1.本实用新型涉及液位检测装置技术领域,尤其是一种适用于热室压铸机的液位检测装置。
背景技术:
2.热室压铸机可以用来生产需要经过高温熔炼后再进行压铸处理的铸件,比如锌合金压铸管的生产就需要用到全自动热室压铸机。中国专利授权公告号为cn211331231u的专利中公开了一种适用于热室压铸机的液位检测装置,包括装置本体,装置本体位于热室压铸机的坩埚的上方,装置本体连接热室压铸机的冲压模具,装置本体包括不锈钢浮球、浮球滑杆、导向块、感应开关;不锈钢浮球向上连接浮球滑杆,浮球滑杆向上穿过导向块的通孔,导向块连接冲压模具的支架,感应开关位于浮球滑杆的顶端的上方。
3.上述装置通过不锈钢浮球的升降来确定液位的高度,虽然能够实现,但是由于不锈钢的密度为7.64到8g/cm3,密度较大,因此在实际使用时,不锈钢浮球的灵敏度较差,导致液位检测精度差。
技术实现要素:
4.本实用新型的目的是针对背景技术中存在的问题,提出一种密度小灵敏度高的适用于热室压铸机的液位检测装置。
5.本实用新型的技术方案:一种适用于热室压铸机的液位检测装置,包括保温炉、定型、动型、压铸管、支撑架、用于将压室内液态金属从压铸通道推入定型内的压铸组件和用于在坩埚内液面较低时发出警示的警示组件;
6.保温炉内设置有坩埚,坩埚内设置有用于液态金属流淌的压铸通道,压铸通道一端位于坩埚中心上表面,另一端位于坩埚侧面;定型设置在坩埚横向一侧,定型与压铸通道连通,动型位于定型横向一侧,动型与定型配合设置;压铸管设置在坩埚底部内壁上,压铸管内设置有上下贯通的压室,压室横向两侧内壁上军设置有进料口,压室与压铸通道连通;支撑架设置在坩埚上,支撑架位于压铸管上方;压铸组件设置在支撑架底部内壁上,压铸组件底端位于压室内;警示组件设置在支撑架和坩埚上。
7.优选的,警示组件包括报警灯、开关和用于在坩埚内液面较低时取消对开关按压的调节组件;报警灯设置在支撑架上,开关设置在坩埚上表面,调节组件设置在坩埚上,调节组件的两端分别位于开关上方和坩埚内。
8.优选的,调节组件包括安装座、转轴、拨杆、浮球和压杆;安装座设置在坩埚上表面,安装座上沿前后方向贯穿安装座设置有安装槽;转轴转动设置在安装槽横向两侧内壁上;拨杆套设在转轴上,拨杆位于安装槽内,拨杆的两端分别位于坩埚内和开关上方;浮球设置在拨杆位于坩埚内的一端,压杆设置在拨杆位于开关上方的一端。
9.优选的,浮球为铝球,浮球为中空球体结构。
10.优选的,压杆为圆柱杆结构,压杆与拨杆之间呈钝角。
11.优选的,压铸组件包括电动推杆和活塞;电动推杆设置在支撑架底部,电动推杆位于压铸管上方,活塞设置在电动推杆底端,活塞位于压室内,活塞与压铸管滑动连接。
12.优选的,电动推杆的型号为tysc060。
13.与现有技术相比,本实用新型具有如下有益的技术效果:
14.本实用新型使用时通过设置铝制浮球,相对于现有装置中的不锈钢浮球而言,密度更小,中空浮球的质量更轻,灵敏度更好,从而提高了液位的检测精度;另外,本装置将浮球设置为铝制品,相对于现有的不锈钢浮球而言,能够避免浮球表面的物质掉落导致锌铝合金内进入铁杂质,能够提高铝锌合金的生产制造质量。
附图说明
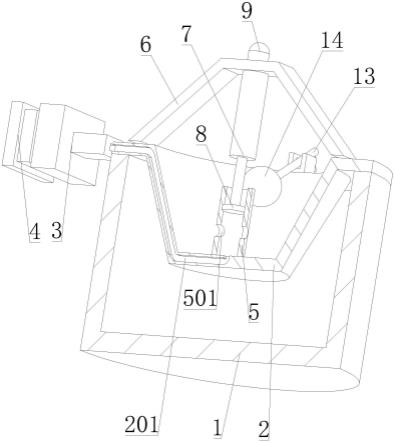
15.图1为本实用新型提出的一种实施例的结构示意图。
16.图2为图1中a处的局部放大图。
17.图3为本实用新型提出的一种实施例的局部剖视图。
18.附图标记:1、保温炉;2、坩埚;201、压铸通道;3、定型;4、动型;5、压铸管;501、进料口;6、支撑架;7、电动推杆;8、活塞;9、报警灯;10、开关;11、安装座;1101、安装槽;12、转轴;13、拨杆;14、浮球;15、压杆。
具体实施方式
19.实施例一
