1.本发明涉及锅炉设备技术领域,特别涉及一种膜式壁的成排弯曲工装及成排弯曲方法。
背景技术:
2.相关技术中,国内膜式壁管排的弯制,主要采用梳型弯模成排弯设备,投入成本高;膜式壁管管径大小、节距、弯曲半径各不尽相同,造成梳型模规格较多,制作及管理成本较高,而且每次弯制时,又要根据产品尺寸调整或更换模具,耗用工时效率低。在膜式壁管排成排弯生产过程中,管子弯曲半径相对较小,管子厚度相对较薄,容易产生管子椭圆率超标,受力不均匀。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种膜式壁的成排弯曲工装,能够在有效提高成排弯曲工时效率。
4.本发明还提出一种应用于上述膜式壁的成排弯曲工装的控制方法。
5.根据本发明第一方面实施例的膜式壁的成排弯曲工装,包括:
6.弯曲上模;
7.皆设于所述弯曲上模下方的两个所述弯曲下模,两个所述弯曲下模对称分布在所述弯曲上模的两侧,两个所述弯曲下模的顶端共同用于放置膜式壁管排;所述膜式壁管排包括依次排列的多条鳍片以及多条膜式壁管,每相邻两条所述膜式壁管通过所述鳍片连接;
8.多个串珠,与多条所述鳍片分别对应设置;
9.驱动装置,用于调整所述弯曲上模与两个所述弯曲下模的相对距离。
10.根据本发明实施例的膜式壁的成排弯曲工装,至少具有如下有益效果:
11.弯曲上模、两个弯曲下模与驱动装置配合完成对膜式壁管排的成排弯曲,可以适应不同管径大小、节距以及弯曲半径各不相同的膜式壁管排,从而减少设备的成本投入。采用多个串珠放置在膜式壁管排的多条鳍片上,能够有效解决在膜式壁管排成排弯生产过程中,管子弯曲半径相对较小,管子厚度相对较薄,容易产生管子椭圆率超标的问题,提高整体膜式壁管排的受力均匀性。整个工装有效减少耗用工时,提高制作效率。
12.根据本发明的一些实施例,上述膜式壁的成排弯曲工装还包括设于所述膜式壁管排上的角度测量装置,所述角度测量装置用于测量所述膜式壁管排弯曲的角度。
13.根据本发明的一些实施例,所述角度测量装置采用水平角度仪。
14.根据本发明的一些实施例,所述驱动装置采用油压机,所述弯曲上模安装于所述油压机的活动模板上;两个所述弯曲下模皆安装于所述油压机的固定模板上。
15.根据本发明的一些实施例,所述弯曲上模包括:
16.第一连接件,其一端与所述活动模板连接;
17.半圆柱体,其上表面与所述第一连接件另一端连接。
18.根据本发明的一些实施例,每个所述弯曲下模包括:
19.第二连接件,其一端与所述固定模板连接;
20.圆柱体,与所述第二连接件的另一端连接,所述圆柱体用于辅助所述膜式壁管排形成弯曲状态。
21.根据本发明的一些实施例,所述第二连接件为多个。
22.根据本发明的一些实施例,所述串珠采用柔性钢制串珠。
23.根据本发明第二方面实施例的膜式壁成排弯曲方法,所述成排弯曲工装包括弯曲上模、两个弯曲下模、多个串珠以及驱动装置;两个所述弯曲下模皆设于所述弯曲上模下方,并对称分布在所述弯曲上模的两侧;所述驱动装置用于调整所述弯曲上模与两个所述弯曲下模的相对距离;
24.所述膜式壁成排弯曲方法,包括以下步骤:
25.将膜式壁管排放置于两个所述弯曲下模的顶端;
26.将多个所述串珠分别对应放置于所述膜式壁管排上的多条鳍片处;
27.启动所述驱动装置,以使得所述弯曲上模和两个所述弯曲下模相对运动,从而减小所述弯曲上模和两个所述弯曲下模的相对距离以形成弯曲状态的所述膜式壁管排。
28.根据本发明实施例的控制方法,至少具有如下有益效果:
29.采用上述的膜式壁的成排弯曲工装,弯曲上模、两个弯曲下模与驱动装置配合完成对膜式壁管排的成排弯曲,可以适应不同管径大小、节距以及弯曲半径各不相同的膜式壁管排,从而减少设备的成本投入。采用多个串珠放置在膜式壁管排的多条鳍片上,能够有效解决在膜式壁管排成排弯生产过程中,管子弯曲半径相对较小,管子厚度相对较薄,容易产生管子椭圆率超标的问题,提高整体膜式壁管排的受力均匀性。整个工装有效减少耗用工时,提高制作效率。
30.根据本发明的一些实施例,所述成排弯曲工装还包括角度测量装置;
31.所述启动所述驱动装置,以使得所述弯曲上模向下顶压所述膜式壁管排,所述膜式壁管排形成弯曲状态,包括:
32.将所述角度测量装置设于所述膜式壁管排上;
33.启动所述驱动装置,根据所述角度测量装置以使得所述弯曲上模向下顶压所述膜式壁管排弯曲至固定角度。
34.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
35.下面结合附图和实施例对本发明做进一步的说明,其中:
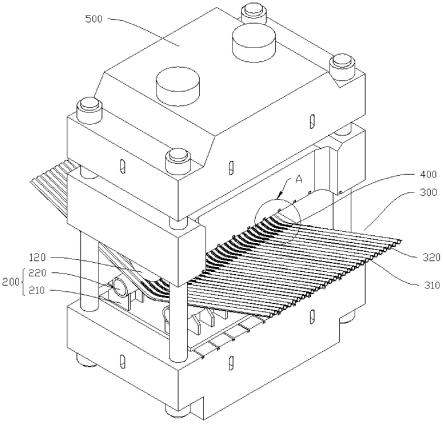
36.图1为本发明一种实施例的膜式壁的成排弯曲工装的结构示意图;
