1.本发明涉及基于磷石膏制作砌块侧翻模板在线清理装置。
背景技术:
2.磷石膏制作砌块的生产工艺包括配料搅拌、浇注、硬化、切割和蒸压养护等,其中切割后的砌块底面存在一些余料,需要对砌块进行侧翻后才能将余料排除,但是由于底层余料受到上层砌块的压力,而会粘附在底滑板上,难以自动落下,现有的处理方式是人工使用铲刀对余料进行去除,这种处理方式不仅劳动强度高,而后容易伤到成品砌块。
技术实现要素:
3.本发明要解决的技术问题是提供基于磷石膏制作砌块侧翻模板在线清理装置,能够自动对粘附在底滑板上砌块余料进行去除,提高砌块生产效率,降低工人劳动强度。
4.为了解决上述问题,本发明要解决的技术方案为:砌块模板侧翻装置,包括铰座,在铰座上铰接有l形翻转架,在翻转架上设有第一导轨和第二导轨,在第一导轨滑块上装配有底滑板,在第二导轨滑块上装配有侧滑板,底滑板和侧滑板分别通过第一油缸和第二油缸与翻转架铰接,翻转架通过第三油缸驱动其翻转,在底滑板一端固定连接有挡板,在底滑板另外一端铰接有多块夹板,夹板下端通过第四油缸与底滑板铰接。
5.还包括残料清理装置,所述残料清理装置包括设置在l形翻转架一侧门架,在门架上安装有第三导轨,在第三导轨滑块上安装有支撑架,支撑架上安装有气缸和铰接有多个支铰,在支铰上固定连接有刮片和多块导板,在导板上倾斜设有滑槽,滑槽内设有滑柱,各滑柱与各气缸活塞杆连接,在门架上安装有伞齿轮箱,伞齿轮箱输入轴与电机传动连接,伞齿轮箱两个输出轴通过同步带传动机构与支撑架连接传动。
6.在支撑架上固定连接喷涂管,喷涂管通过软管与脱模剂储罐连通,在软管上安装有输液泵,在喷涂管上安装有多个喷嘴。
7.还包括控制系统,所述控制系统包括安装在门架上第一光电开关、第二光电开关和第三光电开关,在第三导轨滑块上安装有用于触发第一光电开关、第二光电开关和第三光电开关的触片,第一光电开关、第二光电开关和第三光电开关连接控制器输入端,电机、输液泵和分别用于控制第一油缸、第二油缸、第三油缸、第四油缸以及气缸的电磁阀连接控制器输出端。
8.在各块夹板一端固定连接有顶板。
9.一种砌块模板侧翻装置对砌块余料去除方法,包括如下步骤:第一步:吊机将装在模板上的砌块放置到底滑板上,而后第四气缸驱动夹板对模板进行夹紧,之后第一油缸驱动模板上的砌块侧面贴紧侧滑板;第二步:第三油缸驱动翻转架反向旋转90度,砌块被放置到侧滑板上,而后第二油缸驱动侧滑板移动,让砌块底面远离底模板;第三步:电机通过伞齿轮箱和同步带传动机构驱动支撑架下行至第二光电开关位
置,接着气缸驱动滑柱在滑槽内下行,以驱动刮片抵靠模板表面,接着电机再次驱动支撑架下行至第三光电开关位置,同时启动输液泵,在支撑架下行的过程中,刮片铲除底滑板表面的砌块余料,同时各喷嘴将脱模剂喷涂到底滑板表面;第四步:电机驱动支撑架上行到第一光电开关位置后,第三油缸驱动翻转架正向旋转90度,随后松开夹板,砌块远离侧滑板,吊机将模板吊离底滑板,由此完成砌块的侧翻。
10.本发明的有益效果是:能够对磷石膏制作砌块自动进行侧翻,去除磷石膏制作砌块表面和底面的余料,同时对粘附在底滑板上的余料进行刮铲,并对刮铲后的底滑板表面喷涂脱模剂,防止后续砌块蒸压的过程中出现砌块粘连,装置结构简单,能够大幅提高砌块生产效率。
附图说明
11.下面结合附图对本发明做进一步的说明:图1为本发明的主视局部剖面结构示意图,图2为本发明的侧视结构示意图,图3为本发明的局部放大结构示意图,图4为图2中a处的局部放大结构示意图,图5为本发明在实施时的示意图,图6为本发明在实施时的示意图,图7为本发明各电器件间的连接关系示意图。
12.图中:残料清理装置1、电机101、伞齿轮箱102、门架103、第三导轨104、同步带传动机构105、喷涂管106、刮片107、支撑架108、触片109、第一光电开关111、第二光电开关112、第三光电开关113、滑槽114、喷嘴115、气缸116、导板117、支铰118、翻转架2、第一导轨31、第二导轨32、底滑板41、侧滑板42、第一油缸51、第二油缸52、第三油缸53、模板6、夹板71、挡板72、顶板73、铰座9、砌块10。