20.如图1-3所示,本实用新型提出的一种适用于热室压铸机的液位检测装置,包括保温炉1、定型3、动型4、压铸管5、支撑架6、用于将压室内液态金属从压铸通道201推入定型3内的压铸组件和用于在坩埚2内液面较低时发出警示的警示组件,其中:
21.如图1和图3所示,保温炉1内设置有坩埚2,坩埚2内设置有用于液态金属流淌的压铸通道201,压铸通道201一端位于坩埚2中心上表面,另一端位于坩埚2侧面。定型3设置在坩埚2横向一侧,定型3与压铸通道201连通,动型4位于定型3横向一侧,动型4与定型3配合设置。压铸管5设置在坩埚2底部内壁上,压铸管5内设置有上下贯通的压室,压室横向两侧内壁上军设置有进料口501,压室与压铸通道201连通。支撑架6设置在坩埚2上,支撑架6位于压铸管5上方。压铸组件设置在支撑架6底部内壁上,压铸组件底端位于压室内。警示组件设置在支撑架6和坩埚2上。
22.如图3所示,压铸组件包括电动推杆7和活塞8。电动推杆7设置在支撑架6底部,电动推杆7位于压铸管5上方,电动推杆7的型号为tysc060,实际使用时采用的这一型号电动推杆7,但不仅限于这一型号的电动推杆7,其他型号的电动推杆7也可以,活塞8设置在电动推杆7底端,活塞8位于压室内,活塞8与压铸管5滑动连接。
23.如图1-2所示,警示组件包括报警灯9、开关10和用于在坩埚2内液面较低时取消对开关10按压的调节组件。报警灯9设置在支撑架6上,开关10设置在坩埚2上表面,调节组件设置在坩埚2上,调节组件的两端分别位于开关10上方和坩埚2内。
24.实施例二
25.如图2所示,相较于实施例一,本实施例中调节组件包括安装座11、转轴12、拨杆13、浮球14和压杆15。安装座11设置在坩埚2上表面,安装座11上沿前后方向贯穿安装座11
设置有安装槽1101。转轴12转动设置在安装槽1101横向两侧内壁上。拨杆13套设在转轴12上,拨杆13位于安装槽1101内,拨杆13的两端分别位于坩埚2内和开关10上方。浮球14设置在拨杆13位于坩埚2内的一端,压杆15设置在拨杆13位于开关10上方的一端,压杆15为圆柱杆结构,压杆15与拨杆13之间呈钝角。浮球14为铝球,浮球14为中空球体结构,由于从密度上来看,铝合金的密度大约是2.7g/cm3,不锈钢的密度是7.64到8g/cm3,所以不锈钢的重量将近是铝合金的3倍重,通过设置铝制浮球14,相对于现有技术而言,更加的灵敏,且铝的熔点为660.37℃,锌的熔点为419.5℃,锌铝合金的熔点为420度左右,铝球在锌铝合金熔液内不会熔化。
26.工作原理:本实用新型使用时,工作人员将锌铝合金加入至坩埚2内,通过对保温炉进行加热保温使得锌铝合金熔化,形成液体,液面较高时,在锌铝合金熔液浮力的作用下浮球14上浮,带动拨杆13远离浮球14的一端下降,从而带动压杆15下降,压住开关10,此时报警灯9发出绿色或者红色的光亮。然后工作人员通过控制电动推杆7上升,电动推杆7上升后带动活塞8上升至进料口501上方,坩埚2内的熔液经过进料口501进入压室内。然后工作人员控制电动推杆7伸长,伸长后的电动推杆7带动活塞8下降,将压室内的熔液经过压铸通道201压入定型3内,配合动型4形成压铸件。
27.一段时间后,坩埚2内的熔液较少,液面较低,此时浮球14下降,带动压杆15上升,从而取消对开关10的压力,报警灯9不工作,工作人员开到报警灯9不发光,就知道坩埚2内的液面较低,只需要加入锌铝合金到坩埚2内即可。
28.本实用新型使用时通过设置铝制浮球14,相对于现有装置中的不锈钢浮球而言,密度更小,中空浮球14的质量更轻,灵敏度更好,从而提高了液位的检测精度;另外,本装置将浮球14设置为铝制品,相对于现有的不锈钢浮球而言,能够避免浮球14表面的物质掉落导致锌铝合金内进入铁杂质,能够提高铝锌合金的生产制造质量。
29.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
