1.本发明属于电抗器技术领域,具体涉及一种新型叠积铁芯壳式电抗器。
背景技术:
2.由于空心结构电抗器的导磁回路为空气,会在空间中产生较高的静态磁场;铁芯电抗器漏磁通极少,但由于磁饱和的特点以及线圈局部散热难,相同电感下往往需要较重的铁芯;在二者基础上衍生出的壳式铁芯电抗器综合了两者的优点,具有重量轻、漏磁值低、电感值基本恒定的特点。卷铁芯的制作需在绕制卷铁芯前加工绕制内模具,然后在内模具上完成卷铁芯的绕制,并压制调整外形(如四周的圆角大小),再进行vpi浸渍和浇注,烘干固化外形。此过程的周期一般约3~5天时间,耗时较长。而且一旦模具固定,卷铁芯的内径即固定,若要调整卷铁芯的内径,则需要重新制造模具,延长了周期,也浪费了资源。卷铁芯电抗器只能应用于谐波含量不高的直流工况,否则容易导致铁芯发热严重。此外,现有的芯型壳式电抗器由于线圈内部铁芯与外部壳式铁芯形成闭合磁路,磁通仍然绝对束缚在磁芯中,在满足基本恒电感的前提下,无法兼具重量轻和所需方向低静态磁场值低的功能。而且现有的芯型壳式电抗器绕组由于铁芯的遮挡,在强迫风冷条件下,会导致线圈局部位置温升较高,难以保证产品的可靠性。
技术实现要素:
3.本发明要解决的技术问题是克服现有技术的不足,提供一种结构紧凑、集成度高、强度高、散热性能好且安全可靠的新型叠积铁芯壳式电抗器。
4.为解决上述技术问题,本发明采用以下技术方案:
5.一种新型叠积铁芯壳式电抗器,包括:线圈组件、铁芯组件和边框结构件,所述铁芯组件与边框结构件一体成形;所述铁芯组件包括叠积铁芯,叠积铁芯由若干铁芯单片堆叠而成;所述边框结构件包括多个夹件,多个夹件安装在线圈组件外周,夹件上设有叠积铁芯,线圈组件与叠积铁芯之间设有绝缘组件。
6.作为本发明的进一步改进,所述夹件包括安装框架、铁芯夹板、压板和第二绝缘隔板;所述第二绝缘隔板位于安装框架底部,用于实现叠积铁芯与安装框架底部绝缘;所述铁芯夹板设于安装框架两侧部,用于夹紧并对齐叠积铁芯;所述压板绝缘安装在叠积铁芯顶部,用于实现叠积铁芯与安装框架固定连接。
7.作为本发明的进一步改进,所述安装框架中部设有凹形槽,安装框架两侧均设有带安装孔的侧边,多个夹件通过相互匹配的侧边组合安装在线圈组件外部;所述叠积铁芯设置在凹形槽内。
8.作为本发明的进一步改进,所述安装框架的凹形槽底部为镂空结构,第二绝缘隔板的结构与镂空结构相匹配。
9.作为本发明的进一步改进,所述压板与叠积铁芯之间设有第一绝缘隔板;通过压板两端与安装框架两侧焊接,将叠积铁芯固定在安装框架的凹形槽内。
10.作为本发明的进一步改进,所述线圈组件包括一对绝缘端板、设于一对绝缘端板之间的多组线圈、以及用于连接一对绝缘端板的紧固件,每组线圈内相邻的各饼之间、各组线圈之间、以及线圈与绝缘端板之间均设有支撑条和垫块;各组线圈之间采用尾头靠尾头、起头靠起头的绕制方式。
11.作为本发明的进一步改进,所述支撑条成对设置,且两根支撑条之间呈喇叭型设置;所述垫块设于两根支撑条之间;所述紧固件包括贯穿一对绝缘端板的绝缘螺杆,所述绝缘螺杆两端设有外螺纹并装配紧固螺母,绝缘螺杆与紧固螺母焊接固定。
12.作为本发明的进一步改进,所述线圈组件还包括垫片,所述垫片设于一对绝缘端板之间,且绝缘螺杆贯穿垫片,通过垫片对绝缘螺杆进行定位,以固定线圈的内轮廓和尺寸。
