一种一体化滑销组件及pwi盖板组件装配设备
技术领域
1.本实用新型涉及自动化设备组装相关技术领域,特别是涉及一种一体化滑销组件及pwi盖板组件装配设备。
背景技术:
2.现有的滑销及固定板装配技术只能徒手安装滑销与防尘套以及pwi盖板组件,当前的滑销及pwi盖板组件的装配台也缺乏有效的装配夹具和自动化设备,导致加工精度差,无法满足大规模批量化生产的需求。由于人工作业效率比较低,且人工容易产生疲劳,所以产品质量无法得到保证。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种一体化滑销组件及pwi盖板组件装配设备。
4.本实用新型的主要内容包括:
5.一种一体化滑销组件及pwi盖板组件装配设备,包括装配台基座,所述装配台基座上设置有一号压装机构、二号压装机构、控制装置和显示装置。所述一号压装机构包括一号定位件和一号压装组件,所述一号压装组件安装在所述一号定位件上,所述一号压装组件包括一号驱动装置和一号压装板,所述驱动装置连接所述一号压装板,所述一号压装板上开设有两个滑销通孔,所述滑销通孔的直径大于滑销的直径小于滑销上安装的防尘套的直径。所述二号压装机构包括二号定位支架和移动压装组件,所述移动压装组件安装在所述二号定位支架上,所述移动压装组件包括滑动座、设置在滑动座上的pwi盖板定位工装以及安装在所述滑动座底部的前进后退驱动装置,所述二号定位支架上还设置有二号压装组件和检测通电插头,所述二号压装组件包括二号驱动装置、标记气缸和二号压装板,所述二号压装板安装在所述二号驱动装置上,并悬空设置在所述滑动座的初始位置的上方。所述控制装置包括控制阀板和电控机,所述控制装置安装在所述装配台基座的下方。所述显示装置为hmi人机交互显示面板,所述hmi人机交互显示面板安装在所述装配台基座的上方。
6.优选的,所述一号定位件上设置有低滑销安装柱和高滑销安装柱,所述低滑销安装柱上安装长滑销,所述高滑销安装柱上安装短滑销。
7.优选的,所述一号压装组件还包括若干传感器,所述一号压装组件安装在所述传感器的感应区域之外,所述一号定位件的两侧安装有所述传感器,所述一号压装板在所述传感器的感应区域内上下移动。
8.优选的,所述滑动座底部安装有导向滑轨。
9.优选的,所述前进后退驱动装置为伺服电机、滚动丝杆或气缸。
10.优选的,所述一号驱动装置和所述二号驱动装置为气缸、伺服电机或滚动丝杆。
11.优选的,所述二号压装机构的前后两侧均安装有液压缓冲器。
12.优选的,所述装配台基座的上方设置有led日光灯。
13.优选的,所述检测通电插头配合带压装的pwi盖板组件中的pwi线束。
14.优选的,每个压装机构均设置有独立的光线式启动装置。
15.本实用新型提出了一种一体化滑销组件及pwi盖板组件装配设备,其有益效果在于:
16.1.相比手工装配,本装配台能够实现将滑销与防尘套的装配速度从人工300秒提升到30秒,具有装配效率高、精确性好的特点,生产效率大大提升,满足产业化中对效率和精度的要求;
17.2.本装配台实现了装配高度自动检测,以及盖板组件通讯合格自动检测,实现了压装组件的精确定位与装配。
附图说明
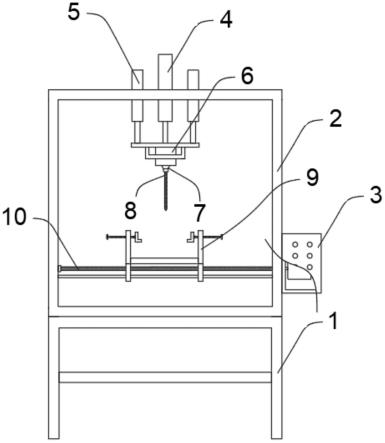
18.图1为本实用新型的整体结构示意图;
19.图2为本实用新型的二号压装机构的结构示意图;
20.图3为本实用新型的一号压装机构的结构示意图;
21.图4为本实用新型的俯视图。
22.附图中各部件的标记如下:1-一号压装机构、11-一号定位件、12-防尘罩到位检测传感器、13-一号驱动装置、14-一号压装板、2-二号压装机构、21-二号定位支架、22-二号驱动装置、23-二号压装板、24-前进后退驱动装置、25-标记气缸、26-滑动座、27-pwi盖板定位工装、3-hmi人机交互显示面板、4-导向滑轨、5-控制阀板、6-led日光灯、7-液压缓冲器、8-光线式启动装置、9-滑销、10-滑销防尘套。
