1.本发明涉及一种电动工具,具体涉及一种智能割草设备及其控制方法。
背景技术:
2.随着人们对智能化割草机的需求,小型割草机器人走进了千家万户。割草效果是一项重要的评估指标。而割草机器人通常具有多个刀片,例如三个刀片,在出现刀片损坏或缺失后,如果继续执行割草操作将导致割草效果变差,甚至减少机器人的使用寿命。
技术实现要素:
3.为解决现有技术的不足,本发明的目的在于提供一种能够准确检测到切割刀片损坏或丢失,能保证割草效果的智能割草设备。
4.为了实现上述目标,本发明采用如下的技术方案:一种智能割草设备,包括:行走组件,包括行走轮和驱动所述行走轮行走的行走马达;切割组件,包括设置在切割刀盘上的多个切割刀片和驱动所述切割刀片执行切割动作的切割马达;数据检测模块,用于检测所述智能割草设备的加速度数据;控制单元,至少与所述数据检测模块连接;所述控制单元被配置为:获取所述智能割草设备的加速度数据,并根据所述加速度数据计算反映所述切割刀盘旋转平衡性的切割影响因子;在所述切割影响因子大于或等于预设因子阈值时,控制所述切割马达停止转动。
5.进一步的,所述切割影响因子包括所述加速度数据的实时方差。
6.进一步的,还包括:参数检测模块,用于获取所述切割马达的工作参数;所述控制单元被配置为:在所述实时方差大于或等于方差阈值时,获取所述切割马达的工作参数;根据所述工作参数采用动平衡检测法确定目标切割刀片的位置信息,并输出所述位置信息。
7.进一步的,所述切割马达的工作参数包括马达的工作电流或工作电压或者马达转速。
8.进一步的,所述目标切割刀片为缺失刀片或者不工作的刀片。
9.进一步的,还包括:噪音检测模块,用于检测所述切割刀盘旋转过程中智能割草设备的震动噪声;所述控制单元被配置为:在所述震动噪声大于或等于噪声阈值时,控制所述切割马达停止转动。
10.进一步的,还包括:震动传感器,用于检测所述切割刀盘旋转过程中智能割草设备的震动参数;所述控制单元被配置为:在所述震动参数大于或等于参数阈值时,控制所述切割马达停止转动。
11.一种智能割草设备,包括:行走组件,包括行走轮和驱动所述行走轮行走的行走马达;切割组件,包括设置在切割刀盘上的多个切割刀片和驱动所述切割刀片执行切割动作的切割马达;数据检测模块,用于检测所述智能割草设备的加速度数据;控制单元,至少与所述数据检测模块连接;所述控制单元被配置为:获取所述智能割草设备的加速度数据,并根据所述加速度数据计算反映所述切割刀盘旋转平衡性的所述加速度数据的实时方差;在
所述实时方差大于或等于方差阈值时,控制所述切割马达和所述驱动马达停止转动。
12.一种智能割草设备,包括:行走组件,包括行走轮和驱动所述行走轮行走的行走马达;切割组件,包括设置在切割刀盘上的多个切割刀片和驱动所述切割刀片执行切割动作的切割马达;噪音检测模块,用于检测所述切割刀盘旋转过程中智能割草设备的震动噪声;控制单元,至少与所述噪音检测模块连接;所述控制单元被配置为:在所述震动噪声大于或等于噪声阈值时,控制所述切割马达停止转动。
13.一种智能割草设备的控制方法,该设备包括:行走组件,包括行走轮和驱动所述行走轮行走的行走马达;切割组件,包括设置在切割刀盘上的多个切割刀片和驱动所述切割刀片执行切割动作的切割马达;数据检测模块,用于检测所述智能割草设备的加速度数据;控制单元,至少与所述数据检测模块连接;所述方法包括:获取所述智能割草设备的加速度数据,并根据所述加速度数据计算反映所述切割刀盘旋转平衡性的切割影响因子;在所述切割影响因子大于或等于预设因子阈值时,控制所述切割马达和所述驱动马达停止转动。
14.本发明的有益之处在于:通过检测割草设备的加速度、并根据该加速度数据计算反映切割刀盘旋转平衡性的影响因子,根据该影响因子判断刀盘上切割刀片是否损坏或缺失,保证了判断的准确性,也避免了影响割草设备的工作效果。
附图说明
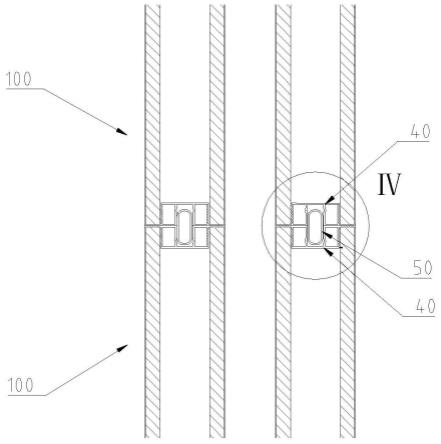
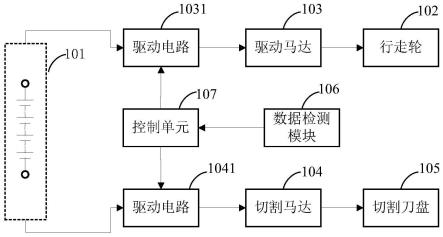
