1.本实用新型涉及自动化机械设备,具体的说是涉及一种电动牙刷底壳组装机。
背景技术:
2.电动牙刷底壳组装产品除了底壳之外,还有内轴、刷柄组成的产品。它有助于提升电动牙刷本身的使用效率以及振动。目前电动牙刷行业普遍采用的是人工或者市面上通过利用压合方式的半自动设备来组装。
3.现有的组装牙刷的缺陷是:人工组装牙刷的方法,效率极低,费时费力。
4.因此,设计和研发一种新颖可靠的电动牙刷底壳组装机就很有必要,电动牙刷底壳组装机能够代替人工和已存在的半自动设备,提高组装的效率、位置精确性以及稳定性。
技术实现要素:
5.针对现有技术中的不足,本实用新型要解决的技术问题在于提供了一种电动牙刷底壳组装机,设计该电动牙刷底壳组装机的目的是实现电动牙刷底壳的自动化组装。
6.为解决上述技术问题,本实用新型通过以下方案来实现:本实用新型的一种电动牙刷底壳组装机,包括机架,还包括:
7.分布于所述机架周边的三组振盘送料装置,该三组振盘送料装置分别是第一振盘送料装置、第二振盘送料装置以及第三振盘送料装置;
8.安装于所述机架上的转盘机构,所述转盘机构具有可转动的安装于所述机架上的转盘、环阵列的安装于所述转盘边缘的八组夹料机构以及安装于所述机架上并与所述转盘驱动连接的动力部,所述动力部驱动所述转盘做间歇性旋转动作,所述转盘周边设有八个工位,八组夹料机构每转动一个角度均对准该八个工位;
9.两组直振机构,安装于所述机架上,两组振盘送料装置与所述两组直振机构一对一配置,所述直振机构接收对应的所述振盘送料装置送出的产品部件并通过振动的方式送入对应的夹料机构前方;
10.一组上料机构,该上料机构安装于所述机架上,其进料端连接第三振盘送料装置,其将所述第三振盘送料装置送出的产品部件送入对应的夹料机构前方;
11.一组第一拨针机构,安装于所述机架上且处于第一拨针工位;
12.一组第二拨针机构,安装于所述机架上且处于第二拨针氏位;
13.下料机构,设于下料工位处,具有夹持结构,处于下料工位处的夹料机构伸出组装后的成品至夹持结构,成品被夹持后,处于下料工位处的夹料机构缩回。
14.进一步的,所述夹料机构设有八组,其包括安装于所述转盘上的气缸、与所述气缸驱动连接的爪头。
15.进一步的,所述动力部通过八工位分割器驱动所述转盘旋转。
16.进一步的,所述动力部为伺服电机。
17.进一步的,所述上料机构包括取料机构、第三直振机构、步进电机、同步带、旋转气
缸在y轴向设置,其进料端连接所述第三振盘送料装置的出料端,其通过振动送料;
18.所述取料机构设于所述第三直振机构的振动槽末端,其具有x轴驱动机构和与所述x轴驱动机构驱动连接的第一z轴机构,所述第一z轴机构的驱动端连接有夹爪;
19.步进式送料机构,设于所述第三直振机构的振动槽末端的x轴方向,具有同步带组及驱动所述同步带组旋转的第一步进电机,所述同步带组的同步带长度方向上等距的分布的卡料治具,所述夹爪通过第一z轴机构驱动抓取所述振动槽末端的产品部件,再通过所述x轴驱动机构驱动将产品部件移送至所述卡料治具上;
20.矫正部,设于所述步进式送料机构的末端,其对卡料治具上的产品部件的圆周方向矫正;
21.y轴方位调整机构,具有放置产品部件的治具及驱动所述治具旋转的电机;
22.旋转机构,通过一支架固定于所述机架上,通过两组抓取装置的180旋转将矫正后的产品部件送入所述y轴方位调整机构上的治具内。
23.更进一步的,所述x轴驱动机构的动力源为直线气缸,该直线气缸驱动连接x轴活动部,所述x轴活动部在x轴导轨上活动且所述x轴活动部上安装所述第一z轴机构,所述第一z轴机构的动力源为夹持气缸。
24.更进一步的,所述矫正部的动力源为第二步进电机,该第二步进电机安装于一y轴活动部上,y轴活动部由一y轴气缸驱动,所述第二步进电机的驱动端连接有矫正头。
25.更进一步的,所述旋转机构包括旋转气缸、和所述旋转气缸驱动连接的转板、安装于所述转板两端的第二z轴机构、安装于所述第二z轴机构上的抓取装置。
