一种良外观低碳环保纤维增强pc/pla复合材料及其制备方法
技术领域
1.本发明属于低碳环保高分子复合材料技术领域,具体涉及一种良外观低碳环保玻纤增强pc/pla复合材料及制备方法。
背景技术:
2.玻璃纤维增强pc因其优异的强度、高模量、耐热和尺寸稳定性广泛应用在家电、电子电器、通信等领域。如电视机、显示器边框和支架;笔记本电脑中框和面板;空调导风条和支架、电表外壳等。玻璃增强pc的广泛应用也带来了废旧塑料的再利用难题,一方面玻纤增强pc的回收难度大,另一方面其回收料的性能衰减较大,难以满足再次利用的要求,最终造成塑料垃圾泛滥,严重影响了人们的生活环境和生态环境。
3.为了解决能源问题和生态环境问题,世界范围内对低碳环保材料的开发和利用采取了一系列有效措施,尤其我国在低碳环保材料的发展上更是走在前段,减少碳排放和碳足迹将是未来长期引领材料发展的方向。
4.目前低碳环保材料的发展主要有生物基降解材料和生物基低碳材料。前者主要是目前发展较快的pbat膜袋材料、pla合金的刀叉勺材料等,而后者为在传统石油基塑料基础上复合一定料的生物基塑料减少碳排放和碳足迹。生物降解膜袋和刀、叉、勺因材料性能应用较为单一,而低碳材料替代传统石油基材料具有广泛的领域和庞大的体量具有十分重要的意义。
5.本发明由生物基材料聚乳酸(pla)和pc复配同时加入pc回收料,不但促进了pc的回收利用,而且增加了生物基材料的应用,大大降低了碳排放和碳足迹,具有重大的意义。
技术实现要素:
6.有鉴于此,本发明有必要提供一种良外观低碳环保玻纤增强pc/pla复合材料及制备方法,通过特殊相容技术显著提高了pc和pla的相容性。采用特殊增塑和扩链技术大大提高了pla的加工性能、避免气高温分解,同时降低了pc的熔融温度。保证了后续注塑过程能稳定成型,避免产生孔洞、花纹、气泡、料花等缺陷。
7.为了实现上述目的,本发明采用以下技术方案:
8.本发明首先提供了一种良外观低碳环保玻纤增强pc/pla复合材料,其由以下组分按照重量份制备而成:聚碳酸酯(pc)15-30份、聚乳酸(pla)20-30份、增韧剂5-10份、相容剂15-18份、短切玻璃纤维10-15份、聚碳酸酯回收料10-20份、抗水解剂1-2份、抗氧剂0.1-0.3份、润滑剂0.5-1份、扩链剂0.3-0.5份、酯交换抑制剂0.2-0.5份、增塑剂3-5份;所述相容剂为马来酸酐接枝pbat(pbat-mah)和pmma组成的混合物;进一步的,所述相容剂中pbat-mah和pmma的重量比为(4-8):(10-12)。本方案中相容剂的作用原理为:pbat-mah中的pbat链端与pla有较好的相容性,mah链端与pc和玻璃纤维结合起到桥梁的作用;同时pmma中含有的甲基丙烯酸甲酯与pc和pla的羧基较易结合,起到桥梁作用。本技术以pbat-mah和pmma共混物为相容剂,能够显著改善pc和pla的相容性。
9.作为优先的技术方案,其中:
10.所述聚碳酸酯为高流动级,其在300℃、1.2kg测试条件下的熔融指数为18-30g/10min;所述聚乳酸的光纯度≤96%,其在190℃,2.16kg测试条件下的熔融指数≤4g/10min,为高分子量产品。
11.所述增韧剂为mbs;所述pmma是熔指为3-5g/10min(测试条件为220℃,10公斤)的高分子量聚合物。本发明通过马来酸酐接枝pbat和pmma提升了pc和pla的相容性。
12.所述短切玻璃纤维的单丝直径为10-13μm、长度为3-4.5mm。
13.所述pc回收料为pc水桶料破碎造粒;
14.所述抗氧剂为受阻酚类抗氧剂和季戊四醇类抗氧剂组成的混合物。更进一步优选的,所述受阻酚类抗氧剂和季戊四醇类抗氧剂的质量比为1:1。
15.所述扩链剂为磷酸三苯酯和环氧基团类扩链剂组成的混合物;环氧基团类扩链剂可选用巴斯夫adr 4468;更进一步优选的,磷酸三苯酯和环氧基团类扩链剂的质量比为2:1。本发明中通过引入扩链剂和润滑剂体系,有效的保证了材料的熔体强度,减少pc回收料和pla的热分解,使得材料在成型过程中能够稳定成型,避免产生孔洞、花纹、气泡等缺陷。
16.所述酯交换抑制剂为磷酸二氢钠;
17.所述抗水解剂为聚碳化二亚胺;所述增塑剂为芳香族聚氧乙烯醚和乙二醇酯组成的混合物;更进一步优选的,所述芳香族聚氧乙烯醚和乙二醇酯的质量比为4:1。本发明通过抗水解剂对pla进行耐水解改性,通过增塑剂对pla进行塑化改性,提高了pla的加工稳定性和冲击强度。
