1.本实用新型涉及折边机技术领域,特别涉及一种自动折边机。
背景技术:
2.一般皮革制成的鞋子通常是由多数块皮料彼此缝接黏合组成,因应鞋子造型要求美观,皮料在制成鞋面以前,会预先做折边处理予以消除其尖锐边缘,使鞋面制成的鞋子具有圆滑柔顺的表面质感。
3.现今业界多为使用的方式是通过人工处理方式进行折边与胶黏的动作,先在鞋面料的边缘涂胶,将该涂胶的鞋面料放置于一模具中,使该鞋面料的外围多余料部位露出于模具外,并以手工方式依序将外围多余料部位向内折入而与先前的涂胶相黏附结合,且利用手工施压方式使其稳固的黏附,操作相对复杂。为了快速完成折边工作,市面上推出一种折边机进行折边作业,其工作步骤是预先在鞋面料的外围多余料位置涂胶,然后放入折边机的下模,折边机的按压模板下行压住鞋面料,仅让涂胶的余料位置露出于模具外。由于下模上具有预定的形腔,在按压模板下压后,涂胶的余料位置自然向上翻起弯折呈翘曲状态形成翻边;这时按压模板迅速回退,同时,扫刀迅速扫过推动翻边对折在鞋面料上,并通过涂胶粘贴进行预固定;接着,整体移至按压机构下方,接着,扫刀迅速退出,由按压机构驱动上模下行按压在翻边上,进行保压胶合固定。
4.上述折边机虽然具有折边功能,但是在适配另一种规格鞋类时,均需要对其的扫刀、下模、上模和按压模板进行整体定制和更换,成本较高,而且在按压模板、扫刀退回进行下一工序时,即使退回速度再快,在按压模板、扫刀退回的一瞬间,翻边位置会基于自身弹力产生一定量的形变,导致扫刀的扫过工序或按压模的按压工序对翻边加工时容易出现变形或挤皱现象,影响美观性。
技术实现要素:
5.针对上述不足,本实用新型目的在于,提供一种结构设计合理,有效提升折边效率和折边质量的自动折边机。
6.本实用新型为实现上述目的,所提供的技术方案是:一种自动折边机,其包括机架、移动基板、同步联动合拢机构、扫刀快装装置、前后移动机构、下模板、按压模板、成型按压机构、上模板和定型按压机构,所述前后移动机构设置在所述机架上,所述移动基板设置在前后移动机构上,所述下模板设置在所述移动基板上,所述扫刀快装装置对应所述下模板的周缘位置通过同步联动合拢机构设置在移动基板上,所述成型按压机构对应所述下模板后方位置设置在所述移动基板上,并能驱动按压模板压向所述下模板,所述定型按压机构对应移动基板的上方位置设置在机架上,并能驱动所述上模板压向所述扫刀快装装置上的扫刀。
7.作为本实用新型的一种优选方案,所述同步联动合拢机构包括合拢驱动装置、联动板、同步滑座和同步滑轨,所述同步滑轨设置在所述移动基板上,所述扫刀快装装置通过
同步滑座活动设置在同步滑轨上,所述合拢驱动装置通过联动板与所述同步滑座相连接。
8.作为本实用新型的一种优选方案,所述扫刀快装装置包括固定刀座、浮动刀座、弹簧、翻动压座、快锁手柄和扫刀,所述浮动刀座通过滑轨组件设置在固定刀座上,所述弹簧的下端顶压在固定刀座上,上端顶压在所述浮动刀座上,所述浮动刀座上设有装刀位,该装刀位的侧壁中部设有水平长卡口,侧壁上部设有水平长滑槽,所述翻动压座的上部设有伸入所述水平长滑槽的滑动轴,中部设有与所述水平长卡口相适配的卡柱,下部设有在下翻时能翻入所述装刀位的按压部,所述扫刀的刀柄插入装刀位,该按压部上设有与所述快锁手柄相适配的快锁螺孔,所述快锁手柄拧入快锁螺孔。
9.作为本实用新型的一种优选方案,所述装刀位底面设有定位凸起,并在所述扫刀的刀柄上设有与所述定位凸起相适配的定位孔。
10.作为本实用新型的一种优选方案,所述前后移动机构包括前后滑轨、前后滑块和前后驱动装置,所述前后滑轨设置在移动基板的底面,所述前后滑块设置在机架上,且与所述前后滑轨相配合,所述前后驱动装置设置在机架上,并能驱动移动基板相对所述机架作前后移动动作。
