1.本实用新型涉及继电器制造技术领域,具体涉及铁芯结构的改进。
背景技术:
2.第三代通讯继电器广泛应用于测试、通讯及安防等领域,在现在的发展需要下,对通讯继电器的性能提出了更高的要求,而其中一个重要的课题就是如何在保证继电器体积小、灵敏度高、可靠性好的基础上降低继电器的能耗。
3.以铁芯和线圈构成的电磁装置是继电器的关键部件之一,现有的第三代通讯继电器线圈功耗基本在100mw~200mw之间,很难满足客户对于通讯继电器更低功耗、更高灵敏度的要求。在现有的第三代通讯继电器的结构中,制约线圈功耗的一个关键因素在于铁芯体积既定的情况下线圈的安匝较小,而铁芯极面与衔铁极面的气隙间隙较大,较小的线圈安匝会导致线圈的吸力不足以克服气隙磁阻,使得继电器无法稳定动作。
技术实现要素:
4.因此,针对上述问题,本实用新型提出一种结构优化的铁芯,以在不改变铁芯极面面积的基础上提高线圈的绕线空间,同时,还基于铁芯提出具有该铁芯的继电器。
5.本实用新型采用如下技术方案实现:
6.本实用新型提出一种铁芯,为具有一定厚度的呈u型结构的实体,包括中央段和连接在中央段两端、与中央段呈折角的两个磁极段,所述磁极段末端的端面为磁极面,所述中央段相对磁极段更加细瘦,以增大所述中央段外周的线圈绕线空间。
7.其中,优选地,定义所述铁芯在中央段和两个磁极段交接的折角的轴向为宽度的方向,所述中央段在宽度和厚度其中至少一个度量方向上的尺寸小于所述磁极段在其末端的对应相同的度量方向上的尺寸。
8.其中,优选地,所述中央段及所述磁极段的一部分在宽度和厚度的至少其中一个度量方向上的尺寸均小于所述磁极段在其末端的对应相同的度量方向上的尺寸。
9.其中,优选地,所述中央段的金属密度大于所述磁极段在其末端的金属密度。
10.其中,优选地,在所述中央段和磁极段的折弯部位的内角沿其折角轴线方向设有“一”字型的凹槽。
11.其中,优选地,所述中央段和磁极段是通过“一”字型的条形材料并沿两所述“一”字型的凹槽折弯成型形成。
12.其中,优选地,所述磁极段上具有一骤减的厚度变化以形成一定位台阶。
13.其中,优选地,所述定位台阶的台阶面和所述磁极面平行。
14.其中,优选地,所述中央段和磁极段通过“一”字型的条形材料折弯成型形成,所述定位台阶设于靠近所述中央段和磁极段折角轴线的折弯形变区域内,所述定位台阶被配置为:在所述中央段和磁极段进行折弯前,所述定位台阶的台阶面是一斜坡状的倾斜平面,以使得两个所述台阶面在所述中央段上形成一向外扩口的梯形槽。
15.其中,优选地,所述磁极段末端的宽度大于中央段的宽度,从而在铁芯上形成较宽段和较窄段,所述较宽段和较窄段之间以一斜坡状的过渡平面过渡。
16.其中,优选地,所述过渡平面设置在所述磁极段的中段位置。
17.基于上述的铁芯,本实用新型还提出继电器,包括磁路系统和接触系统,所述磁路系统包括电磁装置,所述电磁装置包括铁芯、和铁芯固定装配的线圈架以及绕制在铁芯外周的线圈,所述铁芯是上述的铁芯。
18.本实用新型具有以下有益效果:本实用新型在不改变磁极面面积的情况下,使得中央段相对磁极段更加细瘦,线圈绕制在中央段外周时,就能具有更大的绕线空间,从而提高线圈绕制的安匝数。通过在中央段和磁极段的折弯部位的内角处设有沿其折角轴线方向呈“一”字型的凹槽,减小了该折弯部位的厚度,从而减小折弯时折弯部位内应力的值,避免外径折弯开裂、内径起鼓的问题,以确保铁芯尺寸的一致性及其强度。
附图说明
19.图1是实施例1中铁芯的立体示意图;
20.图2是实施例1中铁芯的正视图;
21.图3是实施例1中铁芯的左视图;
22.图4是实施例1铁芯在折弯前的条形材料形状示意图;
23.图5(a)是实施例1中通过凹槽减小铁芯折弯时折弯部位内应力值的原理图(未设凹槽);
24.图5(b)是实施例1中通过凹槽减小铁芯折弯时折弯部位内应力值的原理图(设有凹槽);
25.图6(a)是实施例1中定位台阶的台阶面在折弯前后的角度变化原理图(折弯前);
26.图6(b)是实施例1中定位台阶的台阶面在折弯前后的角度变化原理图(折弯后);
