1.本发明涉及零件检测领域,特别涉及一种透光饰件的检测装置及其检测方法。
背景技术:
2.目前,随着汽车发展趋于科技化和智能化,汽车领域设计师尝试对各种类型汽车装饰件赋予灯光效果,透光喷漆件、透光ins(film insert molding,嵌膜式注塑装饰工艺)零件、透光包覆件等相关的材料及工艺相继被研发出来并得以推广应用。在透光装饰件中,具有灯光不点亮时无透光点,点亮后透光点显现的带背光效果装饰件的应用面最为广泛。对于该类型装饰件,一般其背光效果是通过喷涂遮蔽漆、印刷遮蔽油墨的方式来实现,遮蔽材料颜色深浅变化、遮蔽材料使用量的差异、透光点生产工序的参数控制,都会影响遮光和透光的效果。在一台车中,如果不同区域设计同一效果的透光装饰件,当各个装饰件在灯光点亮时,若因为遮蔽材料的差异性或透光点加工工序不稳定导致整体透光效果出现不一致的情况,将严重影响整车的品质。
3.相关技术中,常常采用发光模组照射透光装饰件,并通过亮度计测量光线穿过装饰件后的亮度,进而判断透光性是否满足要求。
4.但是,亮度计对光很敏感,为了保证透光测试的准确性,需要在暗室中测量,且测试过程复杂,不适于流水线大批量产品的检测。
技术实现要素:
5.本发明实施例提供一种透光饰件的检测装置及其检测方法,以解决相关技术中透光饰件的检测装置不适用大批量产品检测以及无法做到透光性与遮蔽性同时检测的问题。
6.第一方面,提供了一种透光饰件的检测装置,其包括:遮光箱体,所述遮光箱体设有开口,所述开口的端面用于贴合待测工件;光源,所述光源安装于所述遮光箱体内,所述光源可在所述遮光箱体内产生预设光线,所述预设光线用于照射所述待测工件的待测透光区。
7.一些实施例中,所述检测装置还包括:均光板,所述均光板安装于所述开口,且所述均光板的四周与所述遮光箱体密封贴合,所述预设光线穿过所述均光板后均匀射向所述待测透光区。
8.一些实施例中,所述遮光箱体的内壁光滑且设置为白色。
9.一些实施例中,所述检测装置还包括第一遮光条,所述第一遮光条用于封闭所述遮光箱体与待测工件之间的间隙。
10.一些实施例中,所述检测装置包括标准工件,所述标准工件上设有标准透光区;当所述标准工件贴合于所述开口,且所述光源产生预设光线时,所述标准工件显示全部的透光图案;当所述标准工件贴合于所述开口,且所述光源产生光线强度弱于预设光线时,所述标准工件的透光图案不显示或仅部分显示。
11.一些实施例中,所述光源包括若干间隔设置的灯珠。
12.一些实施例中,所述遮光箱体的高度大于所述待测工件的安装支腿的最大高度。
13.第二方面,提供了一种透光饰件的检测方法,其包括以下步骤:将待测工件贴合于遮光箱体的开口;点亮光源,使遮光箱体内形成预设光线,所述预设光线用于照射所述待测工件的待测透光区,并检测待测工件的待测透光区在预设光线下是否透光;熄灭光源,检测所述待测工件的待测透光区是否显示透光图案;若所述待测透光区在预设光线下均透光,且所述待测透光区在熄灭光源时均未显示透光图案,则说明待测工件的透光性与遮光性均合格。
14.一些实施例中,在步骤将待测工件贴合于遮光箱体的开口前,还包括以下步骤:将标准工件贴合于遮光箱体的开口,调节光源使遮光箱体内形成预设光线,所述预设光线为使标准工件的标准透光区临界透光的光线。
15.一些实施例中,所述光源包括若干间隔设置的灯珠,所述调节光源使遮光箱体内形成预设光线,包括以下步骤:根据所述标准工件的标准透光区的排列调节所述灯珠的排列;调节灯珠的发光功率,直至光线经过均光板后各个所述标准透光区均处于临界透光,即在所述遮光箱体内形成所述预设光线。
16.本发明提供的技术方案带来的有益效果包括:
