同时含有sn和fe的大尺寸锆基非晶合金及其制备方法
技术领域
1.本发明属于非晶合金技术领域,具体涉及一种同时含有sn和fe的大尺寸锆基非晶合金及其制备方法。
背景技术:
2.非晶合金作为一种新型的合金材料,其独特的长程无序,短程有序的结构特点,导致非晶合金具有优于合金的其他性能,如高强度,高硬度,高的耐腐蚀性,自锐性等等使得非晶合金在军事、医疗器械、体育用品、电子产品零器件、精密零件等等都有着广阔的应用前景。
3.zr基非晶合金是非晶合金体系中非晶合金形成能力仅次于pd基的非晶合金,但是作为zr基非晶合金其最大的非晶形成能力往往是含有有毒元素be,而不含有有毒元素be以及贵重金属的zr基非晶合金往往其非晶形成能力不会太高,同时其硬度,强度也不会太高,导致非晶合金虽然拥有较为广阔的应用前景,但却有在量产过程中受到各种限制。
技术实现要素:
4.本发明提供了一种同时含有sn和fe的大尺寸锆基非晶合金及其制备方法,以解决无有毒元素be的锆基非晶合金非晶形成能力不足的问题。
5.为了解决上述技术问题,本发明提供了一种同时含有sn和fe的大尺寸锆基非晶合金,其原子百分比表达式为:zracubnicaldsnefefhfgmr;其中a b c d e f g r=100;m为稀土元素;以及50<a<70;10<b<20;5<c<15;5<d<15;0<e<10;0<f<10;0<g<2;0<r<0.5。
6.又一方面,本发明还提供了一种同时含有sn和fe的大尺寸锆基非晶合金的制备方法,包括如下步骤:步骤s1,按照如权利要求1所述原子百分比将各组分换算成质量比,进行原料的称取配置;步骤s2,将难熔金属、hf与部分zr进行电弧预熔,得到预熔料;步骤s3,将预熔料与其余原料进行真空感应熔炼,熔炼4-5次至熔炼均匀,待完全冷却后取出得到料块;步骤s4,将料块打磨后在真空感应铜模中压铸,得到具有塑性变形的高硬度大尺寸锆基非晶合金。
7.本发明的有益效果是,本发明的同时含有sn和fe的大尺寸锆基非晶合金及其制备方法舍弃了有毒元素be及对锆基非晶合金的非晶形成能力有促进作用的贵重金属,通过同时加入sn和fe,增加了体系的位形熵,改善了锆基非晶合金的非晶成形能力,提高了锆基非晶合金的稳定性,也对材料的导电性和硬度提升起到了促进作用。
8.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
9.为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
10.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
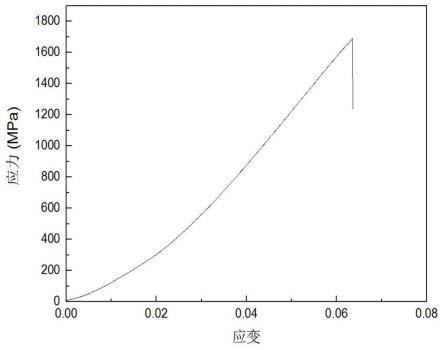
11.图1是本发明的同时含有sn和fe的大尺寸锆基非晶合金的实施例1的3mm试样的应力-应变曲线图;
12.图2是本发明的同时含有sn和fe的大尺寸锆基非晶合金的实施例2的3mm试样的应力-应变曲线图;
13.图3是本发明的同时含有sn和fe的大尺寸锆基非晶合金的实施例3的3mm试样的应力-应变曲线图;
14.图4是本发明的同时含有sn和fe的大尺寸锆基非晶合金的实施例4的3mm试样的应力-应变曲线图;
15.图5是本发明的同时含有sn和fe的大尺寸锆基非晶合金的实施例5的3mm试样的应力-应变曲线图;
16.图6是本发明的同时含有sn和fe的大尺寸锆基非晶合金的实施例6的3mm试样的应力-应变曲线图;
17.图7是本发明的同时含有sn和fe的大尺寸锆基非晶合金的对比例1的3mm试样的应力-应变曲线图;
18.图8是本发明的同时含有sn和fe的大尺寸锆基非晶合金的对比例2的3mm试样的应力-应变曲线图;
19.图9是本发明的同时含有sn和fe的大尺寸锆基非晶合金的对比例3的3mm试样的应力-应变曲线图。
具体实施方式
20.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.本发明提供了一种同时含有sn和fe的大尺寸锆基非晶合金,其原子百分比表达式为:zracubnicaldsnefefhfgmr;其中a b c d e f g r=100;m为稀土元素;以及50<a<70;10<b<20;5<c<15;5<d<15;0<e<10;0<f<10;0<g<2;0<r<0.5。
22.在本实施例中,具体的,所述hf熔点高达2233℃属于难熔金属,难熔金属又称为高熔点稀有金属,其熔点高硬度大抗蚀性强,且因hf为第六周期过渡元素,其外层电子s电子与次外层d电子的能级接近,因此这些d电子可以部分或全部参与成键,形成多种氧化数,通过将hf复配至本发明的非晶合金体系中,使得非晶合金获得了成分分布均匀的天然非晶氧化层,同时这部分难熔金属在熔炼中呈无序排列,消除了其原本晶态金属所具有的晶界、错位、偏析等缺陷,作为微量添加元素与其他组分形成非晶合金,从而使得本发明的非晶合金兼具难熔高熵合金材料和非晶合金的优点,具体表现为优异的硬度。
23.在本实施例中,具体的,sn和fe在锆基非晶合金中同时加入增加了非晶合金体系的位形熵,使得非晶合金内部原子密排间隙和结构自由体积尺寸减小、总量增加,大量弥散分布的自由体积有利于非晶合金剪切带的形成、分歧和相互作用,最终改善非晶合金的塑性,同时也增加了锆基非晶合金的非晶成形能力,提高了锆基非晶合金的稳定性,也对材料的导电性和硬度提升起到了促进作用。