11.作为本实用新型的一种优选方案,所述成型按压机构包括进退移动机构、进退基座、枢转座、枢转刀架、锁紧螺丝和翻转驱动装置,所述进退基座设置在进退移动机构上,并受进退移动机构的驱动相对下模板作靠近或远离动作,所述枢转座设置在进退基座的前端,所述枢转刀架枢接在枢转座上,所述枢转刀架的前部设有供所述按压模板插入的装配槽,所述枢转刀架对应装配槽的位置设有与所述锁紧螺丝相适配的锁紧螺孔,所述锁紧螺丝拧入锁紧螺孔并能抵压在位于所述装配槽的按压模板上,所述翻转驱动装置设置在进退基座上,并能驱动枢转刀架相对枢转座作翻转动作。
12.作为本实用新型的一种优选方案,所述定型按压机构包括固定板、保压升降驱动装置、导柱和导套,所述导套设置在固定板上,所述导柱活动设置在导套内,该导柱的下端与所述上模板相连接,所述保压升降驱动装置设置在固定板上,并能驱动所述上模板作升降动作。
13.本实用新型的有益效果为:本实用新型结构设计合理,通过成型按压机构驱动按压模板与下模相配合,使得鞋面料的外围涂胶的余料位置自然向上翻起弯折呈翘曲状态形成翻边,同步联动合拢机构控制扫刀扫过翻边后保持动作不变至整体被前后移动机构移至成型按压机构下方,成型按压机构驱动上模板直接按压在扫刀上,待保压胶合固定后,实现折边目的。即通过扫刀持续按压在翻边上不松动,有效避免了传统翻边易出现变形或挤皱等不良现象,确保折边美观性。而且由于上模板是直接按压在扫刀,不直接接触鞋面料,即不需要适配鞋面料的形状,可以通用多种规格形状的鞋面料,有效节省开模成本,而且折刀通过扫刀快装装置可以实现快速拆装目的,不需要专门工具便可以实现拆装目的,操作简单、方便,有效加快工作效率。
附图说明
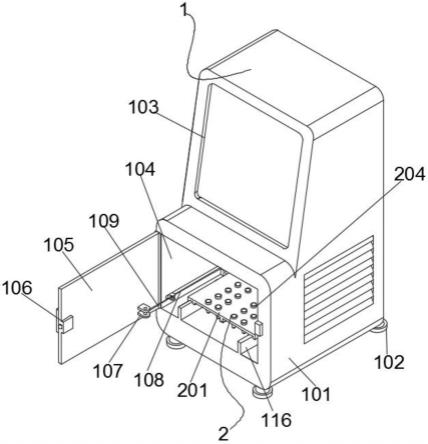
14.图1为本实用新型的立体结构示意图。
15.图2为本实用新型的内部结构示意图。
16.图3为本实用新型的前后移动机构结构示意图。
17.图4为本实用新型中下模板和下模座的结构示意图。
18.图5为本实用新型中同步联动合拢机构的结构示意图。
19.图6为本实用新型中成型按压机构的结构示意图。
20.图7为本实用新型中扫刀快装装置的结构示意图1。
21.图8为本实用新型中扫刀快装装置的结构示意图2。
22.图9为本实用新型中定型按压机构的结构示意图。
具体实施方式
23.实施例:参见图1至图9,本实用新型实施例提供的一种自动折边机,其包括机架1、移动基板2、同步联动合拢机构3、扫刀快装装置4、前后移动机构5、加压装置6、成型按压机构7、定型按压机构8、上模板9、下模板10、按压模板11和扫刀12。
24.所述前后移动机构5设置在所述机架1上,所述移动基板2设置在前后移动机构5上。具体的,所述前后移动机构5包括前后滑轨、前后滑块和前后驱动装置,所述前后滑轨设置在移动基板2的底面,所述前后滑块设置在机架1上,且与所述前后滑轨相配合,所述前后驱动装置设置在机架1上,并能驱动移动基板2相对所述机架1作前后移动动作。本实施例中,所述前后驱动装置为气缸,其它实施例中,该前后驱动装置也可以为油缸、直线电机等可以作直线往复驱动的装置。
25.所述下模板10通过下模座13安装在移动基板2上,所述下模座13上设有均匀分布有若干下装配孔131,所述下模板10的底面设有上装配孔,与所述上装配孔的位置相对应的下装配孔131上设置有装配梢柱132。通过装配梢柱132的上端卡入下模板10的下装配孔131,装配梢柱132的下端卡入下模座13相应位置的下装配孔131,实现将下模板10快速定位安装。