17.本发明实施例提供了一种透光饰件的检测装置及其检测方法,由于具有遮光箱体,可以营造遮光环境,通过安装于遮光箱体内的光源形成预设光线。通过预设光线检测待测工件,可以判断待测工件在预设光线下是否透光,其中预设光线可由检验合格的标准工件确定,若在预设光线下待测工件不透光,则说明待测工件的透光性不如标准工件,即待测工件的透光性不合格。同时,在熄灭光源的情况下,可以在遮光箱体内形成无光环境,可由正面观察待测工件的待测透光区的遮光性能,若熄灭光源时透光饰件未达到设计的遮光效果,而是显示透光区的轮廓则说明待测工件的遮光性能不足,若不显示待测透光区的轮廓则说明待测工件的遮光性能满足要求。通过检测装置可以定性的判断待测工件的透光性及遮光性是否合格,不需要测量亮度的具体数值,减低了检测透光饰件的难度。通过一个装置完成对待测工件透光与遮光两方面的检测,省去了更换不同设备分别检测的步骤,提高了检测的效率。
18.因此,可以在暗室外完成检测透光饰件的透光性,扩大了透光装置的检测场所,并且可以定性的判断待测工件的透光性能与遮光性能是否符合要求,降低了检测难度,提高检测效率,适用于大批量工件的检测。
附图说明
19.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
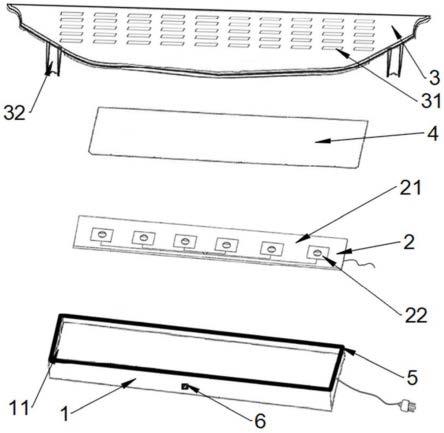
20.图1为本发明实施例提供的检测装置的爆炸结构示意图;
21.图2为本发明实施例提供的检测装置在光源开启时的爆炸结构示意图;
22.图3为本发明实施例提供的透光饰件的检测方法。
23.1、遮光箱体;11、开口;
24.2、光源;21、灯板;22、灯珠;
25.3、待测工件;31、待测透光区;32、安装支腿;
26.4、均光板;
27.5、第一遮光条;6、开关。
具体实施方式
28.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.本发明实施例提供了一种透光饰件的检测装置及其检测方法,其能解决相关技术中透光饰件的检测装置不适用大批量产品检测的问题。
30.参见图1及图2所示,为本发明实施例提供的一种透光饰件的检测装置,其可以包括:遮光箱体1,所述遮光箱体1需要设有开口11,所述开口11的端面用于贴合待测工件3;光源2,所述光源2可以安装于所述遮光箱体1内,所述光源2可在所述遮光箱体1内产生预设光线,所述预设光线用于照射所述待测工件3的待测透光区31。
31.通过遮光箱体1可以将外界光线阻隔,以免外界光线影响对待测工件3的测量。由于光源2形成预设光线,通过预设光线照射待测工件3的待测透光区31,以检测待测工件3待测透光区31的透光性是否合格。测试过程中,先将待测工件3贴合于开口11处,避免外界光线由待测工件3与遮光箱体1的接合处射入遮光箱体1内,使待测工件3的背面朝向遮光箱体1形成遮光环境,此时点亮光源2,使光源2产生预设光线,预设光线照射待测工件3的待测透光区31,若所有待测透光区31均透光,说明待测工件3的透光性能满足设计要求,若待测工件3的部分或全部待测透光区域31不透光,说明待测工件3的透光性能不合格。
32.本实施例中,根据透光性检测合格的标准工件来调整光源2,直至光源2产生的光线使标准工件的各个标准透光区均临界透光,此时的光线即为预设光线。也就是说,预设光线可以使各个标准透光区同时透光,且预设光线为使透光饰件各个透光部位产生透光图案的最低亮度的光线。通过可使透光图案透光的最低亮度的光线照射待测透光区31,若待测透光区31透光,则说明待测透光区31的透光性能等于或高于设计标准,即待测工件3的透光性能合格,检测过程简单。在其它实施例中,还可以直接根据透光饰件设计时的透光率确定可使合格透光饰件透光的最低光照强度,进而计算在遮光箱体1下预设光线的光照亮度。相比于计算调节预设光线而言,通过检验合格的标准工件调整光源2达到预设光线实施难度更低,调节更简单。