13.作为本发明的进一步改进,所述边框结构件包括第一夹件、第二夹件、第三夹件和第四夹件,所述第三夹件和第四夹件分别位于线圈组件的左右两侧,且第三夹件、第四夹件与绝缘端板之间通过绝缘拉杆进行连接,绝缘拉杆两端设有紧固件,以实现第三夹件、第四夹件与绝缘端板夹紧;所述第一夹件和第二夹件分别位于线圈组件的上端和下端,第一夹件的左右两端分别与第三夹件和第四夹件的顶端对齐,且侧边的安装孔内设有紧固组件,以实现第一夹件与第三夹件和第四夹件夹紧;第二夹件的左右两端分别与第三夹件和第四夹件的底端对齐,且侧边的安装孔内设有紧固组件,以实现第二夹件与第三夹件和第四夹件夹紧;所述第一夹件与线圈组件之间设有上绝缘隔板,第二夹件与线圈组件之间设有下绝缘隔板,上绝缘隔板、下绝缘隔板和一对绝缘端板在线圈外侧围合成绝缘方框,且绝缘方框外侧设有绝缘组件,以实现绝缘方框与各夹件之间相互绝缘。
14.作为本发明的进一步改进,所述线圈为铝或铜或银构成的纸包线或漆包线或薄膜烧结线,线圈的结构包括饼式结构、螺旋式结构或层式结构;所述夹件的制备材料包括铝合金、不锈钢或碳钢;叠积铁芯的制备材料包括非晶合金、取向硅钢片或无取向硅钢片。
15.作为本发明的进一步改进,新型叠积铁芯壳式电抗器的冷却方式为自然风冷或强迫风冷;新型叠积铁芯壳式电抗器的绝缘介质为空气、植物油或矿物油。
16.与现有技术相比,本发明的优点在于:
17.1、本发明的新型叠积铁芯壳式电抗器,通过将叠积铁芯绝缘设置在夹件中,使得铁芯组件与边框结构件一体成形,将带有叠积铁芯的夹件安装在线圈组件外部,即得到了结构紧凑的新型叠积铁芯壳式电抗器。整个结构设计巧妙,将叠积铁芯与边框结构件直接组合,不但提高了整体产品的机械强度,而且简化了制备工艺,提高了生产效率。本发明的电抗器利用夹件将叠积铁芯包裹于线圈组件四周,使得电抗器的绝大部分漏磁通过叠积铁芯形成闭合回路,解决了空心电抗器漏磁过大的问题,避免了对周围人身和器件的不利影响。与此同时还增加了电抗器的电感,能够实现多路集成使用,各支路间漏磁影响非常小,有效避免了各支路间相互滤波干扰。
18.2、本发明的新型叠积铁芯壳式电抗器,将叠积铁芯设置在夹件中即完成了壳式铁芯组件的制备,通过此方式,可以取消壳式铁芯模具的使用,节约了成本。而且壳式铁芯的大小可以进行灵活调整,vpi浸渍和浇注也可以与产品整体进行,相当于省略了铁芯的单独浸渍、单独烘干等环节,提高了生产效率。相比于卷铁芯宽片而言,铁芯单片的截面积减小很多,同时片厚方向改变,当线圈中的直流谐波成分较高或是通入交流电时,由于铁芯较
窄,且片厚方向相互绝缘,叠积铁芯内部的涡流损耗下降明显,此时配合不锈钢的夹件和紧固件,即可稳定的应用于交流领域,拓宽了铁芯壳式电抗器的应用领域。
19.3、本发明的新型叠积铁芯壳式电抗器,通过将叠积铁芯和夹件结合为一个整体,不但减少了二者之间的相对运动,而且紧密的结构可减少气隙,几乎不饱和,消除了由于铁芯吸合及铁芯片的磁滞伸缩而产生的噪音,尤其是应用在谐波含量大的系统中时,能够有效减小噪声。与此同时,通过绝缘拉杆贯穿第三夹件、第四夹件和线圈组件两侧的绝缘端板,实现夹件与绝缘端板的夹紧;第一夹件的左右两端分别与第三夹件和第四夹件的顶端对齐,第二夹件的左右两端分别与第三夹件和第四夹件的底端对齐,通过在四个夹件侧边的安装孔内设置紧固组件,以实现四个夹件之间相互夹紧;第一夹件与线圈组件之间设有上绝缘隔板,第二夹件与线圈组件之间设有下绝缘隔板,通过上绝缘隔板、下绝缘隔板和一对绝缘端板在线圈外侧围合成绝缘方框,且绝缘方框外侧包裹两层绝缘纸,如此一来,线圈被包裹在绝缘方框内,实现线圈的电部分与边框结构件的磁部分、支撑部分可靠的分离开,提高了电抗器的安全系数。进一步地,电抗器的重量由上下左右的夹件直接承受,避免了连接多个夹件的螺栓紧固组件直接受力,通过将上下左右夹件的接缝处焊接,可将电抗器产品牢固的连接为一个整体,消除了结构强度的薄弱点,提高了电抗器产品的机械强度,便于安装和起吊。
