1.本实用新型属于注液嘴加工设备技术领域,特别涉及一种便于脱模的通孔修边装置。
背景技术:
2.锂电池在生产加工的过程中需要对锂电池注入一定量的电解液,因此,注液嘴在质量和精度方面就需要有较高的要求,注液时若发生损坏就要及时更换,而现有的注液嘴生产工艺多采用手工通孔和手工修边,加工过程中经常出现无法一次性通孔、注液嘴边缘参差不齐,以及冲压模具不容易分离的情况,所以需要通针来回多次通孔和返工重复修边,且模具卡住后需要手动分离,这样不仅会影响到注液嘴的加工质量,还会降低生产的效率。故需要设计一种既能够保证注液嘴的加工质量,且便于模具脱模以提高生产效率的通孔修边装置。
技术实现要素:
3.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是:如何提供一种既能够保证注液嘴的加工质量,又能够提高生产效率的通孔修边装置。
4.为了解决上述技术问题,本实用新型采用的技术方案为:一种便于脱模的通孔修边装置,包括压力机,以及设置在压力机上的上模具和下模具;所述下模具包括活动板以及和活动板相连的脱模组件;所述脱模组件包括导向销、以及设置在其一侧的压块和第一弹性元件;所述第一弹性元件一端连接活动板,另一端连接压块;所述压块可沿导向销轴向往复运动。
5.其中,所述活动板上端面设有定位座;所述导向销垂直设置于定位座内;所述导向销沿轴线方向设有第一定位槽;所述定位座设有第二定位槽;所述第一定位槽和第二定位槽组成容纳第一弹性元件和压块的限位空间。
6.其中,所述上模具包括至上而下依次设置的压板、顶针和套板;所述套板设有压料孔;
7.所述下模具还包括与活动板弹性连接的底座,以及一端与底座连接,另一端与活动板套接,且与顶针同轴设置的塞柱。
8.其中,所述塞柱包括套筒、第二弹性元件和移动塞头;所述套筒一端与底座连接,另一端与活动板套接,且套筒的轴线与底座相互垂直;所述第二弹性元件设置在套筒的内部,且一端与套筒相连,另一端连接移动塞头;所述移动塞头可沿套筒轴向往复运动。
9.其中,所述压料孔的孔径大于塞柱的直径。
10.其中,所述压板的顶端还连接有转接头。
11.其中,所述套板上设有与导向销相匹配的导向孔。
12.本实用新型的有益效果在于:本实用新型提供的一种便于脱模的通孔修边装置结构简单、成本低廉,通过设置脱模组件,既可以在冲压过程中起导向作用,又能够便于上模
具和下模具在冲压结束后实现快速分离,避免发生上模具和下模具卡死的现象,在保证注液嘴的加工质量的同时,又能够提高生产效率。
附图说明
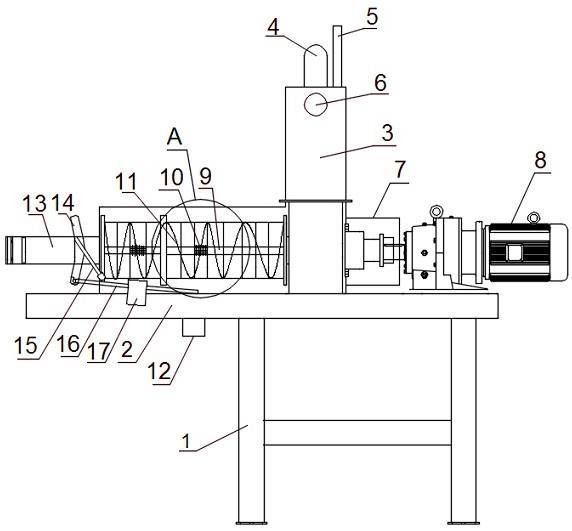
13.图1所示为本实用新型具体实施方式的便于脱模的通孔修边装置的结构示意图;
14.图2所示为本实用新型具体实施方式的便于脱模的上模具和下模具的正视剖视图;
15.图3所示为图2的a处的放大图;
16.图4所示为图2的b处的放大图;
17.图5所示为本实用新型具体实施方式的便于脱模的上模具和下模具压合状态的剖视图;
18.标号说明:
19.1、压力机;
20.2、上模具;21、压板;22、顶针;23、套板;231、压料孔;232、导向孔;
21.3、下模具;31、活动板;311、定位座;3111、第二定位槽;32、脱模组件;321、导向销;3211、第一定位槽;322、压块;323、第一弹性元件;33、底座;
22.4、塞柱;41、套筒;42、第二弹性元件;43、移动塞头;
23.5、转接头;6、注液嘴半成品。
具体实施方式
24.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
25.本实用新型最关键的构思在于:通过设置脱模组件,既可以在冲压过程中起导向作用,又能够便于上模具和下模具在冲压结束后实现快速分离,避免发生上模具和下模具卡死的现象。
26.请参照图1至图4,本实用新型提供的便于脱模的通孔修边装置,包括压力机1,以及设置在压力机1上的上模具2和下模具3;下模具3包括活动板31以及和活动板31相连的脱模组件32;脱模组件32包括导向销321、以及设置在其一侧的压块322和第一弹性元件323;第一弹性元件323一端连接活动板31,另一端连接压块322;压块322可沿导向销321轴向往复运动。
27.从上述描述可知,本实用新型的有益效果在于:提供一种便于脱模的通孔修边装置,通过设置脱模组件32,既可以在冲压过程中起导向作用,又能够便于上模具2和下模具3在冲压结束后实现快速分离,避免发生上模具2和下模具3卡死的现象;且该便于脱模的通孔修边装置成本低廉、结构简单、操作方便。