具体实施方式
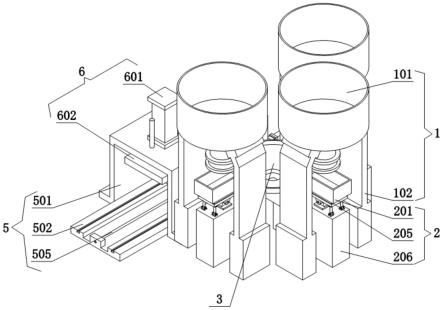
13.如图1到4所示,砌块模板侧翻装置,包括固定设置在地面上的铰座9,在铰座9上铰接有l形翻转架2,翻转架2下面设有排料沟(排料沟图中未画出),在翻转架2两侧设有支座,在翻转架2上设有第一导轨31和第二导轨32,在第一导轨31滑块上装配有底滑板41,在第二导轨32滑块上装配有侧滑板42,底滑板41和侧滑板42分别通过第一油缸51和第二油缸52与翻转架2铰接,翻转架2通过第三油缸53驱动其翻转,在底滑板41一端固定连接有挡板72,在底滑板另外一端铰接有多块夹板71,夹板71下端通过第四油缸54与底滑板铰接。
14.如图5和6所示,吊机将装在模板6上的砌块放置到底滑板41上,而后第四气缸116驱动夹板71对模板进行夹紧,此时模板被固定在挡板72和夹板71之间,之后第一油缸51驱动模板6上的砌块侧面贴紧侧滑板42,第三油缸53驱动翻转架2反向旋转90度,砌块被放置到侧滑板42上,而后第二油缸52驱动侧滑板42移动,让砌块底面远离底模板,此时砌块顶面的余料掉入排料沟,砌块10底面余料粘附在底滑板41上,由残料清理装置1对粘附在底滑板41上的余料进行清理。
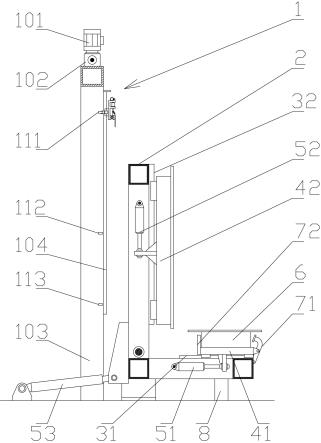
15.如图3和4所示,所述残料清理装置1包括设置在l形翻转架2一侧门架103,在门架
103上安装有第三导轨104,在第三导轨104滑块上安装有f形的支撑架108,支撑架108上安装有气缸116和铰接有多个支铰118,在支铰118上固定连接有刮片107和多块导板117,导板117为不锈钢制成,在导板117上倾斜设有滑槽114,滑槽114内设有滑柱,各滑柱与各气缸116活塞杆连接,在门架103上安装有伞齿轮箱102,伞齿轮箱102输入轴与电机101传动连接,伞齿轮箱102两个输出轴通过同步带传动机构105与支撑架108连接传动。
16.在支撑架108上固定连接喷涂管106,喷涂管106通过软管120与脱模剂储罐连通,在软管120上安装有输液泵(图中脱模剂储罐和输液泵未画出),在喷涂管上安装有多个喷嘴115。
17.如图7所示,还包括控制系统,所述控制系统包括安装在门架103上第一光电开关111、第二光电开关112和第三光电开关113,第一光电开关111、第二光电开关112和第三光电开关113均为槽式光电开关,在第三导轨104滑块上安装有用于触发第一光电开关111、第二光电开关112和第三光电开关113的触片109,第一光电开关111、第二光电开关112和第三光电开关113连接控制器输入端,电机101、输液泵和分别用于控制第一油缸51、第二油缸52、第三油缸53、第四油缸54以及气缸116的电磁阀连接控制器输出端,控制器为plc控制器。
18.在各块夹板71一端固定连接有顶板73。顶板73能够提高模具的夹紧效果。
19.如图5所示,电机101通过伞齿轮箱102和同步带传动机构驱动支撑架108下行至第二光电开关112位置,此时刮片107模板一侧,与模板6之间具有10mm左右间隙,接着气缸116驱动滑柱在滑槽内下行,以驱动刮片107向模板方向倾斜,使刮片107下端抵靠模板表面,接着电机101再次驱动支撑架108下行至第三光电开关113位置,同时启动输液泵,在支撑架108下行的过程中,刮片107铲除底滑板41表面的砌块余料,同时各喷嘴115将脱模剂喷涂到模板表面,之后电机101驱动支撑架108上行到第一光电开关111位置后,为翻转架2腾出翻转空间,第三油缸53驱动翻转架2正向旋转90度,随后松开夹板71,砌块远离侧滑板42,吊机将模板吊离底滑板41,由此完成砌块的侧翻排料。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。