26.所述扫刀快装装置4对应所述下模板10的周缘位置通过同步联动合拢机构3设置在移动基板2上。具体的,所述同步联动合拢机构3包括合拢驱动装置31、联动板32、同步滑座33和同步滑轨34,所述同步滑轨34设置在所述移动基板2上,所述扫刀快装装置4通过同步滑座33活动设置在同步滑轨34上,所述合拢驱动装置31通过联动板32与所述同步滑座33相连接。所述联动板32的分支部上设有在其前后移动时能迫使同步滑座33向下模板10方向靠扰的倾斜滑孔,所述同步滑座33上设有与该倾斜滑孔相适配的滑柱。所述扫刀快装装置4安装在所述同步滑座33上。本实施例中,所述合拢驱动装置31为气缸,其它实施例中,该合拢驱动装置31也可以为油缸、直线电机等可以作直线往复驱动的装置。另外,本实施例中,仅在一个扫刀快装装置4上装有扫刀12,但是图中显示有五个扫刀快装装置4,具体可以根据鞋面料的形状来设定扫刀12的形状和数量,然后再装在相应位置的扫刀快装装置4上。当然,在鞋面料弧度较小时也可以只采用一个扫刀快装装置4结构设计,而联动板32上不需要设置有倾斜滑孔,直接与同步滑座33相连接即可。
27.所述扫刀快装装置4包括固定刀座41、浮动刀座42、弹簧43、翻动压座44和快锁手柄45,所述浮动刀座42通过滑轨组件46设置在固定刀座41上,且可以自由上下滑动;所述弹簧43的下端顶压在固定刀座41上,上端顶压在所述浮动刀座42上,且在下模板压在扫刀上时,扫刀整体能通过浮动刀座42压缩弹簧43作下行动作,避免损坏扫刀11。所述浮动刀座42上设有装刀位421,该装刀位421的侧壁中部设有水平长卡口422,侧壁上部设有水平长滑槽
423,所述翻动压座44的上部设有伸入所述水平长滑槽423的滑动轴441,中部设有与所述水平长卡口422相适配的卡柱442,下部设有在下翻时能翻入所述装刀位421的按压部443,所述扫刀12的刀柄插入装刀位421,该按压部443上设有与所述快锁手柄45相适配的快锁螺孔,所述快锁手柄45拧入快锁螺孔。较佳的,在所述装刀位421底面设有定位凸起424,并在所述扫刀12的刀柄上设有与所述定位凸起424相适配的定位孔111。
28.所述成型按压机构7对应所述下模板10后方位置设置在所述移动基板2上,并能驱动按压模板11压向所述下模板10。具体的,所述成型按压机构7包括进退移动机构71、进退基座72、枢转座73、枢转刀架74、锁紧螺丝75和翻转驱动装置76,所述进退基座72设置在进退移动机构71上,并受进退移动机构71的驱动相对下模板10作靠近或远离动作,所述枢转座73设置在进退基座72的前端,所述枢转刀架74枢接在枢转座73上,所述枢转刀架74的前部设有供所述按压模板11插入的装配槽,所述枢转刀架74对应装配槽的位置设有与所述锁紧螺丝75相适配的锁紧螺孔,所述锁紧螺丝75拧入锁紧螺孔并能抵压在位于所述装配槽的按压模板11上,所述翻转驱动装置76设置在进退基座72上,并能驱动枢转刀架74相对枢转座73作翻转动作。本实施例中,所述翻转驱动装置76为气缸,其它实施例中,该翻转驱动装置76也可以为油缸、直线电机等可以作直线往复驱动的装置。所述进退移动机构71包括步进电机、驱动皮带、皮带轮、进退滑轨和进退滑座,所述进退基座72通过进退滑座活动设置在进退滑轨上,两皮带轮对应进退滑轨的首尾一侧位置通过轮座设置在移动基板2上,驱动皮带套设在两皮带轮上,该驱动皮带通过联接件与进退基座72相固定,所述步进电机能驱动其中一皮带轮转动。在皮带轮带动驱动皮带运转时,能相应驱动进退基座72于进退滑轨作往复运动,实现相对下模板10作靠近或远离动作。同样,所述进退移动机构71也可以为气缸、油缸、直线电机等可以作直线往复驱动的装置。