18.本发明还提供了一种如上述所述的良外观低碳环保玻纤增强pc/pla复合材料的制备方法,包括以下步骤:
19.(1)将聚碳酸酯、聚碳酸酯回收料、聚乳酸充分干燥,保证含水率≤0.08,备用;
20.(2)除短切玻璃纤维外,将其它所用原料按照配比混合均匀,得到混合料;混合料通过主喂料口加料,短切玻璃纤维通过侧喂料口加料,经双螺杆挤出机熔融挤出后造粒,制得目标产品,即良外观低碳环保玻纤增强pc/pla复合材料。其中:所述双螺杆挤出机的长径比为40:1,工作温度为190-210℃,螺杆转速控制在350-400r/min。
21.与现有技术相比,本发明具有以下有益效果:
22.(1)本发明在pc中复配pc回收料和pla增加了材料的循环利用和生物基低碳材料的使用,对比传统材料具有更低的碳排放和减少碳足迹,促进了低碳材料的发展和应用。
23.(2)本发明中采用相容性较好的mbs为增韧剂、马来酸酐接枝pbat和pmma为相容剂改善了复合材料的相容性和冲击强度,复合材料具有出色的光泽。同时因pla内增塑作用(因pla为结晶材料,高温下流动性好,同时与pc的端羧基相互作用,减弱了pc分子链之间的作用力,有利于pc的热塑加工)使复合材料的流动性较高,具有明显抗浮纤效果,使合金具有出色的外观特征。
24.(3)本发明使用的增塑剂为芳香族聚氧乙烯醚和乙二醇酯组成的混合物,这两种物质协调增塑,他们之间有一定的结合作用,可改善普通增塑剂的析出,增加增塑的有效性,提高了pla的加工塑性,改善了其脆断的缺陷,同时降低了pc的熔体粘度,使合金材料可以在低温加工,保证合金材料具有较高的力学强度。
25.(4)对pc和pla的扩链改性,防止其在加工过程的分子链断裂分解,对pla耐水解改
性使其在加工和使用过程中保持长效稳定性,具有长期应用价值。
26.通过本发明中的良外观低碳环保增强pc/pla复合材料降低了传统塑料的碳排放,同时具有较好的强度、外观和成型加工性能,促进了低碳材料的发展应用。
附图说明:
27.图1为对比例1和实施例1制得的产品的色板图;
28.图2为对比例4和实施例4制得的产品的高光板图片;
29.图3为对比例5和实施例4制得的产品的高光板图片;
具体实施方式
30.为了便于理解本发明,下面将结合具体的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
31.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
32.下列实施例中所用试剂的型号以及供应商如下:
33.pc、pc回收料和pla为市售;mbs为lg的em500;
34.短切玻璃纤维为巨石的510h;pmma为阿科玛的pmma-v040;
35.pla为高粘度吹塑级,其熔融指数为3-5g/10min(190℃、2.16kg),牌号为pla-lx175;
36.润滑剂为发基的pets;
37.抗氧剂为巴斯夫抗氧剂1010和科聚亚的421s按质量比1:1组成的混合物;
38.扩链剂为巴斯夫adr4468和浙江万盛的tpp按质量比2:1组成的混合物;。
39.增塑剂为杭州白浪公司的a-206和美国hallstar的809”按质量比4:1组成的混合物;
40.酯交换抑制剂为磷酸二氢钠;抗水解剂为聚碳化二亚胺;
41.上述试剂只是为了说明本发明实验时所采用的试剂来源和成分,以便充分公开,并不表示采用其他同类试剂或其他供应商提供的试剂就不能实现本发明。
42.实施例1
43.将pc、pc回收料在100℃下在除湿干燥机干燥4-6h,pla原料在70℃下在除湿干燥机干燥4-6h度确保含水率在0.08%以内。
44.将干燥后的pc 30份、pla 20份、pc回收料20份与5份em500剂、4份pbat-mah、10份pmma,0.3份抗氧剂、0.5份润滑剂、0.2份酯交换抑制剂、1份抗水解剂、3份增塑剂、0.3份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将10份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材料,其中,双螺杆挤出机的加工温度为一区160℃、二区210℃、三区210℃、四区210℃、五区205℃、六区200℃、七区190℃、八区190℃、九区190℃、十区190℃、十一区190℃,机头温度210℃,螺杆转速控制在350-400r/min。
