:2022.09.01
技术公布日:2022/12/19
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。