37.图2为图1中a处的放大图;
38.图3为本发明一种实施例的膜式壁的成排弯曲工装的正视示意图;
39.图4为本发明另一种实施例的膜式壁的成排弯曲工装的正视示意图;
40.图5为本发明一种实施例的膜式壁的成排弯曲工装的侧视图;
41.图6为图5的剖视示意图。
42.附图标号:
43.弯曲上模100;第一连接件110;半圆柱体120;
44.弯曲下模200;第二连接件210;圆柱体220;
45.膜式壁管排300;鳍片310;膜式壁管320;
46.串珠400;
47.驱动装置500;活动模板510;固定模板520;
48.角度测量装置600。
具体实施方式
49.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
50.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
51.在本发明的描述中,多个指的是两个以上。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
52.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
53.参照图1所示,图1为本发明一种实施例的膜式壁的成排弯曲工装的结构示意图。膜式壁的成排弯曲工装,包括:弯曲上模100、两个弯曲下模200、多个串珠400、驱动装置500。
54.弯曲上模100;
55.皆设于弯曲上模100下方的两个弯曲下模200,两个弯曲下模200对称分布在弯曲上模100的两侧,两个弯曲下模200的顶端共同用于放置膜式壁管排300;膜式壁管排300包括依次排列的多条鳍片310以及多条膜式壁管320,每相邻两条膜式壁管320通过鳍片310连接;
56.多个串珠400,与多条鳍片310分别对应设置;
57.驱动装置500,用于调整弯曲上模100与两个弯曲下模200的相对距离。
58.参考图1至图6,弯曲上模100和两个弯曲下模200均安装在驱动装置500上,两个弯曲下模200都设置于弯曲上模100下方,并且沿着弯曲上模100上下运动的方向为轴对称分布。确保放置在两个弯曲下模200上的膜式壁管排300可以受力均匀弯曲。膜式壁管排300需要弯曲的位置可以划分弯曲线位置,膜式壁管排300按照弯曲线位置水平的放置于两个弯曲下模200顶端,弯曲线位置对应于弯曲上模100向下顶压的位置。膜式壁管排300上还设有多条鳍片310,多条鳍片310上对应弯曲线位置分别设置有多个串珠400,膜式壁管排300还
包括多条膜式壁管320,钢管与钢管之间通过鳍片310连接,从而可以放置串珠400,在进行弯曲压制时起到均匀受力的作用。驱动装置500驱动弯曲上模100向下顶压时,膜式壁管排300上的串珠400可以有效减少弯曲上模100对钢管的损伤。同时串珠400还可以承受两侧钢管的挤压,降低钢管的椭圆率。串珠400直接放置于膜式壁鳍片310上,不用固定,省工时,提高生产效率;成串的钢制串珠400可以重复使用,节省材料成本。
59.弯曲上模100、两个弯曲下模200与驱动装置500配合完成对膜式壁管排300的成排弯曲,可以适应不同管径大小、节距以及弯曲半径各不相同的膜式壁管排300,从而减少设备的成本投入。采用多个串珠400放置在膜式壁管排300的多条鳍片310上,能够有效解决在膜式壁管排300成排弯生产过程中,管子弯曲半径相对较小,管子厚度相对较薄,容易产生管子椭圆率超标的问题,提高整体膜式壁管排300的受力均匀性。整个工装有效减少耗用工时,提高制作效率。
60.在一些实施例中,参照图4所示,上述膜式壁的成排弯曲工装还包括设于膜式壁管排300上的角度测量装置600,角度测量装置600用于测量膜式壁管排300弯曲的角度。角度测量装置600起到辅助的作用。在对膜式壁管排300进行弯曲操作前,在弯曲线位置之外的任意鳍片310处或膜式壁管320处安装角度测量装置600,能够保证膜式壁管排300弯曲角度的实时监测,确保膜式壁管排300弯曲到需要的角度。需要说明的是,本实施例对角度测量装置600不做限定,能完成角度测量的功能即可。
61.在一些实施例中,参照图4所示,角度测量装置600采用水平角度仪。本实施例的角度测量装置600采用的水平角度仪,水平角度仪可测量任意角度,在人工进行操作时,可有效辅助操作人员将膜式壁管排300弯曲至所需的角度。
62.在一些实施例中,角度测量装置600还可以采用角度测量传感器,即远程配备操控台,可提前设置好膜式壁管排300需要弯曲的角度,通过角度测量传感器实时测量弯曲角度,从而在达到所需角度时,向操控台传输信号,停止驱动装置500工作。