45.实施例2
46.将pc、pc回收料在100℃下放置于除湿干燥机中进行干燥,pla原料在70℃下放置于除湿干燥机进行干燥,确保其含水率在0.08%以内。
47.将干燥后的pc 15份、pla 40份、pc回收料8份与10份em500剂、8份pbat-mah、12份pmma,0.3份抗氧剂、0.5份润滑剂、0.5份酯交换抑制剂、2份抗水解剂、5份增塑剂、0.5份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将10份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材料,其中,双螺杆挤出机的加工温度为一区160℃、二区210℃、三区210℃、四区210℃、五区205℃、六区200℃、七区190℃、八区190℃、九区190℃、十区190℃、十一区190℃,机头温度210℃,螺杆转速控制在350-400r/min。
48.实施例3
49.将pc、pc回收料在100℃下放置于除湿干燥机中进行干燥,pla原料在70℃下放置于除湿干燥机进行干燥,确保其含水率在0.08%以内。
50.将干燥后的pc 26份、pla 30份、pc回收料5份与8份em500剂、5份pbat-mah、10份pmma,0.3份抗氧剂、0.4份润滑剂、0.4份酯交换抑制剂、1.5份抗水解剂、4份增塑剂、0.4份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将10份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材料,其中,双螺杆挤出机的加工温度为一区160℃、二区210℃、三区210℃、四区210℃、五区205℃、六区200℃、七区190℃、八区190℃、九区190℃、十区190℃、十一区190℃,机头温度210℃,螺杆转速控制在350-400r/min。
51.实施例4
52.将pc、pc回收料在100℃下放置于除湿干燥机中进行干燥,pla原料在70℃下放置于除湿干燥机进行干燥,确保其含水率在0.08%以内。
53.将干燥后的pc 28份、pla 20份、pc回收料10份与5份em500剂、8份pbat-mah、10份pmma,0.3份抗氧剂、0.4份润滑剂、0.4份酯交换抑制剂、1份抗水解剂、3份增塑剂、0.3份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将15份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材料,其中,双螺杆挤出机的加工温度为一区160℃、二区210℃、三区210℃、四区210℃、五区205℃、六区200℃、七区190℃、八区190℃、九区190℃、十区190℃、十一区190℃,机头温度210℃,螺杆转速控制在350-400r/min。
54.对比例1
55.pc、pc回收料的干燥处理
56.将pc、pc回收料在100℃下放置于除湿干燥机中进行干燥,确保含水率在0.08%以内。
57.将干燥后的pc 50份、pla 0份、pc回收料20份与5份em500剂、4份pbat-mah、10份pmma,0.3份抗氧剂、0.5份润滑剂、0.2份酯交换抑制剂、1份抗水解剂、3份增塑剂、0.3份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将10份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材料,其中,双螺杆挤出机的加工温度为一区160℃、二区210℃、三区210℃、四区
210℃、五区205℃、六区200℃、七区190℃、八区190℃、九区190℃、十区190℃、十一区190℃,机头温度210℃,螺杆转速控制在350-400r/min。
58.对比例2
59.将pc、pc回收料在100℃下放置于除湿干燥机中进行干燥,pla原料在70℃下放置于除湿干燥机进行干燥,确保其含水率在0.08%以内。