27.图7是实施例1中采用级进模加工铁芯的示意图;
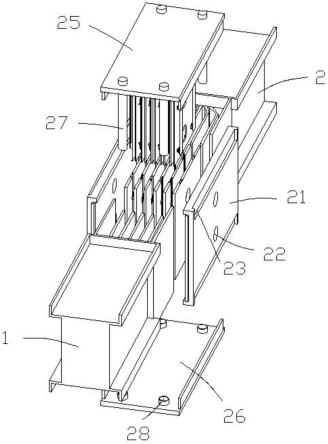
28.图8是实施例3中电磁装置的立体示意图;
29.图9是实施例3中电磁装置的剖视图;
30.图10是实施例4中继电器的立体示意图;
31.图11是实施例4中继电器的剖视图。
具体实施方式
32.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
33.现结合附图和具体实施方式对本实用新型进一步说明。
34.实施例1:
35.参阅图1所示,作为本实用新型的优选实施例,提供一种铁芯,为具有一定厚度的呈u型结构的实体,包括长度中间区段的中央段1和连接在中央段1两端、与中央段1呈90
°
折角的两个磁极段2,磁极段2末端的端面为磁极面21。其中,中央段1为矩形条状结构,参阅图
1-3,为便于描述,下面定义:中央段1和两个磁极段2交接的折角的轴向p为宽度的方向,则尺寸c和尺寸d分别为磁极段2末端的宽度尺寸和中央段1的宽度尺寸,尺寸a和尺寸b分别为磁极段2的厚度尺寸和中央段1的厚度尺寸。其中,尺寸b小于尺寸a、尺寸d小于尺寸c,使得中央段1的截面面积小于磁极面21的面积,在不改变磁极面21面积的情况下,中央段1相对磁极段2变得更加细瘦,线圈绕制在中央段1外周时,就能具有更大的绕线空间,从而提高线圈绕制的安匝数。
36.其他实施例中,也可以只缩减中央段1在厚度方向和宽度方向上的其中一个度量方向上的尺寸,仍然能达到细化中央段1的目的。但本实施例中同时对中央段1在厚度方向和宽度方向都进行了尺寸缩减,在最大程度上提高了线圈的绕线空间,也更加节约材料。
37.另外,磁极段2可以是整段都比中央段1更粗大,也可以是磁极段2只有包含了磁极面21的末端比中央段1更粗大,其余部分和中央段1粗细相等甚至比中央段1更细瘦。例如,参阅图2、3,本实施例中整段磁极段2的厚度尺寸a都大于中央段1的厚度尺寸b,但在宽度尺寸上,磁极段2只有末端的宽度尺寸c大于中央段1的宽度尺寸d,磁极段2与中央段1相连接的起始段的宽度和中央段1的宽度等同。
38.本实施例中,铁芯由“一”字型的条形材料折弯成型形成,如图4,示出了中央段1和磁极段2折弯之前的条形材料形状。本实施例中,先将“一”字型的条形材料在中央段1和部分磁极段2于宽度方向上采用冲切工艺切除材料,再在中央段1于厚度方向上采用冲压工艺砸扁,最后将两磁极段2折弯,以最终得到铁芯成品。经过上述冲切和砸扁后,使得尺寸b小于尺寸a、尺寸d小于尺寸c。因此,中央段1的金属密度大于磁极段2在其末端的金属密度。
39.如图2和图4所示,在中央段1和磁极段2的折弯部位的内角处设有沿其折角轴线方向呈“一”字型的凹槽3,以减小该折弯部位的厚度,从而减小折弯时折弯部位内应力的值,避免外径折弯开裂、内径起鼓的问题,以确保铁芯尺寸的一致性及其强度。尤其在本实施例中,在中央段1拍扁之后,基材的硬度会上升,更容易出现折弯时挤料引起的折弯外径开裂问题,而本实施例通过设置凹槽3可以很好地规避此一缺陷。另外,通过设置凹槽3,起到了形成折痕的效果,使得折弯后磁极段2与中央段1是呈90
°
的,能够保证铁芯u型开口尺寸的一致性,从而保证磁极面21相对水平面的平行度。
40.凹槽3减小折弯时折弯部位内应力值的原理可参阅图5(a)和图5(b)所示,带料无凹槽的情况下沿着折弯线折弯会使得材料的中心线以上受到挤压、以下受到拉伸,离中心线越远受到的内应力则越大,故距离中心线h/2的位置内应力最大,最易产生裂纹、起鼓。增加凹槽3后,可以有效的缩短折弯部位的厚度g(g尺寸<h尺寸),使得折弯部分的最大距离由h/2缩小到g/2,从而减小内应力的值,避免外径折弯开裂、内径起鼓的问题。
41.如图2,磁极段2上具有一骤减的厚度变化以形成一定位台阶4,使用本实施例的铁芯注塑成型出线圈架时(可参阅实施例2),通过定位台阶4辅助定位,可以保证铁芯不会由于注塑时的压力而晃动,避免出现成型后的线圈架部分尺寸不可控,或绕线窗口无法注满等问题。最优选的,该定位台阶4的台阶面和磁极面21平行,从而注塑线圈架时,可以同时定位定位台阶4和磁极面2,以实现最稳定的定位效果。