33.通过检测前调试好的光源2测量待测工件3,测量过程中仅需要控制光源2的点亮即可检验待测工件3的透光性,省去了在暗室中测量透光强度的步骤,减少了测量过程的操作,可以适用于大批量的工件检测,提高检测的效率。
34.本实施例中,检测装置还可以用于检测待测工件3的遮光性,检测时将待测工件3贴合于遮光箱体1的开口11处,观察待测工件3的待测透光区31是否显示透光区域,若显示透光区域,则表明在待测透光区31上覆盖的遮蔽漆或遮盖油墨的遮光性能不足。不满足透光饰件在背面不开灯的常规环境下表面不透光的遮光要求。也就是说,本发明实施例提供
的一种透光饰件的检测装置不仅可以检测待测工件3的透光性,同时还可以检测待测工件3的遮光性。相比传统的检测装置可以扩大透光饰件的检测范围,实现对透光饰件遮光性与透光性两种性能的同时检测。简化了透光饰件的检测步骤。
35.参见图1及图2所示,在一些可选的实施例中,所述检测装置还可以包括:均光板4,所述均光板4安装于所述开口11,且所述均光板4的四周与所述遮光箱体1密封贴合,所述预设光线穿过所述均光板4后射向所述待测透光区31。也就是说,预设光线需要穿过均光板4后才可射向待测工件3的待测透光区31,通过均光板4的预设光线被均匀,使点光源或线光源转化为面光源。如图2所示,均光板4与遮光箱体1相贴合,以避免预设光线由均光板4与遮光箱体1之间的缝隙泄露,进而导致射向待测工件3的光线分布不满足测试要求。本实施例中,均光板4覆盖待测工件3的所有待测透光区31。
36.优选的,所述遮光箱体1的内壁光滑且设置为白色。白色且光滑的内壁,可以避免光线产生穿透现象或散射现象。本实施例中,遮光箱体1通过cnc(computer numerical control,计算机数字控制机床)整体铣削加工而成,将遮光材料通过铣削直接加工成遮光的箱体结构,以免拼接过程中出现缝隙导致漏光。在其它实施例中,遮光箱体1还可以通过板材切割后拼接形成,在拼接的过程中需要各个部件紧密贴合,板材的连接处及板材本身不存在漏光点。本实施例中,需要选择可支撑待测工件3重量的材质制造遮光箱体1,以免在将待测工件3压紧贴合于遮光箱体1端面时,遮光箱体1由于材料强度低变形,导致接缝处漏光,光学环境与设计的环境相差较大,进而导致测试结果偏差较大,无法达到需求的检测要求。
37.参见图1及图2所示,在一些可选的实施例中,所述检测装置还可以包括第一遮光条5,所述第一遮光条5用于封闭所述遮光箱体1与待测工件3之间的间隙。也就是说,通过第一遮光条5将遮光箱体1与待测工件3的接缝处密封遮光,以免外界光线进入遮光箱体1或光源2的光线由接缝处漏出。导致遮光箱体1内部的光线环境与预计的光线环境相差过大,影响检测结果的准确性。比如,当外界光线由遮光箱体1与待测工件3的接缝处进入遮光箱体1内部时,无法在光源2熄灭的情况下保证遮光箱体1内部无光,也就没有办法保证待测工件3的遮光性能检测符合要求。漏光还会影响点亮光源2时遮光箱体1内的光环境,使射向待测工件3上的光线与预设光线发生偏差。导致待测工件3的透光性测量不准。