15.图1是作为一种实施方式的智能割草设备底盘的部分结构图;图2是作为一种实施方式的智能割草设备的电路框图;图3是作为一种实施方式的智能割草设备的电路框图;图4是作为一种实施方式的智能割草设备的电路框图;图5是作为一种实施方式的智能割草设备的电路框图;图6是作为一种实施方式的智能割草设备控制方法的流程示意图。
具体实施方式
16.以下结合附图和具体实施例对本发明作具体的介绍。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
17.本发明的技术方案可适用于多种不同类型的电动工具,可以是手持电动工具,图电动榔头、往复锯、电锤等,也可以是花园类电动工具,如割草机、吹风机等。本技术以主要针对手持式电动工具而言。以下将以电动榔头为例进行说明。
18.参考图1所示的智能割草设备的部分机械结构以及图2所示的智能割草设备的电路结构。智能割草设备100至少可以包括电源101、行走轮102、行走马达103、切割马达104、切割刀盘105和设置在切割刀盘105上的切割刀片1051、数据检测模块106、控制单元107。其中,图1为割草设备100的底盘结构,切割刀盘105和切割刀片1051位于割草设备的底盘,切割马达104的输出轴连接切割刀盘105(未示出)以驱动切割刀盘旋转。
19.电源101,用于向行走马达103和切割马达104提供电能。在一个实施例中,电源101可选择为交流电源,如120v或220v的交流市电。在一个实施例中,电源101可选择为电池包,电池包可由一组或多组电池单元组成,例如,可将电池单元串联成单一电源支路,形成1p电
池包,也可以串联成多个电源支路形成多p电池包。
20.行走马达103和切割马达104,分别用于输出驱动行走轮102行走的驱动力,和输出驱动切割刀盘105转动的驱动力。其中,行走轮102包括驱动轮和被动轮。在一个实施例中,上述两个马达均为三相无刷马达,三相定子绕组之间采用三角形或星型连接。
21.切割刀盘105,与切割马达104的输出轴连接,在切割马达104的驱动下旋转,并带动刀片上固定的多个切割刀片1051执行切割动作。一般而言,切割刀盘105为圆形薄片。在一个实施例中,一个切割刀盘105上可以固定多个切割刀片1051,例如,可以固定3个、4个或者5个等。可以理解的是,切割刀盘105上的切割刀片1051是均匀分布的。例如,切割刀片1051为奇数个则所有刀片1051沿距离刀盘105圆心相同距离的圆形间距相同距离分布;切割刀片1051为偶数个则所有刀片1051,则所有的刀片1051围绕刀盘105圆心呈中心对称分布。
22.可以理解的是,由于切割刀盘105上的切割刀片105是均匀分布的,因此在割草设备100割草的过程中,切割刀盘105在切割马达104的驱动下能够平稳的旋转,即不会产生较大的震动。从而,能够产生较好的割草效果。然而,若切割刀盘105上有一个或多个刀片1051缺失、或者损坏(如由于碰到坚硬岩石而打断刀片的一部分),则切割刀片1051在切割刀盘105上的分布的均衡性就会被破坏,包括均匀分布的位置被破坏或者均匀分布的质量被破坏。进而,在切割刀盘105旋转时,由于不平衡旋转将导致切割刀盘105上有一个很大的离心力,这个离心力会导致割草设备100产生较大的振动,从而影响割草效果。
23.为了避免由于切割刀片1051的丢失或损坏而影响割草效果,本技术采用如下方案解决该问题。
24.可以理解的是,由于割草刀片1051缺失或者损坏,切割刀盘105由于较大的离心力而产生较大震动时,对割草设备100的加速度具有一定的影响,但在一定时间内,加速度的平均值仍接近于零。也就是说,仅通过割草设备100行走的加速度数据无法准确判断切割刀片1051是否确实或损坏。
25.在一个实施例中,数据检测模块106设置在割草设备100的壳体内,可以检测割草机运行过程中的加速度数据。可以理解的,数据检测模块106可以是速度传感器、加速度传感器等能够检测或估算加速度数据的模块。