42.如图4所示,定位台阶4在本实施例中被配置为:定位台阶4设于靠近中央段1和磁极段2折角轴线的折弯形变区域内,在中央段1和磁极段2进行90
°
折弯前,该定位台阶4的台阶面是与磁极面21相交的、呈一斜坡状的倾斜平面,以使得两个台阶面在中央段1上形成一
向外扩口的梯形槽。该向外扩口的梯形槽能够便于中央段1在冲压砸扁时的加工,在冲压时,可以保证模具镶件推出时不会带起带料,减缓镶件与带料的磨损,提升镶件的使用寿命。定位台阶4的台阶面在折弯前后的角度变化原理如图6(a)和图6(b)所示,在折弯过程中,由于该台阶面内端和外端距离和磁极面21的折弯半径不同(分别为r2和r1,r2<r1),转过同等角度后,该台阶面内端和外端走过的周长也不同,因此该台阶面与水平面的角度会从β转为0
°
。
43.如图3所示,磁极段2末端的宽度大于中央段1的宽度,从而在铁芯上形成较宽段和较窄段,而较宽段和较窄段之间以过渡平面5过渡,该过渡平面5是一斜坡状的倾斜平面。过渡平面5是铁芯在宽度方向上采用冲切工艺切除材料形成的,将过渡平面5设置为斜坡状的倾斜平面可以进行宽度过渡,减少加工难度;本实施例中,过渡平面5在每一磁极段2宽度方向的两侧对称地各设有一个,整个铁芯包括过渡平面5结构都是对称的,以保证注塑时,铁芯可以在线圈架的居中位置上。本实施例中过渡平面5是设置在磁极段2的中段位置,也即铁芯在宽度方向上冲切时,冲切范围终止在两个磁极段2的中段位置。过渡平面5设置在磁极段2的中段位置而非磁极段2和中央段1的折弯处,能够避免折弯时磁极段2出现扭转的问题。
44.本实施例的铁芯优选采用级进模加工得到,如图7所示,其具体工艺为:先对连续的带状原料100加工得到“一”字型的条形材料;接着,将“一”字型的条形材料在中央段1和部分磁极段2于宽度方向上采用冲切工艺切除材料;然后,再在中央段1于厚度方向上采用冲压工艺砸扁;最后将两磁极段2折弯,以最终得到铁芯成品并传送落料。利用级进模加工零件可以有效的提升效率、保证尺寸精度。
45.实施例2:
46.本实施例提供一种铁芯的制造方法,采用级进模加工工艺,包括如下步骤:
47.s1,提供连续的带状原料,对该带状原料加工得到“一”字型的条形材料;本实施例中将带状原料冲断获得“一”字型的条形材料;
48.s2,以该“一”字型的条形材料的长度中间区段为中央段、中央段两端的区段为磁极段,至少对中央段在宽度方向进行冲切,使该中央段的宽度尺寸小于磁极段末端的宽度尺寸;
49.s3,至少对该中央段在厚度方向进行冲压,使该中央段的厚度尺寸小于磁极段末端的厚度尺寸;
50.s4,将两端的磁极段进行90
°
折弯,从而得到实施例1中u型结构的铁芯成品。
51.实施例3:
52.参阅图8、9,本实施例提出一种电磁装置,包括铁芯10、线圈架20和线圈(图中未示出),铁芯10采用了实施例1中的铁芯,因此具有实施例1中的铁芯的所有技术效果。线圈架20在本实施例是一体注塑成型从而固定装配在铁芯10上,线圈则绕制在铁芯10的中央段外周。其他实施例中,也可以分别单独生产出铁芯10和线圈架20之后,再采用固定连接手段来将线圈架20固定在铁芯10上,不必局限本实施例所提供的一体注塑成型的方式。但本实施例采用一体注塑成型的方式,线圈架20在铁芯10上注塑成型时,还由于实施例1中所述的定位台阶4和磁极面2的定位效果,可以保证铁芯10不会由于注塑时的压力而晃动,避免出现成型后的线圈架20部分尺寸不可控,或绕线窗口无法注满等问题。
53.实施例4:
54.参阅图10、11,本实施例提供一种继电器,包括接触系统和磁路系统,其中该磁路系统包括了实施例3所述的电磁装置,并具有该电磁装置所带有的技术效果。
55.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上对本实用新型做出的各种变化,均落入本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。