38.优选的,所述检测装置可以包括标准工件,所述标准工件上设有标准透光区;当所述标准工件贴合于所述开口11,且所述光源2产生预设光线时,所述标准工件显示全部的透光图案;当所述标准工件贴合于所述开口11,且所述光源2产生光线强度弱于预设光线时,所述标准工件的透光图案不显示或仅部分显示。也就是说,预设光线为使标准工件各个标准透光区均显示透光图案的最弱光线。通过将标准工件贴合于开口11,保证标准工件与待测工件3的安装环境一致。通过控制变量可知,在待测工件3安装于开口11时,仅有预设光线照射的客体不同,若在预设光线下待测工件3的待测透光区31的透光图案均不显示或者部分不显示,则说明待测工件3的透光性能弱于标准工件。即待测工件3的透光性能不达标。使用检测装置时可定时的通过标准工件对预设光线进行标定,提高测量装置的准确度。标定时,可以通过调节光源2的功率,或更换新的光源2,以实现预设光线的效果。其中,可以是每个遮光箱体1均匹配有一个标准工件,也可以是多个遮光箱体1匹配同一个标准工件。本实施例中提到的标准工件严格按设计方案制造的理想工件,其为透光性能以及遮光性能在亮
度计等专业测量设备检测合格的工件,且制造工艺、制造材料也与设计要求完全一致。其中标准工件的透光性能可以在暗室中利用亮度计测量,以保证标准工件的各个标准透光区的透光性能均符合要求。通过标准工件标定或检验光源2的光线,可以提高检测装置的检测精度。
39.参见图1及图2所示,在一些可选的实施例中,所述光源2可以包括若干间隔设置的灯珠22。也就是说,通过间隔设置的灯珠22作为光源2,可以根据待测工件3的待测透光区31的布置方式布置灯珠22。以保证各个待测透光区31都能被预设光线照射到。本实施例中,光源2包括灯板21,灯珠22设于灯板21上,灯板21的材质可以是pcb(printed circuit board,印制电路板)板或软板,灯板21上设有与外部电路连接的接口,外部电路上同时连接有可以控制灯珠22开启或关闭的开关6。实际使用时,通过与灯板相连的开关6控制灯珠22的开启或关闭,以在遮光箱体1内形成预设光线。其中,可以通过灯板21上布置多套光源2,每套光源2对应一种待测工件3,通过在灯板21上设置切换电路在不同套光源2之间切换。实现多种待测工件3的检测装置的集成,减少检测装置的数量,降低检测设备的成本。测量时先通过灯板21上的切换电路切换至对应的光源2,再点亮切换好的光源2检测待测工件3的透光性。
40.参见图1及图2所示,在一些可选的实施例中,所述遮光箱体1的高度大于所述待测工件3的安装支腿32的最大高度。本实施例中,安装支腿32为用于将待测工件3安装于车身上的结构。也就是说,在待测工件3贴合于遮光箱体1的开口11时,通过将遮光箱体1的高度设置为大于安装支腿32的最大高度,避免安装支腿32伸出遮光箱体1的底面,导致待测工件3无法贴合于开口11,便于实现待测工件3与遮光箱体1的密闭连接,减少外界光线泄露进入遮光箱体1内部。
41.参见图1至图3所示,本发明实施例还提供了一种透光饰件的检测方法,其可以包括以下步骤:将待测工件3贴合于遮光箱体1的开口11;点亮光源2,使遮光箱体1内形成预设光线,所述预设光线用于照射所述待测工件3的待测透光区31,并检测待测工件3的待测透光区31在预设光线下是否透光;熄灭光源2,检测所述待测工件3的待测透光区31是否显示透光图案;若所述待测透光区31在预设光线下均透光,且所述待测透光区31在熄灭光源2时均未显示透光图案,则说明待测工件3的透光性与遮光性均合格。
42.也就是说,先通过待测工件3与遮光箱体1的开口11贴合,以避免外界光线进入遮光箱体1的内部,干扰光源2产生的光线。通过点亮光源2形成预设光线,利用预设光线照射待测工件3的待测透光区31检测待测透光区31的透光性能。其中,预设光线为在标准工件贴合于开口11下使标准工件的标准透光区临界透光的光线。若在预设光线下标准透光区可透光而对应的待测透光区31不透光,则说明该待测透光区31透光性能不合格即待测工件3的透光性能不合格。本实施例提供的检测方案在配置好预设光线后的步骤十分简单,仅需要安装待测工件3与点亮光源2即可,不需要将待测工件3一直暗室环境下检测,也不需要获取光线穿过待测工件3后的亮度。大幅提高了透光饰件的检测效率,可适用于大批量透光饰件的检测。且由于其营造了一个箱体环境,可以通过遮光箱体1保证每次的光线环境相同,同样适用于具有多个透光区域的透光饰件的检测,一次可以找出透光差的透光区域。相比分别测量透光饰件每个透光区域的透光率而言,效率大幅提高,一次可以找出全部的透光性能差透光区域。