26.控制单元107,可以获取,数据检测模块106检测到的加速度数据,并根据加速度数据计算反映切割刀盘105旋转平衡性的切割影响因子。也就是说,控制单元107,通过对割草设备100的加速度数据进一步处理,能检测出切割刀盘105旋转时的离心力是否过大即刀片1051是否丢失或损坏。可以理解的是,虽然割草设备100行走过程中的加速度数据的均值接近零,但加速度数据的方差会产生较大变化,因此,控制单元107可以计算加速度数据的方差,并将该方差作为切割影响因子。优选的,控制单元107可以计算割草设备100加速度数据的实时方差,并与方差阈值进行比较,在实时方差大于或等于方差阈值时,确定切割刀片1051损坏或丢失,进而控制切割马达104停止转动。可选的,控制单元107也可同时控制切割马达104和驱动马达103同时停止转动。
27.需要说明的是,其他基于加速度数据而得到的能够反映切割刀盘旋转平衡性的参数也在本技术的保护范围内。
28.可以理解的是,如图2所示,行走马达103和驱动马达104分别连接有驱动电路1031
和驱动电路1041,控制单元107通过输出不同的控制信号至两个驱动电路以控制马达停止转动。
29.在本发明实施例中,通过计算割草设备加速度的方差来确定割草刀片是否损坏或丢失,避免了仅通过加速度的改变来判断刀片丢失或损坏而造成的判断失误,从而保证了割草设备的割草效果。
30.在一个实施例中,如图3所示,割草设备100中还设有参数检测模块108,参数检测模块108可以检测切割马达104的工作参数,例如检测切割马达的工作电流、工作电压或者转速等。进一步的,在控制单元107判断割草设备100的加速度数据的实时方差大于或等于方差阈值时,可以获取切割马达104的工作参数,并根据该参数采用动平衡检测法确定目标切割刀片的位置信息,并输出该位置信息。其中,目标切割刀片即为丢失或者损坏的刀片。
31.在一个实施例中,如图4所示,割草设备100中还设有震动传感器109,可以检测割草设备100工作时的震动参数。可以理解的是,震动传感器109的安装位置距离切割刀盘105越近,检测到的割草设备100的震动参数越能反映设备震动异常时切割刀盘1051是否丢失或损坏。具体的,震动传感器109可实时检测设备的震动参数,并将震动参数传输至控制单元107,控制单元107在震动参数大于或等于参数阈值时,控制驱动马达103和切割马达104同时停止转动或者仅控制切割马达104停止转动。可以理解的是,控制单元107在根据控制参数判断切割刀片1051丢失或损坏后,同样可以获取切割马达104的工作参数,并据此判断损坏或丢失的目标切割刀片的位置。
32.在一个实施例中,如图5所示,割草设备100中还设有噪音检测模块110,可以检测切割刀盘105旋转过程中智能割草设备的震动噪声。进一步的,控制单元107可以在震动噪声大于或等于噪声阈值时,控制驱动马达103和切割马达104同时停止转动或者仅控制切割马达104停止转动。可以理解的是,控制单元107在根据控制参数判断切割刀片1051丢失或损坏后,同样可以获取切割马达104的工作参数,并据此判断损坏或丢失的目标切割刀片的位置。
33.在一个实施例中,数据检测模块106、震动传感器109以及噪音检测模块110安装在割草设备100的壳体内的任意位置,优选安装在切割马达的周边或者安装在切割马达上或者安装在刀盘上。
34.在一个实施例中,可以结合上述加速度传感106、震动传感器109以及噪音传感器110中的一种或多种传感器所采集的参数来确定刀盘105上的刀片1051是否缺失或损坏,以进一步增加判断的准确性。
35.下面将结合图6说明智能割草设备中检测刀片丢失或损坏的控制方法,该方法包括如下步骤:s101,获取设备的加速度数据。
36.s102,根据加速度数据计算反映切割刀盘旋转平衡性的切割影响因子。
37.在本实施例中,能够反映切割刀盘旋转平衡性的切割影响因子为设备加速度的实时方差。
38.s103,在切割影响因子大于或等于预设因子阈值时,控制切割马达停止转动。
39.可以理解的,由于加速度数据在一定时间内的均值接近零,因此无法准确反映切割刀片是否丢失或损坏,但加速度数据的实时方差在刀片丢失或损坏时,会产生较大的变
化。
40.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。