20.4、本发明的新型叠积铁芯壳式电抗器,通过有限元仿真软件计算,得到线圈发热点主要集中在线圈末端深度为1/4的中部位置,为了降低该处的温升,在不增加新构件的基础上,将线圈间的两根支撑条按照喇叭型放置,形成入口大、出口小的支撑结构,实现了线圈最热点的温升降低5%左右。此外,将线圈设置为空心结构,线圈中部无铁芯遮挡,散热空间通畅,散热效果好,可以相应提高电流密度,进一步减少线圈重量和体积。
附图说明
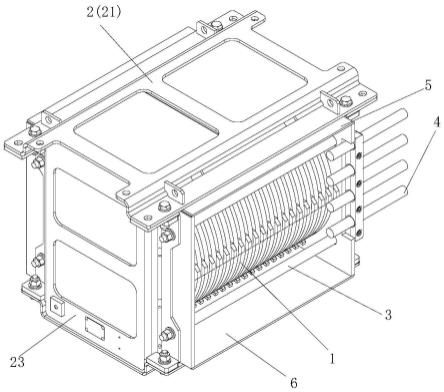
21.图1为本发明新型叠积铁芯壳式电抗器的立体结构原理示意图。
22.图2为本发明新型叠积铁芯壳式电抗器的主视结构原理示意图。
23.图3为本发明中线圈组件的立体结构原理示意图。
24.图4为本发明中线圈组件的内部结构原理示意图。
25.图5为本发明中线圈组件主视的结构原理示意图。
26.图6为本发明中各组线圈的连接结构原理示意图。
27.图7为本发明中第一夹件的立体结构原理示意图。
28.图8为本发明中第一夹件组装完成后的结构原理示意图。
29.图9为本发明中第二夹件的立体结构原理示意图。
30.图10为本发明中第三夹件的立体结构原理示意图。
31.图11为本发明中第四夹件的立体结构原理示意图。
32.图12为本发明新型叠积铁芯壳式电抗器的组装工艺流程图。
33.图例说明:1、线圈组件;11、线圈;12、绝缘端板;13、支撑条;14、垫块;15、紧固件;151、紧固螺母;152、绝缘螺杆;16、垫片;2、边框结构件;20、叠积铁芯;21、第一夹件;22、第二夹件;23、第三夹件;24、第四夹件;25、铁芯夹板;26、压板;27、第一绝缘隔板;28、第二绝缘隔板;29、安装框架;3、绝缘拉杆;4、引出电缆;5、上绝缘隔板;6、下绝缘隔板。
具体实施方式
34.以下结合说明书附图和具体优选的实施例对本发明作进一步描述,但并不因此而限制本发明的保护范围。
35.实施例
36.如图1至图11所示,本发明的新型叠积铁芯壳式电抗器,包括:线圈组件1、铁芯组件和边框结构件2,铁芯组件与边框结构件2一体成形。铁芯组件包括叠积铁芯20,叠积铁芯20由若干铁芯单片堆叠而成。边框结构件2包括多个夹件,多个夹件安装在线圈组件1外周,夹件上设有叠积铁芯20,线圈组件1与叠积铁芯20之间设有绝缘组件。可以理解,堆叠成叠积铁芯20的多片铁芯单片之间也是相互绝缘的。
37.本实施例中,线圈组件1为空心结构,线圈11为铜构成的薄膜烧结线,线圈11为饼式结构,夹件的制备材料为不锈钢,叠积铁芯20的制备材料为取向硅钢片。可以理解,在其他实施例中,线圈11可以是铝或银构成的纸包线或漆包线,线圈11的结构可以是螺旋式结构或层式结构,夹件可以采用碳钢或铝合金制备,叠积铁芯20可以采用非晶合金或无取向硅钢片制备。
38.本实施例中,通过将叠积铁芯20绝缘设置在夹件中,使得铁芯组件与边框结构件2一体成形,将带有叠积铁芯20的夹件安装在线圈组件1外部,即得到了结构紧凑的新型叠积铁芯壳式电抗器。整个结构设计巧妙,将叠积铁芯20与边框结构件2直接组合,不但提高了整体产品的机械强度,而且简化了制备工艺,提高了生产效率。本发明的电抗器利用夹件将叠积铁芯20包裹于线圈组件1四周,使得电抗器的绝大部分漏磁通过叠积铁芯20形成闭合回路,解决了空心电抗器漏磁过大的问题,避免了对周围人身和器件的不利影响。与此同时还增加了电抗器的电感,能够实现多路集成使用,各支路间漏磁影响非常小,有效避免了各支路间相互滤波干扰。特别的,将线圈组件1横向放置时,可针对性的降低电抗器产品上部静态漏磁场(即所关注方向的漏磁场)。
