一种桥梁结构用q420级热轧h型钢的冶炼连铸方法
技术领域
1.本发明属于冶炼连铸技术领域,具体涉及一种桥梁结构用q420级热轧h型钢的冶炼连铸方法。
背景技术:
2.随着铁路建设实现跨越式发展,新建的高速铁路大多以桥代路,其中80%都是预应力钢筋混凝土桥梁,用钢桥替代的潜力很大。未来一段时间内,铁路桥梁用钢在抗拉强度级别上将主要停留在500-600mpa范围内,但是将会追求更加优异的特定指标,如低屈强比、耐腐蚀等。
3.专利文献cn108754327a(以下称文献1)公开一种屈服强度460mpa级桥梁结构用高韧性耐候热轧h型钢及其生产方法,其通过合理的成分配比、压下分配和控温轧制,利用细晶强化、析出强化和相变强化机制,以及变形渗透控制等确保获得的产品的各项性能,得到的屈服强度460mpa级桥梁结构用高韧性耐候热轧h型钢的力学性能满足:r
el
不低于460mpa、rm不低于570mpa(屈强比为0.79-0.81),相比q345b的腐蚀速率不高于50%。但为了进一步提升高速铁路的运载能力以及铁路桥梁用钢的使用寿命,仍有需要开发特定指标(例如低屈强比、耐腐蚀等)更加优异的桥梁结构用热轧h型钢。
技术实现要素:
4.针对现有技术中存在的问题,本发明一个方面提供一种桥梁结构用q420级热轧h型钢的冶炼连铸方法,其化学成分按质量百分比计为:c 0.10%~0.18%、si 0.20%~0.40%、mn 1.30%~1.60%、p≤0.030%、s≤0.015%、v 0.05%~0.10%、nb 0.01%~0.02%、cr 0.2%~0.3%、cu 0.1%~0.2%、ni 0.1%~0.2%,其余为fe和不可避免的杂质;
5.所述冶炼连铸方法包括以下工序:转炉冶炼、lf精炼、异型坯连铸、铸坯堆垛缓冷,其中在所述异型坯连铸工序中,全程采用保护浇注,过热度≤30℃,采用弱冷制度,入拉矫机前,铸坯腹板目标温度为835-845℃,铸坯翼缘目标温度为785-795℃,r角温度为870-880℃,采用恒拉速操作,拉速控制在0.8m/min-0.9m/min。
6.在一些实施方式中,在所述转炉冶炼工序中,终渣碱度按3.0控制,终点控制目标c≥0.06%,p≤0.020%,t≥1640℃,采用simn、mnfe脱氧合金化,终脱氧采用有al脱氧,在出钢过程中加入白灰,出钢挡渣。
7.在一些实施方式中,在所述lf精炼工序中,全程进行吹ar操作,根据转炉钢水成份及温度进行脱硫、成份微调及升温操作,脱硫后s≤0.015%,成分含量为c 0.10%~0.18%、si 0.20%~0.40%、mn 1.30%~1.60%、p≤0.030%、s≤0.015%,升温后温度t≥1640℃;精炼后期加入钒铁、铌铁,铜板、镍板和铬铁,加入后保证v 0.05%~0.10%、nb 0.01%~0.02%、cr 0.2%~0.3%、cu 0.1%~0.2%、ni 0.1%~0.2%,保证软吹时间大于10min。
1.31%~1.35%、p≤0.024%、s≤0.014%、v 0.078%~0.085%、nb 0.013%~0.016%、cr 0.22%~0.28%、cu 0.12%~0.17%、ni 0.12%~0.15%,其余为fe和不可避免的杂质。
20.在一些实施例中,所述桥梁结构用q420级热轧h型钢的力学性能满足:屈服强度≥450mpa,抗拉强度≥650mpa,屈强比≤0.70,延伸率a≥24%,-40℃冲击功≥170j,相对于q345b的腐蚀速率≤41%。
