1.本实用新型涉及汽车制造技术领域,特别是一种车门装调验证用的装配工装。
背景技术:
2.目前,乘用车外覆盖件,诸如前、后盖,翼子板,车门等零件占据了车身外表面的大部分可视区域,它们的外观装配质量直接影响了客户对整体做工品质的满意度评价。因此实现外观装配质量的精致程度最大化,外覆盖件区域是很重要的考量指标之一。
3.在车门总成装配到车身上时需要设定预抬量,是考虑在总装车间装配车门上的相关配件后,门总成自重下沉导致车门与周边环境件的间隙、面差值变化而不符合相关间隙、面差值的定义范围。在相关技术中,验证及确定门的预抬量这个过程在装调线上需要通过工装调整门姿态进行反复调试、验证。造成整个过程中工装调试费时费力,试制阶段车身及车门精度不稳定,验证过程中重复性受干扰因素较多,且根据车身及车门精度提升进展需要阶段性进行验证确认(不同阶段的重复以上过程),验证过程受试制阶段生产线生产安排的制约,时间难以协调,从而导致整个过程时间难以把控。
技术实现要素:
4.本实用新型实施方式提供了一种装配工装。
5.本实用新型实施方式的一种装配工装,包括:
6.支架,
7.连接机构,安装在所述支架上,所述连接机构固定连接整车主检具;
8.调节机构,安装在所述支架上,所述调节机构连接铰链的活动部,并用于在第一方向和第二方向上调节所述铰链与所述整车主检具之间的相对位置,所述第一方向不同于所述第二方向。
9.上述装配工装,通过调节机构,可以实现在两个方向上调节铰链与整车主检具之间的相对位置,在调试过程中可无需对门姿态进行反复调整,可以省时省力,车门总成可以自定位装配到铰链上即可。
10.在某些实施方式中,所述连接机构包括第一连接组件和第二连接组件,所述第一连接组件固定连接所述整车主检具,并在所述第一方向和所述第二方向上定位到所述整车主检具上;
11.所述第二连接组件固定连接在所述整车主检具的门洞止口处,并在第三方向上固定连接所述整车主检具,所述第三方向不同于所述第一方向和所述第二方向。
12.在某些实施方式中,所述第一连接组件包括第一连接臂和第二连接臂,所述第一连接臂在所述第一方向和所述第二方向上通过第一定位销定位到所述整车主检具上;
13.所述第二连接臂在所述第二方向上通过第二定位销定位到所述整车主检具上。
14.在某些实施方式中,所述第二连接组件包括夹具,所述夹具夹持所述门洞止口的围壁。
15.在某些实施方式中,所述调节机构包括第一调节组件和第二调节组件,所述第一调节组件安装在所述支架,所述第二调节组件安装在所述第一调节组件,所述铰链安装在所述第二调节组件,所述第一调节组件用于在所述第一方向上调节所述第二调节组件和所述铰链与所述整车主检具之间的相对位置,所述第二调节组件用于在所述第二方向上调节所述铰链与所述整车主检具之间的相对位置。
16.在某些实施方式中,所述第一调节组件包括第一滑动块和第一调节旋钮,所述第一调节旋钮连接所述第一滑动块,所述第二调节组件安装在所述第一滑动块,所述第一调节旋钮用于在被操作的情况下,旋转以在所述第一方向上带动所述第一滑动块来回移动。
17.在某些实施方式中,所述第一调节旋钮上设有指示刻线。
18.在某些实施方式中,所述第一调节组件还包括第一锁紧件和第一底座,所述第一滑动块可移动地位于所述第一底座上,所述第一锁紧件连接所述第一底座,所述第一锁紧件用于锁紧所述第一滑动块或松开所述第一滑动块。
19.在某些实施方式中,所述第二调节组件包括第二滑动块和第二调节旋钮,所述第二调节旋钮连接所述第二滑动块,所述铰链安装在所述第二滑动块,所述第二调节旋钮用于在被操作的情况下,旋转以在所述第二方向上带动所述铰链来回移动。
20.在某些实施方式中,所述第二调节组件还包括第二锁紧件和第二底座,所述第二滑动块可移动地位于所述第二底座上,所述第二锁紧件连接所述第二底座,所述第二锁紧件用于锁紧所述第二滑动块或松开所述第二滑动块。
21.在某些实施方式中,所述第二调节旋钮上设有指示刻线。
22.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
23.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施方式的描述中将变得明显和容易理解,其中:
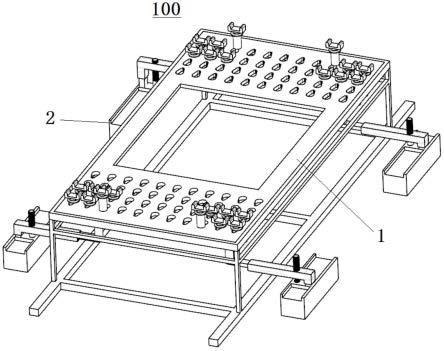
24.图1是本实用新型实施方式的装配工装的结构示意图;
25.图2是图1中a部分的放大示意图;
26.图3是本实用新型实施方式的铰链的结构示意图;
27.图4是本实用新型实施方式的铰链的另一结构示意图;