39.如图7至图11所示,本实施例中,边框结构件2包括第一夹件21、第二夹件22、第三夹件23和第四夹件24四个夹件,四个夹件的结构基本相同,只是侧边结构存在差异,四个夹件通过相互匹配的侧边拼接围合成边框结构件2。
40.如图7和图8所示,第一夹件21包括安装框架29、铁芯夹板25、压板26和第二绝缘隔板28。第二绝缘隔板28设于安装框架29底部,用于实现叠积铁芯20与安装框架29底部绝缘。两块铁芯夹板25分别设于安装框架29两侧部,用于夹紧并对齐叠积铁芯20。在铁芯单片的堆叠过程中,首先放置一侧的铁芯夹板25,然后顺序放置铁芯单片,待达到预设的叠积厚度后,再将另一侧的铁芯夹板25打入安装框架29侧部,确保铁芯单片可靠夹紧并相互对齐。压板26绝缘安装在叠积铁芯20顶部,用于实现叠积铁芯20与安装框架29固定连接。
41.进一步地,安装框架29上设有凹形槽,凹形槽顶部两侧均设有带安装孔的侧边,多个夹件通过相互匹配的侧边组合安装在线圈组件1外部。叠积铁芯20设置在凹形槽内,避免叠积铁芯20在夹件上发生滑动,且铁芯磁路方向与磁路的实际方向保持一致。为了减轻边框结构件2的重量,各个夹件的安装框架29的凹形槽底部设为“日”字型的镂空结构,凹形槽底部的两端和中部均设有第二绝缘隔板28。可以理解,第二绝缘隔板28的结构尺寸与镂空安装框架29底部的镂空结构相匹配,以最大限度的减轻边框结构件2的重量。在其他实施例中,安装框架29底部也可以分为3个或者4个镂空孔,相对应的,铁芯单片也可以匹配镂空结
构而分成3段或者4段叠积在凹形槽内,同时,压板26也会相应增加。
42.本实施例中,在压板26与叠积铁芯20之间设有第一绝缘隔板27,实现压板26与叠积铁芯20之间的可靠绝缘。通过压板26两端与安装框架29两侧焊接,将叠积铁芯20固定在安装框架29的凹形槽内。可以理解,压板26与叠积铁芯20之间也可以通过设置绝缘纸进行绝缘。
43.如图3至图6所示,本实施例中,线圈组件1包括一对绝缘端板12、设于一对绝缘端板12之间的多组线圈11、以及用于连接一对绝缘端板12的紧固件15,每组线圈11中相邻的导线之间、以及线圈11与绝缘端板12之间均设有支撑条13和垫块14。每组线圈11绕制完成后,两端用螺母焊接紧固,保证可靠的连接。两端的绝缘端板12确保了线圈11与外部边框结构件2之间的可靠绝缘,同时还起到了结构支撑的作用。
44.本实施例中,根据电抗器的电流大小,确定线圈11的组数,各组线圈的排列方式如图5和图6所示。如图5所示,所有线圈分成了3组(标注只体现了一组),每组7饼,每组仅有一个起头和一个尾头,每组内部由一根导线绕制完成,且每饼均由内而外绕制。图6示出了l11和l12、l21和l22各组线圈间起尾头的连接方式,通过此连接方式实现各组线圈并联,减少了各组线圈的电流,可减小大电流时使用导线的尺寸。此外,各组线圈间的绕制方式为尾头靠尾头,起头靠起头,保证了两组线圈的饼间电压最小。可以理解,每饼线圈绕制完成后向下一饼的弯折处可能会损伤导线的绝缘性能,需要在导线的折弯处加包绝缘。本实施例采用的绕线方式,使得制备线圈组件的工作量可以大幅减小,极大提升了生产效率。