24.在本实施例中,优选的,其原子百分比表达式为:zracubnicaldsnefefhfgmr;其中a b c d e f g r=100;m为稀土元素;以及60<a<70;12<b<17;8<c<13;8<d<12;0<e<5;0<f<5;0<g<2;0<r<0.5。
25.在本实施例中,具体的,所述m包括y,dy,lu,ho,yb,ce,rh,os,一方面,由于难熔金属具有高熔点、材料体系粘度较大、流动性不好、原子间尺寸差异大易造成晶格畸变,进而导致非晶形成能力差的问题,因此选用稀土元素与主体元素复配以提高非晶形成能力,消除因加入难熔金属而带来的非晶合金形成能力下降的缺陷;另一方面,氧元素作为一种对非晶合金形成能力有害的元素,在非晶合金从原料到成型的过程中都不可避免的会导致氧元素的掺杂,而稀土元素如y可有效降低合金成分中的氧元素,在熔炼过程中稀土元素会优先与氧元素发生反应,从而降低氧的影响,进而提升非晶形成能力。
26.在本实施例中,具体的,所述同时含有sn和fe的大尺寸锆基非晶合金的非晶形成能力不小于4mm。
27.在本实施例中,具体的,所述同时含有sn和fe的大尺寸锆基非晶合金的抗压强度不小于1600mpa。
28.在本实施例中,具体的,所述同时含有sn和fe的大尺寸锆基非晶合金的硬度hv 0.5不小于580。
29.本发明还提供了一种同时含有sn和fe的大尺寸锆基非晶合金的制备方法,包括如下步骤:步骤s1,按照如权利要求1所述原子百分比将各组分换算成质量比,进行原料的称取配置;步骤s2,将难熔金属、hf与部分zr进行电弧预熔,得到预熔料;步骤s3,将预熔料与其余原料进行真空感应熔炼,熔炼4-5次至熔炼均匀,待完全冷却后取出得到料块;步骤s4,将料块打磨后在真空感应铜模中压铸,得到具有塑性变形的高硬度大尺寸锆基非晶合金。
30.在本实施例中,具体的,所述步骤s3中真空感应熔炼包括:真空度不大于10-1
mpa;保护气体包括ar、n2。
31.实施例1
32.本实施例所制备的钛基非晶合金组成为:zr
62.4
cu
15.4
ni
9.9
al
9.7
sn1fe1hf
0.5y0.1
33.制备方法为:
34.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
35.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
36.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
37.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
38.(5)采用xrd对棒材和板材进行检测,棒材和板材均为非晶结构。
39.实施例2
40.本实施例所制备的锆基非晶合金组成为:zr
62.1
cu
15.1
ni
9.7
al
9.5
sn1fe2hf
0.4y0.1
ho
0.1
制备方法为:
41.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
42.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
43.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
44.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
45.(5)采用xrd对棒材和板材进行检测,棒材为非晶结构,板材晶化。
46.实施例3
47.本实施例所制备的锆基非晶合金组成为:zr
62.1
cu
15.1
ni
9.7
al
9.5
sn2fe1hf
0.4y0.1
ho
0.1
制备方法为:
48.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
49.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
50.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
51.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
52.(5)采用xrd对棒材和板材进行检测,棒材和板材为非晶结构。
53.实施例4
54.本实施例所制备的锆基非晶合金组成为:zr
61.4
cu
15
ni
9.6
al
9.5
sn2fe2hf
0.4y0.1
55.制备方法为:
56.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
57.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
58.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
59.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
60.(5)采用xrd对棒材和板材进行检测,棒材和板材为非晶结构。
61.实施例5
62.本实施例所制备的锆基非晶合金组成为:zr
53.4
cu
18.6
ni
8.8
al
7.4
sn3fe6hf
1.5y0.3
63.制备方法为:
64.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