28.进一步地,活动板31上端面设有定位座311;导向销321垂直设置于定位座311内;导向销321沿轴线方向设有第一定位槽3211;定位座311设有第二定位槽3111;第一定位槽3211和第二定位槽3111组成容纳第一弹性元件323和压块322的限位空间。
29.从上述描述可知,通过该设计,可以进一步保证上模具2和下模具3在脱模的过程中,压块322移动的稳定性,避免发生晃动。
30.进一步地,上模具2包括至上而下依次设置的压板21、顶针22和套板23;套板23设有压料孔231;
31.下模具3还包括与活动板31弹性连接的底座33,以及一端与底座33连接,另一端与活动板31套接,且与顶针22同轴设置的塞柱4。
32.从上述描述可知,通过套板23、顶针22、塞柱4和活动板31的配合,可对注液嘴半成品上的边角料进行快速冲压且保证冲压的精度。
33.进一步地,塞柱4包括套筒41、第二弹性元件42和移动塞头43;套筒41一端与底座33连接,另一端与活动板31套接,且套筒41的轴线与底座33相互垂直;第二弹性元件3111设置在套筒41的内部,且一端与套筒41相连,另一端连接移动塞头43;移动塞头43可沿套筒41轴向往复运动。
34.从上述描述可知,该设计可使顶针22和套板23在接触到注液嘴板成品的边角料后继续向下移动,从而实现通孔和修边的工作。
35.进一步地,压料孔231的孔径大于塞柱4的直径。
36.从上述描述可知,该设计可以避免冲压的过程中,套板23和塞柱4发生干涉的情况。
37.进一步地,压板21的顶端还连接有转接头5。
38.从上述描述可知,该设计能够便于上模具2与压力机1的装配工作。
39.进一步地,套板23上设有与导向销321相匹配的导向孔232。
40.从上述描述可知,该设计可进一步保证通孔、修边的精度,防止对注液嘴造成损坏。
41.本实用新型的便于脱模的通孔修边装置,可辅助注液嘴通孔修边工作。
42.本实用新型的实施例一为:
43.参照图1至图3,一种便于脱模的通孔修边装置,包括压力机1,以及设置在压力机1上的上模具2和下模具3;
44.上模具2包括至上而下依次设置的压板21、顶针22和套板23;套板23设有压料孔231;套板23上设有与导向销321相匹配的导向孔232;
45.下模具3包括活动板31以及和活动板31相连的脱模组件32;脱模组件32包括导向销321、以及设置在其一侧的压块322和第一弹性元件323;第一弹性元件323一端连接活动板31,另一端连接压块322;压块322可沿导向销321轴向往复运动。
46.活动板31上端面设有定位座311;导向销321垂直设置于定位座311内;导向销321沿轴线方向设有第一定位槽3211;定位座311设有第二定位槽3111;第一定位槽3211和第二定位槽3111组成容纳第一弹性元件323和压块322的限位空间;下模具3还包括与活动板31弹性连接的底座33,以及一端与底座33连接,另一端与活动板31套接,且与顶针22同轴设置的塞柱4。
47.参照图4,塞柱4包括套筒41、第二弹性元件42和移动塞头43;套筒41一端与底座33连接,另一端与活动板31套接,且套筒41的轴线与底座33相互垂直;第二弹性元件3111设置在套筒41的内部,且一端与套筒41相连,另一端连接移动塞头43;移动塞头43可沿套筒41轴向往复运动。
48.参照图5,压料孔231的孔径大于塞柱4的直径;压板21的顶端还连接有转接头5。
49.本实用新型的工作原理为:首先将注液嘴半成品6套置在移动塞头43上;然后由压力机1带动上模具2向下移动;当套板23推动压块322向下移动直至套板23刚刚接触到活动板31时(如图5所示),顶针22和压料孔231的边缘刚好压紧注液嘴半成品的边角料;由于活动板31和底座33为弹性连接,且移动塞头43下方设有第二弹性元件42,因此套板23和顶针22均可继续向下移动,从而能够将注液嘴半成品的边角料去除;此时抬升拉力机1,活动板31和底座33在弹力作用下分离至极限位置,接着套板23在第一弹性元件3211和压块322的作用下,使套板23和活动板31发生分离,从而完成整套的通孔修边工作。
50.综上所述,本实用新型提供的一种便于脱模的通孔修边装置,整体结构简单、成本低廉、操作便捷;与传统的通孔修边工艺相比,该便于脱模的通孔修边装置通过设置脱模组件,既可以在冲压过程中起导向作用,又能够便于上模具和下模具在冲压结束后实现快速分离,避免发生上模具和下模具卡死的现象,在保证注液嘴的加工质量的同时,又能够提高生产效率,弥补了现有工艺需要通针来回多次通孔和返工重复修边,以及模具卡住后需要手动分离的缺点。
51.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。