45.进一步地,为了提高线圈11的散热性能,线圈间的支撑条13成对设置,且两根支撑条13之间呈喇叭型设置,垫块14设于两根支撑条13之间。紧固件15包括贯穿一对绝缘端板12的绝缘螺杆152,绝缘螺杆152两端设有外螺纹并装配紧固螺母151,绝缘螺杆152与紧固螺母151焊接固定。可以理解,将一对绝缘端板12搭接形成绕制导线的方框时,由于紧固螺母152处于绝缘端板12的外端,为绝缘薄弱点,在组装边框结构件2之前,需沿着绝缘端板12外侧绕制两层绝缘纸,确保紧固螺母152与叠积铁芯20之间可靠绝缘,同时也增强了绝缘端板12上其他方向的绝缘。
46.如图3和图4所示,本实施例中,紧固件15总共设置了七组,通过七组绝缘螺杆152调整线圈11的内径,同时可通过七组绝缘螺杆152将线圈11的外轮廓调整为圆形或椭圆形,以满足产品的空间尺寸需求。为了避免七组绝缘螺杆152在线圈11绕制过程中发生变形,在一对绝缘端板12之间设置了垫片16,且绝缘螺杆152贯穿垫片16,通过垫片16的定位作用,确保线圈11轮廓呈现所要求的圆形或椭圆形,并且确保线圈11的尺寸大小满足需求。可以理解,为了提高七组绝缘螺杆152之间的结构稳定性,在一对绝缘端板12之间设置了两块垫片16。在其他实施例中,也可以在一对绝缘端板12之间设置多块垫片16,只要能够确保线圈11的轮廓保持所需的形状即可。在线圈11内径已知的基础上,增加饼式线圈层数,即可确定饼式线圈的外径。可以理解,本实施例中,紧固件15由不锈钢制成,在其他实施例中,紧固件15也可以由铝合金制成。绝缘螺杆152通过螺杆外部套设绝缘筒而得,以确保线圈11与绝缘螺杆152可靠绝缘。
47.本实施例中,线圈组件1采用强迫风冷或是液冷的散热方式,并设置前进后出的流路结构。通过有限元仿真软件计算,得到线圈11发热点主要集中在线圈11末端深度为1/4的中部位置,为了降低该处的温升,在不增加新构件的基础上,将线圈11间的两根支撑条13按
照喇叭型放置,形成入口大、出口小的支撑结构,实现了线圈11最热点的温升降低5%左右。此外,线圈中部无铁芯遮挡,散热空间通畅,散热效果好,可以相应提高电流密度。可以理解,两根支撑条13之间的设置角度,可以根据线圈11的尺寸和电抗器的进风角度进行调整。
48.如图1和图2所示,本实施例中,边框结构件2包括第一夹件21、第二夹件22、第三夹件23和第四夹件24。第三夹件23和第四夹件24分别位于线圈组件1的左右两侧,且第三夹件23、第四夹件24与绝缘端板12之间通过绝缘拉杆3进行连接,绝缘拉杆3两端设有外螺纹并装配紧固螺母,以实现第三夹件23、第四夹件24与绝缘端板12夹紧,也就实现线圈11与第三夹件23和第四夹件24结合为一个整体,避免发生相对位移。第一夹件21和第二夹件22分别位于线圈组件1的上端和下端,第一夹件21的左右两端分别与第三夹件23和第四夹件24的顶端搭接对齐,且三个夹件侧边的安装孔内均设有紧固螺栓,以实现第一夹件21与第三夹件23和第四夹件24夹紧。第二夹件22的左右两端分别与第三夹件23和第四夹件24的底端搭接对齐,且三个夹件侧边的安装孔内设有紧固组件,以实现第二夹件22与第三夹件23和第四夹件24夹紧。第一夹件21与线圈组件1之间设有上绝缘隔板5,第二夹件22与线圈组件1之间设有下绝缘隔板6;上绝缘隔板5、下绝缘隔板6和一对绝缘端板12在线圈11外侧围合成绝缘方框,且绝缘方框外侧包裹了两层绝缘纸,以实现绝缘方框与各夹件之间相互绝缘。即通过上绝缘隔板5、下绝缘隔板6和一对绝缘端板12组合成绝缘方框,将线圈11包裹起来,实现线圈11的电部分与边框结构件2的磁部分、结构支撑部分可靠的分离开,形成可靠的绝缘,而且新增的上绝缘隔板5、下绝缘隔板6搭接在一对绝缘端板12的上下侧边,提高了结构稳定性。为了便于将线圈11的尾头l11和起头l21引出,在l11焊接上面两根电缆、l22焊接下面两根电缆,最终形成了绝缘端板12侧部的四根引出电缆4,如此一来,电抗器的对外接口就固定在电缆位置,便于相关技术人员使用。