26.相对于现有技术,本实用新型的有益效果是:
27.1.本实用新型的电动牙刷底壳组装机通过振动盘加直震的供料方式,改变料道斜向布置,利用分料供料的速度以及稳定性,牙刷能够高效率组装。
28.2.通过人工将料倒到振盘内设备,机器自动分好方向和组装,提高了组装效率以及稳定性。
29.3.通过8工位分割器圆盘提高了设备运行的稳定性。
附图说明
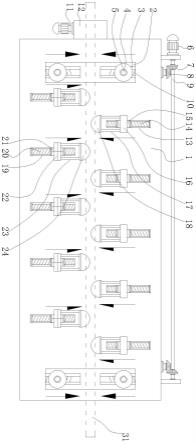
30.图1为本实用新型电动牙刷底壳组装机拆开外罩后的俯视图。
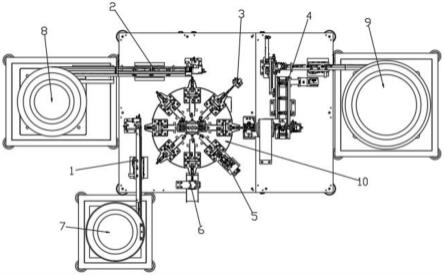
31.图2为本实用新型电动牙刷底壳组装机的立体图。
32.图3为本实用新型转盘机构的结构图。
33.图4为本实用新型上料机构的结构图。
34.附图中标记:1-第一直振机构,2-第二直振机构,3-第一拨针机构,4-刷柄上料机构,5-第二拨针机构,6-下料工位,7-第一振盘送料装置,8-第二振盘送料装置,9-第三振盘送料装置,10-转盘机构,11-操作屏,12-机器防护栏,13-振盘护栏架,14-电箱,16-八工位分割器,17-动力部,18-夹料机构,20-取料机构,21-第三直振机构,22-第一步进电机,23-同步带组,24-第二步进电机,25-旋转气缸,26-支架,27-y轴方位调整机构。
具体实施方式
35.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
36.实施例1:本实用新型的具体结构如下:
37.请参照附图1-4,本实用新型的一种电动牙刷底壳组装机,包括机架,还包括:
38.分布于所述机架周边的三组振盘送料装置,该三组振盘送料装置分别是第一振盘送料装置7、第二振盘送料装置8以及第三振盘送料装置9;
39.安装于所述机架上的转盘机构10,所述转盘机构10具有可转动的安装于所述机架上的转盘、环阵列的安装于所述转盘边缘的八组夹料机构18以及安装于所述机架上并与所述转盘驱动连接的动力部17,所述动力部17驱动所述转盘做间歇性旋转动作,所述转盘周边设有八个工位,八组夹料机构18每转动一个角度均对准该八个工位;
40.两组直振机构,安装于所述机架上,两组振盘送料装置与所述两组直振机构一对一配置,所述直振机构接收对应的所述振盘送料装置送出的产品部件并通过振动的方式送入对应的夹料机构前方;
41.一组上料机构4,该上料机构4安装于所述机架上,其进料端连接第三振盘送料装置9,其将所述第三振盘送料装置9送出的产品部件送入对应的夹料机构前方;
42.一组第一拨针机构3,安装于所述机架上且处于第一拨针工位;
43.一组第二拨针机构5,安装于所述机架上且处于第二拨针氏位;
44.下料机构6,设于下料工位处,具有夹持结构,处于下料工位处的夹料机构18伸出组装后的成品至夹持结构,成品被夹持后,处于下料工位处的夹料机构18缩回。
45.进一步的,所述夹料机构18设有八组,其包括安装于所述转盘上的气缸、与所述气缸驱动连接的爪头。
46.进一步的,所述动力部17通过八工位分割器16驱动所述转盘旋转。
47.进一步的,所述动力部17为伺服电机。
48.进一步的,所述上料机构4包括取料机构20、第三直振机构21、步进电机22、同步带23、步进电机24、旋转气缸25;
49.所述第三直振机构21在y轴向设置,其进料端连接所述第三振盘送料装置9的出料端,其通过振动送料;
50.所述取料机构20设于所述第三直振机构21的振动槽末端,其具有x轴驱动机构和与所述x轴驱动机构驱动连接的第一z轴机构,所述第一z轴机构的驱动端连接有夹爪;
