1.本发明涉及自动化焊接设备技术领域,具体为一种热交换器自动化转盘式焊接机。
背景技术:
2.随着我国经济持续快速高效健康发展,企业用工成本的不断增加,选择机器换人和建立高水平的自动化生产线能有效解决这一问题,既能减少用工需求量,又能保证产品的质量和产量。
3.电阻焊是将焊件组合在一起后,通过设备中的电极来施加一定压力,再利用电流流过指定焊接区后产生的电阻热瞬间加热焊接部位,在机械力和热力的联合作用下完成连接。随着科学技术的不断发展,低频焊接技术逐渐被高频焊接技术取代,成为产品品质保障的焊接技术之一。现阶段,国内空调制造企业也建立了自动化生产流水线,然而一台空调产品的零部件非常多,导致整机产品制造装配的自动化程序不高,通常采用扩建生产线来提升产能,进而增加生产成本的投入,因此一个零件的更改,如果仅通过人力完成全部的焊接操作,会导致工人劳动强度较大,生产效率较低。
4.针对燃气热水器燃烧室配套结构的焊接鲜有焊接设备,其中燃烧室与换热管、加强板需焊接固定,而换热管逐渐向上缠绕于燃烧室,需在精准定位换热管的位置前提下,才能够实现两者高质量焊接,且由于换热管的形状呈管状,与侧面呈平面或具有小弧度的转角的燃烧室焊接难度也较大。同时,加强板具有弧形的薄片,在将其抵接于燃烧室顶面后,再进行焊接的难度较大,难以实现自动化焊接过程,生产效率低下。
5.为了解决上述问题,本案由此而生。
技术实现要素:
6.(一)解决的技术问题
7.针对现有技术的不足,本发明提供了一种热交换器自动化转盘式焊接机,解决了上述背景技术中提出的问题。
8.(二)技术方案
9.为实现以上目的,本发明通过以下技术方案予以实现:一种热交换器自动化转盘式焊接机,用于燃气热水器的燃烧室、换热管与加强板固定焊接,包括机架,机架内设有转盘装置、绕转盘装置外侧等角度布设的加工工位,所述加工工位依次分别为上料工位,多个tig焊接工位,多个高频逆变焊接工位以及下料工位,所述转盘装置上设有与加工工位数量一致的专用夹具,专用夹具同步夹持燃烧室、换热管与加强板,多个所述tig焊接工位分别对应焊接燃烧室不同侧的接攘的换热管,多个所述tig焊接工位分别对应焊接燃烧室顶面抵接的加强板。
10.优选的,所述tig焊接工位设有4个,每个tig焊接工位包括三轴机械手和焊枪,焊枪通过三轴机械手调整x-y-z轴方向上位置,每个焊枪固定于三轴机械手输出端,且焊接角
度固定。
11.优选的,每个所述tig焊接工位配有氩气保护,所述机架的顶部布置有烟雾集中排出口。
12.优选的,所述高频逆变焊接工位设有2个,每个高频逆变焊接工位包括升降气缸、两个振动头,两个所述振动头上连接有套座,并通过丝杠连接于升降气缸的输出端,所述丝杠以中部为界两侧螺纹旋向相反,通过电机驱动转动以带动套座和振动头同向或反向移动。
13.优选的,所述专用夹具对应设有8个,并分别等角度置于转盘装置的周向外沿,所述转盘装置每次转动相同角度并将任意一个专用夹具转至下一工位。
14.优选的,所述专用夹具包括支座,所述支座的三侧设有移动式的夹持块,夹持块通过驱动组件的作用下对内侧的工件紧固,所述驱动组件包括对应于夹持块移动方向的弹簧、呈l形的移动块、呈锥体状的调整块,所述移动块连接于夹持块的底部,且内侧端抵接于调整块,所述弹簧的内端与夹持块连接,其外端与支座固定。
15.优选的,所述移动块的内侧端枢接有一转轮,通过转轮代替移动块与调整块平滑接触。