49.本实施例中,将四个夹件的接缝处焊接,使得最终的电抗器产品整合为一个整体,以提高整体的机械强度,便于安装和起吊。可以理解,在轨道交通领域,漏磁的要求主要是为了减小电抗器上部特定高度的漏磁量。为了进一步减小电抗器的整体重量,可以将第二夹件22中的叠积铁芯20取消,仅利用第一夹件21、第三夹件23和第四夹件24围合的三面叠积铁芯20组成屏蔽。此时仅需相应加长第三夹件23和第四夹件24中的叠积铁芯20长度,使叠积铁芯20与第二夹件22的夹件相接触,即可完成调整,其他部分无需进行调整。可以理解,其他部分如有特殊要求,也可以采用相同的方法进行调整。可以理解,绝缘端板12、上绝缘隔板5、下绝缘隔板6、第一绝缘隔板27和第二绝缘隔板28的材质可以是a、b、f、h或其他c级绝缘材料。
50.进一步地,本实施例的电抗器可以设置为空气干式或浸液式,可以采用自然风冷,也可以采用强迫风冷。冷却、绝缘介质可以是空气、矿物油、高温油或植物油。
51.图12中示出了本实施例新型叠积铁芯壳式电抗器的组装工艺图,具体作业内容如下:
52.(1)线圈绕制分为装模、绕制线圈、卸模工序,最终生产出相应的线圈构件,特别的,将支撑条13呈角度放置,支撑条13的放置角度可以随线圈产品尺寸和进风角度进行调节;
53.(2)线圈组装分为尺寸调整、绝缘螺杆紧固工序,最终装配出线圈组件1;
54.(3)螺母焊接是将线圈组件1上的绝缘螺杆152和紧固螺母151焊接成一体,增加结
构强度;
55.(4)绝缘放置是在铁芯单片叠积之前,分别在夹件凹形槽的两端和中部放置三块第二绝缘隔板28,保证铁芯与夹件可靠绝缘;
56.(5)铁芯叠积是将提前裁剪好的取向硅钢片沿夹件宽度方向叠积在凹形槽内,首先在夹件的凹形槽一侧放入一根铁芯夹板25,然后依次放入所需的取向硅钢片,再从夹件的凹形槽另一侧打入另一根铁芯夹板25,保证多片取向硅钢片之间紧密撑紧,且表面相互对齐;
57.(6)压板焊接是将已经整形完成的叠积铁芯20和夹件水平放置,做好必要的绝缘防护,将压板26粘贴绝缘纸27后焊接在夹件上,保证压板26与取向硅钢片可靠绝缘,并且均匀压接取向硅钢片;
58.(7)铁芯、夹件组装是将焊接好的线圈组件1与第一夹件21、第二夹件22、第三夹件23和第四夹件24进行组装,线圈11与叠积铁芯20之间放入上绝缘隔板5和下绝缘隔板6,并上绝缘隔板5、下绝缘隔板6和一对绝缘端板12围合成的绝缘方框外侧包裹绝缘纸以保证可靠绝缘,集成电抗器整体;
59.(8)浸漆分为预烘、4030真空浸漆、烘干及清理工序,增加电抗器产品绝缘性能,其中树脂真空浸渍工艺包含液压容器抽真空、浸渍产品、卸压等过程;其中,4030绝缘漆也可以替换为硅胶漆或其他种类的绝缘漆;
60.(9)最后收尾作业,焊接电缆,铆接铭牌,安装接地标识等等。
61.虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明的精神实质和技术方案的情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同替换、等效变化及修饰,均仍属于本发明技术方案保护的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。