63.在一些实施例中,参照图1至图5所示,驱动装置500采用油压机,弯曲上模100安装于油压机的活动模板510上;两个弯曲下模200皆安装于油压机的固定模板520上。本实施例采用的驱动装置500为四柱油压机,四柱油压机广泛用于各种零配件的加工,适用范围广,解决了膜式壁管320管径大小、节距、弯曲半径各不尽相同,造成梳型模规格较多,制作及管理成本较高,而且每次弯制时,又要针对不同产品尺寸而需要调整或更换模具的问题。但本实施例对驱动装置500不做限定,达到驱动效果的前提下,合理设置即可。弯曲上模100固定于油压机的活动模板510上,可随着油压机的驱动上下往返运动。两个弯曲下模200对称的固定在油压机的固定模板520上,用于承接膜式壁管排300。需要说明的是,本实施例对弯曲上模100和弯曲下模200的具体位置不做限定,例如,弯曲上模100安装于固定模板520上,弯曲下模200安装于活动模板510上,驱动装置500驱动弯曲下模200进行顶压。具体实现方式,合理设置即可。
64.在一些实施例中,参照图1至图4所示,弯曲上模100包括:第一连接件110、半圆柱体120。
65.第一连接件110,其一端与活动模板510连接;
66.半圆柱体120,其上表面与第一连接件110另一端连接。
67.弯曲上模100包括两部分组成,一部分是直接与驱动装置500活动模板510连接的
第一连接件110,本实施例中的第一连接件110为矩形板。矩形板下方连接一个半圆柱体120,半圆柱体120用来在驱动装置500的驱动下对膜式壁管排300实现挤压。需要说明的是,第一连接件110也可以为一个整体,本实施例对第一连接件110不做具体限定。另外,本实施例对半圆柱体120也不做限定,在合理实现挤压的前提下,设置成其他形状皆可。
68.在一些实施例中,参照图1至图4所示,每个弯曲下模200包括:第二连接件210、圆柱体220。
69.第二连接件210,其一端与固定模板520连接;
70.圆柱体220,与第二连接件210的另一端连接,圆柱体220用于辅助膜式壁管排300形成弯曲状态。
71.弯曲下模200同样也由两部分组成,一部分是直接与驱动装置500固定模板520连接的第二连接件210,第二连接件210为直角梯形板,其上底为适应另一部分圆柱体220的安装,切割为适应圆柱体220圆周的形状。如图1所示,可看到弯曲下模200的圆柱体220为空心的。但本实施例对此不做限定,合理设置即可。
72.在一些实施例中,第二连接件210为多个。梯形板可设置多个,共同支撑圆柱体220以及弯曲上模100向下顶压时的压力。另外,第一连接件110同样也可以为多个。但本实施例对第一连接件110以及第二连接件210的数量和形状均不做限定,合理设置即可。
73.在一些实施例中,本实施例采用的串珠400为柔性钢制串珠400。但本实施例对串珠400的类型不做限制,能达到相同效果即可。
74.本实施例还提出一种膜式壁成排弯曲方法,参照图3和图4所示,成排弯曲工装包括弯曲上模100、两个弯曲下模200、多个串珠400以及驱动装置500;两个弯曲下模200皆设于弯曲上模100下方,并对称分布在弯曲上模100的两侧;驱动装置500用于调整弯曲上模100与两个弯曲下模200的相对距离;
75.膜式壁成排弯曲方法,包括以下步骤:
76.将膜式壁管排300放置于两个弯曲下模200的顶端;
77.将多个串珠400分别对应放置于膜式壁管排300上的多条鳍片310处;
78.启动驱动装置500,以使得弯曲上模100和两个弯曲下模200相对运动,从而减小弯曲上模100和两个弯曲下模200的相对距离以形成弯曲状态的膜式壁管排300。
79.整个成排弯曲过程如下:先将弯曲上模100和两个弯曲下模200分别固定好,弯曲上模100固定在驱动装置500,也就是前文提到的油压机的活动模板510上,两个弯曲下模200固定在油压机的固定模板520上。再将膜式壁管排300按所需弯曲位置放置于弯曲下模200之上。然后将多个串珠400依次放入膜式壁管排300鳍片310上的弯曲线位置。最后,启动油压机带动弯曲上模100向下顶压膜式壁管排300,完成弯制。
80.在一些实施例中,参照图3所示,成排弯曲工装还包括角度测量装置600;
81.启动驱动装置500,以使得弯曲上模100向下顶压膜式壁管排300,膜式壁管排300形成弯曲状态,包括:
82.将角度测量装置600设于膜式壁管排300上;
83.启动驱动装置500,根据角度测量装置600以使得弯曲上模100向下顶压膜式壁管排300弯曲至固定角度。
84.在启动油压机工作前,还可以在膜式壁管排300上安装角度测量装置600,从而通
过借助角度测量装置600,将膜式壁管排300弯曲至要求的角度。
85.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