60.将干燥后的pc 15份、pla 40份、pc回收料8份与10份em500剂、8份pbat-mah、12份pmma,0.3份抗氧剂、0.5份润滑剂、0.5份酯交换抑制剂、2份抗水解剂、0.5份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将10份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材料,其中,双螺杆挤出机的加工温度为一区160℃、二区210℃、三区210℃、四区210℃、五区205℃、六区200℃、七区190℃、八区190℃、九区190℃、十区190℃、十一区190℃,机头温度210℃,螺杆转速控制在350-400r/min。
61.对比例3
62.将pc、pc回收料在100℃下放置于除湿干燥机中进行干燥,pla原料在70℃下放置于除湿干燥机进行干燥,确保其含水率在0.08%以内。
63.将干燥后的pc 26份、pla 30份、pc回收料5份与8份em500剂、5份pbat-mah、10份pmma,0.3份抗氧剂、0.4份润滑剂、0.4份酯交换抑制剂、0份抗水解剂、4份增塑剂、0份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将10份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材料,其中,双螺杆挤出机的加工温度为一区160℃、二区210℃、三区210℃、四区210℃、五区205℃、六区200℃、七区190℃、八区190℃、九区190℃、十区190℃、十一区190℃,机头温度210℃,螺杆转速控制在350-400r/min。
64.对比例4
65.将pc、pc回收料在100℃下放置于除湿干燥机中进行干燥,pla原料在70℃下放置于除湿干燥机进行干燥,确保其含水率在0.08%以内。
66.将干燥后的pc 28份、pla20份、pc回收料10份与5份em500剂、0份pbat-mah、0.3份抗氧剂、0.4份润滑剂、0.4份酯交换抑制剂、1份抗水解剂、3份增塑剂、0.3份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将15份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材料,其中,双螺杆挤出机的加工温度为一区160℃、二区210℃、三区210℃、四区210℃、五区205℃、六区200℃、七区190℃、八区190℃、九区190℃、十区190℃、十一区190℃,机头温度210℃,螺杆转速控制在350-400r/min。
67.对比例5
68.将pc、pc回收料在100℃下放置于除湿干燥机中进行干燥,pla原料在70℃下放置于除湿干燥机进行干燥,确保其含水率在0.08%以内。
69.将干燥后的pc 38份、pla 20份、pc回收料10份与5份em500剂、5份pbat-mah、0.3份抗氧剂、0.4份润滑剂、0.4份酯交换抑制剂、1份抗水解剂、3份增塑剂、0.3份扩链剂在高速混合机中80℃混合10min后,从主喂料口加入长径比为40:1的双螺杆挤出机中,同时将15份短切玻璃纤维从侧喂料口加入,经双螺杆挤出机熔融挤出后造粒,制得可降解生物复合材
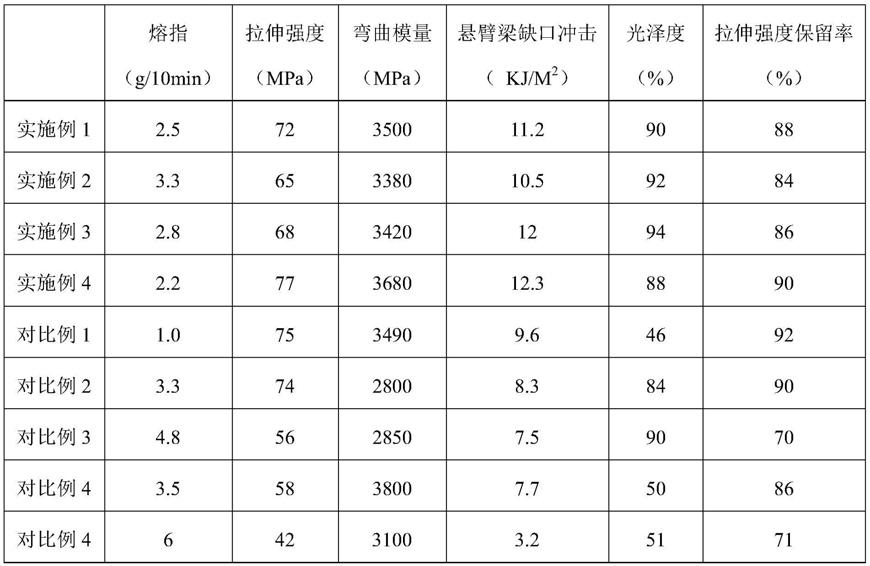
mah大幅改善了复合材料的相容性,使复合材料的光泽和冲击强度大幅提升,具有明显的效果。
89.(4)pmma与pbat-mah复配大大提升了pc和pla之间的相容性,材料性能对比大幅提升,高泽改善有质的提升,可做到高光黑效果。
90.图1中,左图为对比例1色板图,右图为实施例1的色板图从图1可以看出,低碳环保玻纤增强pc/pla复合材料比传统的增强pc材料具有更好的抗浮纤效果,具有较好的外观;图2中左图为对比例4制得的材料的高光板图,右图为实施例4制得的材料的高光板图;图3中左图为对比例5制得的材料的高光板图;右图为实施例4制得的材料的高光板图;从图2和图3可以看出,在特殊相容剂下,实施例4制得的复合材料具有更高的光泽,说明相容剂增加了pc和pla的相容性形成微观均一体系。
91.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
92.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。