51.步进式送料机构,设于所述第三直振机构21的振动槽末端的x轴方向,具有同步带组23及驱动所述同步带组23旋转的第一步进电机22,所述同步带组23的同步带长度方向上等距的分布的卡料治具,所述夹爪通过第一z轴机构驱动抓取所述振动槽末端的产品部件,再通过所述x轴驱动机构驱动将产品部件移送至所述卡料治具上;
52.矫正部,设于所述步进式送料机构的末端,其对卡料治具上的产品部件的圆周方向矫正;
53.y轴方位调整机构27,具有放置产品部件的治具及驱动所述治具旋转的电机;
54.旋转机构,通过一支架26固定于所述机架上,通过两组抓取装置的180旋转将矫正后的产品部件送入所述y轴方位调整机构27上的治具内。
55.进一步的,所述x轴驱动机构的动力源为直线气缸,该直线气缸驱动连接x轴活动部,所述x轴活动部在x轴导轨上活动且所述x轴活动部上安装所述第一z轴机构,所述第一z轴机构的动力源为夹持气缸。
56.进一步的,所述矫正部的动力源为第二步进电机24,该第二步进电机24安装于一y轴活动部上,y轴活动部由一y轴气缸驱动,所述第二步进电机24的驱动端连接有矫正头。
57.进一步的,所述旋转机构包括旋转气缸25、和所述旋转气缸驱动连接的转板、安装于所述转板两端的第二z轴机构、安装于所述第二z轴机构上的抓取装置。
58.实施例2:
59.以下是本实用新型电动牙刷底壳组装机的工作原理:
60.如图1-4所示,本实用新型的牙刷有底壳、内轴、刷柄三个部件,底壳由第一振盘送料装置7送出,内轴由第二振盘送料装置8送出,刷柄由第三振盘送料装置9送出,装配关系是先上底壳、再装配内轴、最后装配刷柄,装配完成后,成品由下料机构6下料至收料箱内。
61.牙刷的装配过程如下:
62.步骤一,将底壳、内轴、刷柄分别倒入第一振盘送料装置7、第二振盘送料装置8、第三振盘送料装置9,底壳通过第一振盘送料装置7送入所述第一直振机构1,所述第一直振机构1接收底壳并通过振动传输使底壳输送至底壳上料工位处;
63.步骤二,底壳上料工位处对应的夹料机构18的爪头伸出将底壳抓取;
64.步骤三,转盘旋转一个角度,使底壳上料工位处对应的夹料机构18旋转至空档工位,转盘再次旋转一个角度,使空档工位处的夹料机构18旋转至内轴上料工位;
65.步骤四,内轴通过第二振盘送料装置8送至所述第二直振机构2,第二直振机构2将内轴送至内轴上料工位处,具有底壳的夹料机构18向外伸出,使内轴穿入底壳;
66.步骤五,转盘再次旋转一个角度,使内轴上料工位处夹料机构18移动至第一拨针工位,所述第一拨针机构3对第一拨针工位处的底壳拨正,使底壳的方位便于安装刷柄;
67.步骤六,转盘旋转一个角度,使拨正后的底壳进入到刷柄安装工位;
68.步骤七,刷柄由第三振盘送料装置9送出至第三直振机构21,第三直振机构21的送料方向是y轴向送料,再由取料机构20将刷柄送入步进式送料机构上的卡料治具上,步进式送料机构上的卡料治具被驱动至矫正部,通过矫正部的旋转,使刷柄的方向便于装配,再通过旋转机构从所述卡料治具上取料并旋转180度,使矫正后的刷柄送至y轴方位调整机构27,如果刷柄方向正确,则保持该方向,如果方向错误,则通过y轴方位调整机构27旋转180度;
69.步骤八,刷柄安装工位处的夹料机构18向外伸出,使底壳、内轴及刷柄安装在一起。
70.步骤九,转盘旋转一个角度,使装配好的牙刷送入第二拨针机构5,使牙刷紧配。
71.步骤十,转盘旋转一个角度,使紧配后的牙刷送入下料工位,下料工位处的下料机构6的夹持结构张开,下料工位处的夹料机构18伸出,夹持结构闭合将牙刷夹住,夹料机构18缩回,牙刷通过夹持结构脱离夹料机构18,夹持结构再次松开,牙刷落入收料箱中。
72.本实用新型电动牙刷底壳组装机还包括安装在机架上的操作屏11,机器防护栏12,电箱14,三组振盘送料装置上均安装有振盘护栏架13,
73.以上所述仅为本实用新型的优选实施方式,并非因此限制本实用新型的专利范
围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。