21.以下通过具体实施例详细说明本发明的内容,实施例旨在有助于理解本发明,而不在于限制本发明的内容。
22.实施例1:
23.该实施例旨在生产一种桥梁结构用q420级热轧h型钢,其化学成分如下表1所示。具体生产方法包括以下工序:转炉冶炼、lf精炼、异型坯连铸、铸坯堆垛缓冷、异型坯加热、轧制、轧后空冷;其中异型坯加热、轧制、轧后空冷工序按照上述文献1的操作进行,异型坯连铸工序的控制参数如下表2所示,对连铸坯表面质量进行检查,同时对内部质量进行热酸低倍检验并跟踪检查h型钢的钢坯质量,未发现明显铸坯表面及内部质量缺陷,铸坯质量良好,铸坯表面裂纹率低于1%,轧制后的h型钢各项性能均满足标准要求,具体如下表3所示。
24.实施例2-4
25.实施例2-4按照实施例1的操作进行,不同之处仅在于生产的桥梁结构用q420级热轧h型钢的化学成分,以及异型坯连铸工序中参数控制不同,具体如下表1和表2所示。对实施例2-4轧制后得到的桥梁结构用q420级热轧h型钢的力学性能和耐腐蚀性能进行检验,检验结果如下表3所示。
26.对比例1
27.对比例1按照实施例1的操作进行,不同之处仅在于异型坯连铸工序中参数控制不同,具体如下表1和表2所示。对对比例1轧制后得到的热轧h型钢的力学性能和耐腐蚀性能进行检验,检验结果如下表3所示。
28.表1:各实例的热轧h型钢的化学成分(wt%)
29.实例csimnpsvnbcrcuni实施例10.100.251.350.0180.0130.0850.0150.250.150.15实施例20.110.301.310.0230.0070.0780.0140.220.170.14实施例30.120.291.350.0240.0100.0800.0160.230.120.12实施例40.130.221.340.0160.0140.0790.0130.280.130.13对比例10.100.251.350.0180.0130.0850.0150.250.150.15
30.表2:各实例的异型坯连铸工序参数
31.实例过热度(℃)拉速(m/min)翼缘板端部(℃)r角(℃)腹板(℃)实施例1270.85790876841实施例2290.88785870844实施例3260.89795880835实施例4280.87791875845对比例1270.85807887851
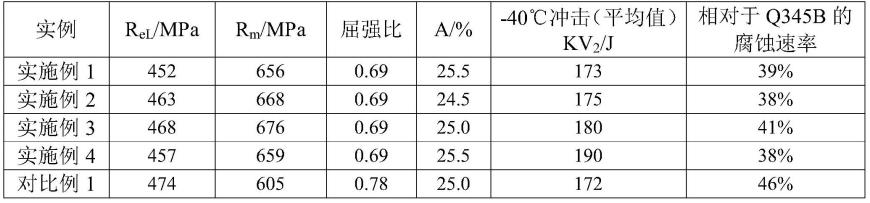
32.表3:各实例的热轧h型钢的力学性能
[0033][0034]
由上表1-表3所示,可知实施例1-4生产的桥梁结构用q420级热轧h型钢均具有低屈强比和耐腐蚀性能优良特性,力学性能满足:屈服强度≥450mpa,抗拉强度≥650mpa,屈强比≤0.70,延伸率a≥24%,-40℃冲击功≥170j,相对于q345b的腐蚀速率≤41%。相比之下,对比例1在异型坯连铸工序中控制较高的铸坯腹板目标温度、铸坯翼缘目标温度和r角温度,生产获得的热轧h型钢的强度、延伸率和低温冲击韧性能够满足要求,但屈强比较高(0.78),且耐腐蚀性能明显不如实施例1-4生产的桥梁结构用q420级热轧h型钢。
[0035]
最后应说明的是:以上所述仅为本发明的优选实施例,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。