43.同时,通过熄灭光源2,利用遮光箱体1营造无光环境,模拟车辆发光设备熄灭的情
况。通过观察待测工件3是否显示透光图案可以判断待测透光区31的遮光性能。若待测透光区31不显示透光图案,即说明待测透光区31背面的遮光材料的遮光性能符合要求。若待测透光区31显示透光图案,则说明待测透光区31背面的遮光材料的遮光性能不符合要求,即待测工件3的遮光性能不合格。
44.其中,可以先熄灭光源2检测待测工件3的遮光性能,也可以先点亮光源2检测待测工件3的透光性能。在完成透光性能与遮光性能的检测后,可以综合判断透光饰件的待测透光区31制造是否符合设计要求。一个装置可以同时用于检测待测透光区31的透光性能与遮光性能。且测量过程中通过控制光源2的开关即可,检测过程简单,适用于大批量透光饰件的检测。
45.优选的,在一些可选的实施例中,在步骤将待测工件3贴合于遮光箱体1的开口11前,还可以包括以下步骤:将标准工件贴合于遮光箱体1的开口11,调节光源2使遮光箱体1内形成预设光线,所述预设光线为使标准工件的标准透光区临界透光的光线。也就是说,在正式测量待测工件3前需要先校准预设光线,通过标准工件校准预设光线。可以每段时间对光源2进行校准,以确认预设光线的持续符合性。通过标准工件对光源2校准,更贴合实际的测量环境,可以保证校准环境与检测环境一致。提高了测量过程的准确度。
46.优选的,在一些可选的实施例中,所述光源2可以包括若干间隔设置的灯珠22,所述调节光源2使遮光箱体1内形成预设光线,包括以下步骤:根据所述标准工件的标准透光区的排列调节所述灯珠22的排列;调节灯珠22的发光功率,直至光线经过均光板4后,使得各个所述标准透光区均处于临界透光,即在所述遮光箱体1内形成所述预设光线。可以是由小功率光源2逐步调节至大功率光源2,使得标准工件的各个标准透光区均透光,且在光源2中任一灯珠22的功率略微下降后标准工件透光区域不透光,则认为功率下降前光源2产生的光线为预设光线。在将光源2调整好后,可以通过记录光源2中各个灯珠22的安装位置及各个灯珠22的发光功率,以方便下一次的校准调节光源2。本实施例中,光源2优选为白色均匀发光源。
47.本发明实施例提供的一种透光饰件的检测装置及其检测方法的原理为:
48.通过将待测工件3贴合于遮光箱体1,使遮光箱体1内部形成遮光环境,实现在测量过程中在待测工件3的背面形成无光环境。保证测量过程不受外界光线的干扰,可在暗室外对待测工件3进行测量,适用于大批量透光饰件的检测,降低了检测成本。通过测量前设定好的预设光线测量待测工件3的透光性,可以通过对比待测工件3与标准工件的差别,直观的判断待测工件3透光性合格与否,提高了测量的效率。当熄灭光源2时,可以在遮光箱体1内形成无光环境,可以用于检测待测透光区31的遮光性能,可通过一个装置完成对待测工件透光与遮光两方面的检测,省去了更换不同设备分别检测的步骤,提高了检测的效率。
49.在本发明的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
50.需要说明的是,在本发明中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
51.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。