具体实施方式
23.以下结合附图对本实用新型所保护的技术方案做具体说明。
24.请参阅图1至图4,本实用新型提出了一种一体化滑销组件及pwi盖板组件装配设备,包括装配台基座,所述装配台基座上设置有一号压装机构1、二号压装机构2、控制装置和显示装置。所述一号压装机构1包括一号定位件11、防尘罩到位检测传感器12和一号压装组件,所述一号定位件11上设置有低滑销安装柱和高滑销安装柱,所述低滑销安装柱上安装长滑销,所述高滑销安装柱上安装短滑销,防止压装过程中滑销移动。所述一号压装组件安装在所述一号定位件上,所述一号压装组件包括一号驱动装置13和一号压装板14,所述一号驱动装置13连接所述一号压装板14,所述一号压装板14上开设有两个滑销通孔,每个所述滑销通孔的直径均大于滑销的直径小于滑销上安装的防尘套的直径,所述一号定位件的两侧均安装有所述防尘罩到位检测传感器12,所述一号压装板14在所述防尘罩到位检测传感器12的感应区域内上下移动,所述一号压装组件安装在所述防尘罩到位检测传感器12的感应区域之外。
25.所述二号压装机构包括二号定位支架21和移动压装组件,所述移动压装组件安装在所述二号定位支架21上,所述移动压装组件包括滑动座26、设置在滑动座26上的pwi盖板定位工装27以及安装在所述滑动座26底部的前进后退驱动装置和导向滑轨4,所述二号定位支架21上还设置有二号压装组件和检测通电插头,所述检测通电插头配合待压装的pwi盖板组件中的pwi线束,检测pwi连接头是否插到位。所述二号压装组件包括二号驱动装置
22、标记气缸25和二号压装板23,所述二号压装板23安装在所述二号驱动装置22上,并悬空设置在所述滑动座26的初始位置的上方。所述控制装置包括控制阀板5和电控机,所述控制装置安装在所述装配台基座的下方。所述显示装置为hmi人机交互显示面板3,所述hmi人机交互显示面板安装在所述装配台基座的上方,所述二号压装机构的前后两侧均安装有液压缓冲器7,避免机构零部件之间快速相对运动产生的冲击力损坏机构本体,延长了机构的使用寿命。
26.在其中一个实施例中,所述前进后退驱动装置24、所述一号驱动装置23、所述二号驱动装置22为气缸、伺服电机或滚动丝杆。
27.工作原理:本装配台设置由两套压装机构,所述装配台装配桌面左侧的一号压装机构1为防尘套和滑销自动装配机构,所述装配台装配桌面右侧的二号压装机构2为pwi盖板组件装配机构,pwi盖板组件装配机构上设置有检测通电插头,所述装配台基座的下侧安装有控制阀板5与电控箱,所述装配台基座的上侧安装有led照明灯6以及hmi人机交互显示面板3。
28.首先,员工通过双手启动按钮进行机台操作,在装配滑销防尘套10和滑销9的过程中,员工取到滑销9和滑销防尘套10后,将其放入左侧的一号定位件1中,然后启动左侧一号压装机构1的光线式启动装置8,在防尘罩到位检测传感器12检测工件到位后,会给出一个合格信号,告诉员工本次加工完成且合格。
29.在装配pwi盖板组件时,员工首先把pwi线束、盖板以及保持板三者预装到pwi盖板定位工装27内,然后将线束的两端分别插入检测通电插头内,当设备检测线束通断合格后,认为工件可以继续完成加工,此时所述二号驱动装置22——pwi压紧气缸便会自动下降,把三种物料压装到一起,所述载具安装在所述导向滑轨4上,然后所述前进后退驱动装置24把整个载具收回到设备内侧,在感应到载具位于设备内部后,标记气缸25便会下行给产品打上合格标记后,最后前进后退驱动装置24再把产品连带整个载具推到前面,代表加工完成,实现了装配高度自动检测,以及盖板组件通讯合格自动检测,生产效率大大提高。
30.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。