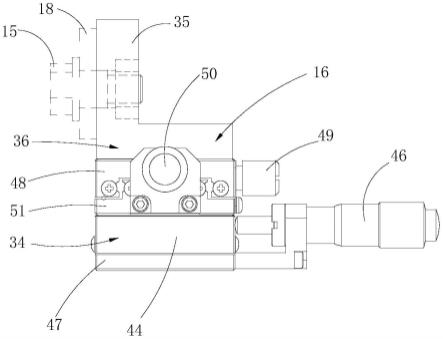
28.图5是本实用新型实施方式的调节机构的结构示意图;
29.图6是本实用新型实施方式的调节机构的另一结构示意图;
30.图7是本实用新型实施方式的调节机构的再一结构示意图。
具体实施方式
31.下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出,其中,相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型的实施方式,而不能理解为对本实用新型的实施方式的限制。
32.在本实用新型的实施方式中,第一特征在第二特征之“上”或之“下”可以包括第一
(x向)和第二方向(z向),第二连接组件22选取门洞止口上位置支撑、夹持,控制第三方向,第三方向为车身坐标系的y向,y向包括y正向和y负向。通过第一连接组件20和第二连接组件22的定位、固定,装配工装100与整车主检具200的相对位置得以确定,保证调节机构16调节量的精准。
43.在某些实施方式中,第一连接组件20包括第一连接臂24和第二连接臂26,第一连接臂24在第一方向(x向)和第二方向(z向)上通过第一定位销28定位到整车主检具200上;
44.第二连接臂26在第二方向(z向)上通过第二定位销30定位到整车主检具200上。如此,使得装配工装100在第一方向(x向)和第二方向(z向)上的位置被确定。
45.具体地,第一连接组件20的第一连接臂24通过第一定位销28控制装配工装100 在第一方向(x向)和第二方向(z向)上位置固定,第二连接臂26通过第二定位销 30控制装配工装100在第二方向(z向)上位置固定。通过第一连接臂24和第二连接臂26将装配工装100的第一方向(x向)和第二方向(z向)固定在整车主检具200 上。
46.在某些实施方式中,第二连接组件22包括夹具32,夹具32夹持门洞止口的围壁。如此,使得装配工装100在第三方向(y向)上的位置被确定。
47.具体地,选取门洞止口上位置,使用第二连接组件22的夹具32支撑、夹持,控制第三方向(y向)。在一个例子中,通过选取门洞止口上4处位置,使用四个夹具32 支撑、夹持,在第三方向(y向)上固定装配工装100。
48.在某些实施方式中,请参阅图5至图7,调节机构16包括第一调节组件34和第二调节组件36,第一调节组件34安装在支架12,第二调节组件36安装在第一调节组件 34,铰链17安装在第二调节组件36,第一调节组件34用于在第一方向(x向)上调节第二调节组件36和铰链17与整车主检具200之间的相对位置,第二调节组件36用于在第二方向(z向)上调节铰链17与整车主检具200之间的相对位置。如此,通过调节机构16实现了铰链17在整车主检具200上的第一方向(x向)和第二方向(z向) 的位置调节,避免了反复拆装工装、增减垫片的过程。
49.具体地,请参阅图4和图5,第一调节组件34在第三方向(y向)安装在支架12 上,通过增减垫片调节位置,第二调节组件36安装在第一调节组件34,铰链17的活动侧18通过铰链17自定位安装螺栓安装15在第二调节组件36上,通过铰链17第一方向(x向)限位块35对铰链17在第一方向(x向)上进行限位,通过铰链17的活动侧18的主定位基准孔38、次定位基准孔40(铰链的17活动侧18与门自定位安装孔) 定位安装到第二调节组件36上,控制铰链17的第二方向(z向)和第三方向,选取门铰链17的活动侧18安装面42(铰链17与车门打紧面)位置作为第一方向(x向)定位。如此,铰链17在调节机构16上的位置被固定,通过第一调节组件34和第二调节组件36即可调节铰链17与整车主检具200在第一方向(x向)和第二方向(z向)的相对位置,避免了反复拆装工装、增减垫片的过程。
50.在某些实施方式中,请参阅图5,第一调节组件34包括第一滑动块44和第一调节旋钮46,第一调节旋钮46连接第一滑动块44,第二调节组件36安装在第一滑动块44,第一调节旋钮46用于在被操作的情况下,旋转以在第一方向(x向)上带动第一滑动块44来回移动。如此,能够调节铰链17和整车主检具200在第一方向(x向)上的相对位置。
51.具体地,旋转第一调节旋钮46,带动第一滑动块44在第一方向(x向)上来回移动,从而调节铰链17与整车主检具200的在第一方向(x向)上的相对位置,避免了反复拆装工
装、增减垫片的过程。
52.在某些实施方式中,第一调节旋钮上设有指示刻线。如此,能够精确调节并确定铰链17和整车主检具200在第一方向(x向)上的相对位置。