16.优选的,所述夹持块的内侧端连接有限位头,所述限位头具有3种形体,并一一对应所需焊接工件之间的部件,包括连接于夹持块内侧底部的抵接头、中部的半弧形槽座、顶部的抵接块,所述半弧形槽座设有多个,所述抵接块具有阶梯槽口。
17.优选的,所述支座内侧敞开,3侧具有凸起的外侧板,相对敞开侧的外侧板上开设有通口。
18.(三)有益效果
19.采用上述技术方案后,本发明与现有技术相比,具备以下优点:
20.1、一种热交换器自动化转盘式焊接机,设置有4个tig焊接工位,并在专用夹具夹持固定整个待加工工件下,对燃烧室四侧上接攘处的换热管进行焊接,同时设有2个高频逆变焊接工位,对燃烧室顶面的抵接加强板薄片实现振动焊接,进而完成自动化焊接的整个过程。
21.2、一种热交换器自动化转盘式焊接机,通过专用夹具的设置,专用夹具在将燃烧室固定的同时,将换热管和加强板精准、稳定且同步定位于燃烧室上,专用夹具仅通过调整块的升降配合弹簧的紧缩复位,即可实现待加工工件的整体夹持固定,设计巧妙,结构简单,实用性强。
附图说明
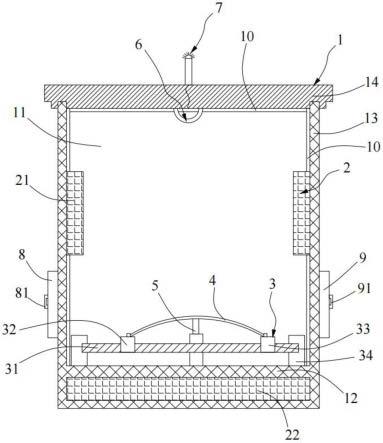
22.图1为本发明待加工工件(燃烧室、换热管、加强板)结构示意图;
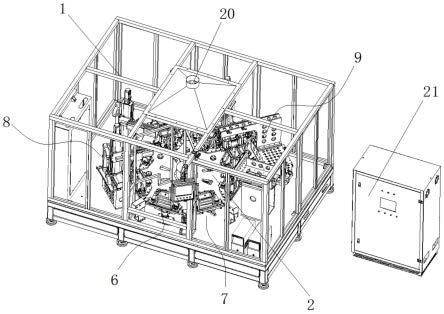
23.图2为本发明示意图;
24.图3为本发明8个工位的示意图;
25.图4为本发明部分tig焊接工位的示意图;
26.图5为本发明高频逆变焊接工位示意图;
27.图6为本发明专用夹具结构示意图;
28.图7为本发明专用夹具与待加工工件夹持状态示意图;
29.图8为本发明图5中a处局部结构放大示意图;
30.图9为本发明图5中b处局部结构放大示意图。
31.图中:1、机架;2、转盘;3、燃烧室;4、换热管;5、加强板;6、上料工位;7、下料工位;8、tig焊接工位;81、三轴机械手;82、焊枪;9、高频逆变焊接工位;91、升降气缸;92、振动头;93、丝杠;94、高频发生器;10、专用夹具;101、支座;102、夹持块;103、弹簧;104、移动块;105、调整块;11、烟雾集中排出口;12、控制柜;13、转轮;14、抵接头;15、半弧形槽座;16、抵接块;17、阶梯槽口;18、外侧板;19、通口;20、烟雾集中排出口;21、控制柜;22、气缸。
具体实施方式
32.下面通过附图和实施例对本发明作进一步详细阐述。
33.如图1所示:一种热交换器自动化转盘式焊接机,用于燃气热水器燃烧室3与换热管4、加强板5固定焊接,该设备设置有1个上料工位6,1个下料工位7,4个tig焊接工位8,2个高频逆变焊接工位9,各工位均配置待焊件专用夹具10。各工位之间的衔接依靠中间的转盘2装置(分割器)实现精准旋转。
34.转盘2装置包括转盘2及带动其转动的电机。转盘2采用18mm铝合金材料制作,采用铣削加工完成。由于转盘2直径过大,装配过程中难点是确保平面的不倾斜。该装置采用住友减速电机来驱动转盘2,电机型号为:rnym3-1531-50,额定功率p为2.2kw,频率为50hz,传动比i=50,确保运转过程的平稳、可靠。
35.参见附图1所示,为燃气热水器的燃烧室3与换热管4、加强板5,其中加强板5适配衔接于燃烧室3的顶部两侧,且端部配有弧形的延伸块抵合于燃烧室3顶部缺口处,换热管4缠绕布置于燃烧室3的外周壁。