29.所述定型按压机构8对应移动基板2的上方位置设置在机架1上,并能驱动所述上模板9压向所述扫刀快装装置4上的扫刀12。具体的,所述定型按压机构8包括固定板81、保压升降驱动装置82、导柱83和导套84,所述导套84设置在固定板81上,所述导柱83活动设置在导套84内,该导柱83的下端与所述上模板9相连接,所述保压升降驱动装置82设置在固定板81上,并能驱动所述上模板9作升降动作。所述加压装置6包括预压气缸61和压头62,所述预压气缸61直接或通过伸缩移动机构设置在所述固定板81上,所述压头62设置在所述预压气缸61的活塞杆上。较佳的,为调整保压升降驱动装置82的前后位置,可以在固定板81上设置有进退移动机构14,然后将所述保压升降驱动装置82安装在进退移动机构14上。
30.本实施例中,所述保压升降驱动装置82为气缸,其它实施例中,该合拢驱动装置31也可以为油缸、直线电机等可以作直线往复驱动的装置。
31.工作时,本实用新型自动折边机的工作步骤如下:
32.(1)在鞋面料的外围余料位置上进行涂胶,然后放置在下模板10的型腔101,而鞋面料的外围余料位于型腔之外;
33.(2)成型按压机构7驱动按压模板11翻转并按压在鞋面料上,由于按压模板11的外形与下模板10的型腔101形状相一致,使得鞋面料除其外围余料之外的其它位置陷入型腔,而其的外围余料在下模板10的型腔边缘阻挡作用下自然向上翻起弯折呈翘曲状态形成翻边;
34.(3)所述加压装置6的压头62下行按压在所述按压模板11上,确保按压模板11的下
压效果;
35.(4)同步联动合拢机构3驱动所有扫刀快装装置4同步向下模板10方向作靠拢动作,进而带动扫刀12扫过翻边,使翻边对折粘贴在鞋面料的表面;
36.(5)保持扫刀位于翻边位置上,即保持扫刀12的位置不变,加压装置6的压头62和按压模板11退回初始位置;
37.(6)前后移动机构5驱动移动基板2后移,使得下模板10移至成型按压机构7下方位置;
38.(7)成型按压机构7的保压升降驱动装置82驱动上模板9下行按压在所述扫刀12上使得所述扫刀12整体下行并保压至预定时间,待保压胶合固定后,完成折边工序;
39.(8)成型按压机构7的保压升降驱动装置82驱动上模板9退回初始位置;
40.(9)前后移动机构5驱动移动基板2前移至初始位置,与此同时,同步联动合拢机构3驱动所有扫刀快装装置4同步退回初始位置,这时,取出鞋面料即可。整个工作流程简易,有效避免了传统翻边易出现变形或挤皱等不良现象,确保折边美观性。而且由于上模板是直接按压在扫刀12,不直接接触鞋面料,即不需要适配鞋面料的形状,可以通用多种规格形状的鞋面料。需要适配另一种规格形状的鞋面料时,只需要更换相应的下模板10、按压模板11和扫刀12即可,无需更换上模板9,有效节省开模成本。
41.同时,下模板10、按压模板11和扫刀12的更换方便。由于所述下模座13上设有均匀分布有若干下装配孔131,只需要调整在下模板10上的装配梢柱132位置,便能与下模座13上的下装配孔131相适配,以方便更换不同下模板10。通过拧动锁紧螺丝75便能实现锁紧或松开所述按压模板11,方便更换相应形状的按压模板11。通过拧动快锁手柄45,推动翻动压座44向挡刀方向水平滑动,使得卡柱442从水平长卡口422滑出,这时可以推动翻动压座44上翻,然后取出扫刀12。将需更换的扫刀12的刀柄插入装刀位421,然后推动翻动压座44下翻使得卡柱442与水平长卡口422相对正,接着水平推回翻动压座44,使得卡柱442卡入水平长卡口422,最后再拧紧快锁手柄45,实现锁定扫刀12的目的,全程需要专门工作,徒手即可拆装,操作简单,方便。
42.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对本实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制,采用与其相同或相似技术特征而得到的其它结构,均在本实用新型保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。