53.具体地,第一调节旋钮46上设有指示刻线,标定初始0值,调节时旋转第一调节旋钮46,以在第一方向(x向)上带动第一滑动块44来回移动,根据第一调节旋钮46 指示刻线读数,能够准确读取并记录铰链17相对整车主检具200在第一方向(x向) 上的移动量。
54.在某些实施方式中,第一调节组件34还包括第一锁紧件45和第一底座47,第一滑动块44可移动地位于第一底座47上,第一锁紧件45连接第一底座47,第一锁紧件45 用于锁紧第一滑动块44或松开第一滑动块44。如此,第一调节旋钮46在第一方向(x 向)上带动第一滑动块44来回移动的移动距离能够被固定,保证读数的准确性。
55.具体地,第一滑动块44可位于第一底座47的滑槽中,第一锁紧件45可以与第一底座47螺纹连接,第一锁紧件45相对于第一底座47旋进过程中,当第一锁紧件45顶紧固定第一滑动块44时,第一锁紧件45处于锁紧第一滑动块44的状态,由此固定了第一调节旋钮46对铰链17在第一方向上的位置,保证铰链17相对整车主检具200在第一方向(x向)上移动量读数的准确性。第一锁紧件45相对于第一底座47旋出过程中,当第一锁紧件45离开第一滑动块44时,第一锁紧件45处于松开第一滑动块44的状态。
56.在某些实施方式中,第二调节组件36包括第二滑动块48和第二调节旋钮50,第二调节旋钮50连接第二滑动块48,铰链17安装在第二滑动块48,第二调节旋钮50用于在被操作的情况下,旋转以在第二方向(z向)上带动铰链17来回移动。如此,能够调节铰链17和整车主检具200在第二方向(z向)上的相对位置。
57.具体地,旋转第二调节旋钮50,带动第二滑动块48在第二方向(z向)上来回移动,从而调节铰链17与整车主检具200的在第二方向(z向)上的相对位置,避免了反复拆装工装、增减垫片的过程。
58.在某些实施方式中,请参阅图5和6,第二调节组件36还包括第二锁紧件49和第二底座51,第二滑动块48可移动地位于第二底座51上,第二锁紧件49连接第二底座 51,第二锁紧件49用于锁紧第二滑动块48或松开第二滑动块48。如此,如此,第二调节旋钮50在第二方向(z向)上带动第二滑动块48来回移动的移动距离能够被固定,保证读数的准确性。
59.具体地,第二滑动块48可位于第二底座51的滑槽中,第二锁紧件49可以与第二底座51螺纹连接,第二锁紧件49相对于第二底座51旋进过程中,当第二锁紧件49顶紧固定第二滑动块48时,第二锁紧件49处于锁紧第二滑动块48的状态,由此固定了第二调节旋钮50对铰链17在第二方向上的位置,保证铰链17相对整车主检具200在第二方向(z向)上移动量读数的准确性。第二锁紧件49相对于第二底座51旋出过程中,当第二锁紧件49离开第二滑动块48时,第二锁紧件49处于松开第二滑动块48的状态。
60.在某些实施方式中,第二调节旋钮49上设有指示刻线。如此,能够精确调节并确定铰链17和整车主检具200在第二方向(z向)上的相对位置。
61.具体地,第二调节旋钮50上设有指示刻线,标定初始0值,调节时旋转第二调节旋钮50,以在第二方向(z向)上带动第二滑动块48来回移动,根据第二调节旋钮50 刻线读数,能够准确读取并记录铰链17相对整车主检具200在第二方向(z向)上的移动量。
62.综上所述,装配工装100通过支架12连接固定连接机构14和调节机构16,连接机构
14通过第一定位销28和第二定位销30固定装配工装100的第一方向(x向)和第二方向(z向),通过夹具32固定装配工装100的第三方向(y向)。调节机构16固定铰链17,通过第一调节组件34和第二调节组件36来调节铰链17与整车主检具200 的相对位置,避免了反复拆装工装、增减垫片的过程。同时在主检具上的调整值可复制到装调线上的门铰链工装上,作为线上工装调试的参考基准,减少在装调线的验证工作量,节约在装调线上的验证时间。
63.在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“示意性实施方式”、“示例”、“具体示例”或“一些示例”等的描述意指结合所述实施方式或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
64.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施方式进行变化、修改、替换和变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。