36.其中加强板5材质:sus430,厚度:0.5-0.8mm,镀铝板:su304,厚度:0.5-0.8mm。换热管4采用紫铜管合金,牌号:tp2/tu1,壁厚为0.55~0.8mm,燃烧室3壳体材质为紫铜,厚度为0.4~0.5mm。
37.参见附图3所示,设备大致使用过程为:通过专用夹具10将燃烧室3固定,并将换热管4和加强板5精准、稳定的定位于燃烧室3上,转盘2上设有8个工位,第一个工位放置待加工产品,最后一个工位放置有成品中间6个为焊接工位,其中前面1-4个tig焊接工位8分别焊接燃烧室3与换热管4,且每一个工位焊接燃烧室3与换热管4的一侧(供四侧),5-6个高频逆变焊接工位9用于焊接燃烧室3顶部与加强板5。具体的设备与使用介绍如下。
38.专用夹具10对应设有八个,并分别等角度置于转盘2的周向外沿,转盘2每次转动相同角度,并将其中任意个专用夹具10转至下一个工位/焊接工位处。
39.参见附图6-7,专用夹具10包括支座101,支座101的三侧设有移动式的夹持块102,夹持块102通过驱动组件施加作用力,并同时对内侧的工件完成紧固。其中驱动组件主要采用弹簧103紧缩力实现夹紧固定,并在底部调整块105的调节下对弹簧103的弹力调整。其中夹持块102的底部设有l形的移动块104,调整块105呈锥体状,且其底部连接有气缸22/伸缩气杆,移动块104通过抵接于调整块105不同尺寸位置,以达到相对内、外移动。
40.本方案在移动块104的内侧端枢接有一转轮13,通过转轮13代替移动块104与调整块105接触,以减小两者之间相对摩擦力,调整移动块104的位置更为流畅。
41.夹持块102的上端连接弹簧103的内端,弹簧103的外端与支座101固定,进而在调
整块105上升过程中,移动块104外移,反之,则在弹簧103的作用下向内移动并紧缩。
42.夹持块102的内侧端连接有限位头,其中限位头具有3种形体,并一一对应所需焊接工件之间的部件。
43.具体为底部的抵接头14、中部的半弧形槽座15、顶部的抵接块16,其中支座101侧壁开设有对应限位头的孔位。使用时,抵接头14直接抵置夹持燃烧室3,半弧形槽座15将换热管4容置限位,且半弧形槽座15设有多个,能够对能够对不同位置的换热管4充分定位。抵接块16具有阶梯槽口17,能够对加强板5支撑的同时向内紧缩以抵接于燃烧室3顶部。抵接头14、半弧形槽座15、抵接块16均同时向内移动以对燃烧室3与换热管4、加强板5整体同步限位,相互之间不易于出现松脱问题,更精准达到后续的焊接效果。
44.进一步的,由于专用夹具10为了便于焊接待加工工件仅设有3侧,还有一侧敞开,在对加强板5进行焊接时导致部分不具有支撑限位作用,因此在高频逆变焊接工位9处设置气缸22,并在气缸22的输出端连接一抵接块16,焊接时则伸出将加强板5紧固于燃烧室3。
45.焊接后的成品质量具有:焊点表面光滑,自然圆弧过渡,无裂纹、击穿等缺陷优点,焊接具体结构及过程参见下述具体公开部分。
46.参见附图3-4所示,展示为tig焊接工位8,其中以旋转方向上的后两个(第3-4个)tig焊接工位8进行具体示意描述。各tig焊接工位8设有1把焊枪82,焊枪82通过三轴机械手81移动,焊接进枪/退枪通过气缸22驱动,从而实现壳体四周方向箱管焊接。焊接部位为燃烧室3外部四个弧形转角处,每个焊枪82水平角度对应调整繁琐,因此在安装时已经根据尺寸、工件角度预先设定,后续无需更改,一定程度提高精准度。因此,每个tig焊接工位8上的焊枪82对应焊接燃烧室3与换热管4的一个弧形转角接攘处。