65.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
66.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
67.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
68.(5)采用xrd对棒材和板材进行检测,棒材为非晶结构,板材表层为非晶,横截面中心晶化。
69.实施例6
70.本实施例所制备的锆基非晶合金组成为:zr
55.8
cu
10.5
ni
14.2
al
13.8
sn3fe2hf
0.5y0.2
71.制备方法为:
72.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
73.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
74.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
75.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
76.(5)采用xrd对棒材和板材进行检测,棒材为非晶结构,板材表层为非晶,横截面中心晶化。
77.对比例1
78.本对比实例所制备的锆基非晶合金组成为:zr
63.8
cu
15.5
ni
10.1
al
10
hf
0.5y0.1
79.制备方法为:
80.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
81.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
82.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
83.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
84.(5)采用xrd对棒材和板材进行检测,棒材和板材为非晶结构。
85.对比例2
86.本对比实例所制备的锆基非晶合金组成为:zr
50
cu
24.8
ni
11
al
11.6
sn2hf
0.5y0.1
87.制备方法为:
88.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
89.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
90.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
91.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
92.(5)采用xrd对棒材和板材进行检测,棒材和板材为非晶结构。
93.对比例3
94.本对比实例所制备的锆基非晶合金组成为:zr
61.7
cu
14.8
ni
11.3
al
9.6
fe2hf
0.5y0.1
95.制备方法为:
96.(1)按比例称取各组分,先将部分zr和hf采用电弧或高温真空熔炼炉进行熔炼,待完全熔化后冷却取出。
97.(2)将预熔好的zr-hf以及剩余的原材料加入坩埚内,放入真空熔炼炉中,抽真空至20pa以下,洗气两次,打开感应熔炼电源加热至1900-2000℃进行熔炼;
98.(3)待金属完全融化以后开始降温,在降温的过程到1200-1300℃时,进行浇铸当具有规则形状的模具中冷却至室温。
99.(4)截取适当的原材料进行真空感应铜模压铸,采用铜模制备出直径为3mm棒材和20*50*4mm的合金板材。
100.(5)采用xrd对棒材和板材进行检测,棒材和板材为非晶结构。
101.采用维氏硬度计对棒材进行硬度测试和数字涡流金属电导仪对板材试样进行电导率测试,实施例1-6和对比例1-3的应力-应变曲线如图1-9所示,抗压强度、硬度hv0.5和电导率如表1所示:
102.表1
103.实施例抗压强度/mpa硬度hv0.5电导率%iacs实施例116896171.076实施例216116521.074实施例318666441.072实施例418845851.073实施例519616071.13(板材部分晶化)实施例619216241.15(板材部分晶化)对比例119825571.068对比例214875411.067对比例319545741.067
104.在本实施例中,具体的,在单独添加sn时,合金的热稳定性随着sn含量的增加而降低,适量的sn会提高了合金的塑性和断裂强度。但是超过一定的含量不仅会降低材料的非晶热稳定性,还会降低材料的力学性能。而单独添加fe时,适量的fe的添加不仅保证了材料的非晶形成能力,而且其力学性能也变化不大。单独的添加sn和fe对材料的导电性几乎没
有影响,而同时添加会促进材料导电性的轻微提升。
105.综上所述,本发明的同时含有sn和fe的大尺寸锆基非晶合金及其制备方法舍弃了有毒元素be及对锆基非晶合金的非晶形成能力有促进作用的贵重金属,通过同时加入sn和fe,增加了体系的位形熵,改善了锆基非晶合金的非晶成形能力,提高了锆基非晶合金的稳定性,也对材料的导电性和硬度提升起到了促进作用。
106.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。