47.需说明的是,附图4展示的位置为初始状态,焊枪82在燃烧室3内,后续通过三轴机械手81进行位置调整。其次,专用夹具10的支座101内侧敞开,可直接进行焊接,另一侧封闭,因此,需在该侧(外侧板18)开设通口19,如附图4中第4个tig焊接工位8上的支座101所示,以供焊枪82口接入实现焊接。
48.焊接电源采用松下数字焊接电源,配有氩气保护。对应参数为4台三轴机械手81,每台配备3个伺服电机,x轴伺服电机功率为750w,y轴伺服电机功率为400w,z轴伺服电机功率为750w。z轴配备减速机,减速比为1:5,丝杠93导程为20mm;x和y轴不配备减速机,其导程为10mm。
49.x-y-z三轴机械手81的设计采用常规的设备结构,并非本方案的改进点,区别在于应用专用工件的焊接适配过程,及对应焊接配套结构的设计,实现自动化精准焊接。
50.参见附图5、8、9,展示为高频焊接工位。由于加强板5也需对应焊接四侧,因此采用两个高频焊接工位分别对应相应侧接合的两处加强板5进行焊接。其中高频焊接工位整体的运行为升、降,以及焊枪82处水平微调。水平处的微调可以为电机驱动丝杠93转动,丝杠93驱动套座实现移动;也可以为手轮驱动转动。
51.需说明的是,每个高频焊接工位设有两个振动头(高频)92,丝杠93以中部为界两侧螺纹旋向相反,进而带动振动头92移动微调过程为同步向内或向外移动调整,以对应加强板5侧预沿接攘燃烧室3的两侧位置。其次,由于加强板5与燃烧室3的接攘部分厚度尺寸原因(较薄),且由于结合处位置的特殊性,常规的焊枪82难以接焊,本方案采用高频的摩擦焊接,实现两者的焊接固定。焊接对应位置分别如附图8、9所示,虚线为对应焊接点位,当然
焊接处不仅仅为该焊接点位。
52.振动头(高频)92通过高频(振动)发生器94施加作用于加强板与燃烧器顶面接攘部分。
53.高频焊接工位的减速电机功率为750w,丝杠93导程为10mm。高频焊接工位6的减速电机功率为400w,丝杠93导程为10mm。
54.进一步的设计在于,转盘2焊接专机的气路和水路系统设置,1为气压力开关,气压精确控制,2为压力表减压阀独立安装,各部件气路压力实现独立可调,3为水陆系统:实现无水压报警,水压值透明可见。
55.其次,为了及时排除焊接过程产生的有毒气体,设备顶部布置了烟雾集中排出口2011,可将有毒气体排出去,避免操作员工吸入。
56.冷却水路和气动原件气路配备独立的控制柜2112。上下料区域安装有触摸屏,可实现人机交互,对相应参数修改和操作机器启闭。电路控制系统具有自动和手动功能,采用三菱系列plc和10寸彩色触摸屏。电路控制板设置在主机里面,常用控制按钮和10寸终端显示器安装独立一个小控制箱里,控制箱安装在操作人员方便操作的位置。
57.以上所述依据实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明思想的范围内,进行多样的变更以及修改。本项使用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。