一种基于立体光刻原理的生物陶瓷3d打印机
技术领域
1.本发明涉及3d打印技术领域,具体涉及一种基于立体光刻原理的生物陶瓷3d打印机。
背景技术:
2.陶瓷3d打印技术在工业、医学、航天航空等领域有着广泛的应用前景,呈现出了良好的发展趋势。目前,国内外陶瓷3d打印设备多以工业级为主,售价动辄百万级,一般科研单位难以承担。所以,桌面级陶瓷3d打印设备发展前景广阔。
3.在陶瓷3d打印技术中,立体平板印刷(sla)、选择性激光烧结技术(sls)、熔融沉积技术(fdm)均已得到广泛应用。但现有公布的光固化桌面级陶瓷3d打印机多为直线型铺料方式,面对使用的陶瓷粉含量》75wt%的膏料时,容易在铺料过程中出现粘黏刮刀,在回刀过程中落料的问题,进而会破坏陶瓷零件坯体,影响零件的打印效率。
技术实现要素:
4.针对使用陶瓷粉含量》75wt%的膏料时因容易出现在铺料过程中粘黏刮刀、在回刀过程中落料而破坏零部件坯体的问题,本发明提供了一种基于立体光刻原理的生物陶瓷3d打印机,其将设计的环形平台与旋转铺料方式相结合,有效解决了以往采用直线铺料方式来铺设陶瓷粉含量》75wt%的膏料时,因存在粘黏刮刀、落料等现象,而容易对零部件坯体造成损坏的问题。
5.本发明解决其技术问题所采取的技术方案是:一种基于立体光刻原理的生物陶瓷3d打印机,包括主体支架、龙门支架、紫外激光装置、桁架总成及刮刀,所述桁架总成包括桁架体、一端与所述桁架体的中部相匹配的转轴,以及旋转驱动总成。
6.所述主体支架的上部形成有呈筒状腔的结构。
7.所述龙门支架固定在所述主体支架的上部并使所述龙门支架的横梁相对置于所述筒状腔的上方。所述紫外激光装置固定在所述龙门支架的横梁上。
8.所述支架主体的筒状腔绕顺时针方向依次被分割为成型腔、收料舱和供料腔。
9.所述成型腔内设有成型台,该成型台连接滑架一。所述滑架一与装在所述主体支架上的直线驱动机构相匹配,能带动着所述成型台作升降移动。
10.所述供料腔的下部设有供料台,上端口处设有供料板。所述供料板靠近所述成型腔的一侧设有呈长条状的出料口。所述供料台连接滑架二,所述滑架二与装在所述主体支架上的直线驱动机构相匹配,能带动着所述供料台作升降移动,而能将所述供料腔内的陶瓷膏料由所述供料板的出料口挤出。
11.在所述主体支架的顶面上设有呈环状的轨道与所述桁架体的两端匹配,所述转轴的另一端竖直向下延伸并与固定在所述主体支架上的所述旋转驱动总成匹配,而使所述旋转驱动总成能驱动着所述桁架体沿轨道旋转。
12.所述刮刀呈u形且卡装在所述桁架体的一侧,在随所述桁架体旋转过程中所述刮
刀下端的刀刃能经由所述出料口的上方和所述收料舱的上端口。
13.所述紫外激光装置的激光头对应在所述成型台的上方。
14.进一步,所述轨道上设有一对支撑滑座,该对支撑滑座与所述桁架体的两端分别对应匹配且在所述支撑滑座上设有能够调节所述桁架体水平性的旋钮。
15.进一步,所述支架主体上的筒状腔为圆柱腔,所述成型台呈半圆状,即所述成型腔为半圆形腔体。所述成型腔、收料舱和供料腔同心地分布在所述筒状腔内。可使所述收料舱和供料腔均为圆心角为90度的扇形腔体。
16.进一步,与所述滑架一相匹配的直线驱动机构为丝杠传送总成一,该丝杠传送总成一中的电机为伺服电机。所述丝杠传送总成一的直线进给精度不大于25微米(即25μm)。
17.进一步,与所述滑架二相匹配的直线驱动机构为丝杠传送总成二,该丝杠传送总成二中的电机为伺服电机。所述丝杠传送总成二的直线进给精度不大于25微米(即25μm)。
18.进一步,所述成型台的下端面形成有凸柱,所述滑架一的上端与所述凸柱间通过紧定螺栓相连接,而在所述成型台与所述滑架一之间建立起方便拆卸、安装的连接关系。
19.进一步,所述供料台的下端面形成有凸柱,所述滑架二的上端与所述凸柱间通过紧定螺栓相连接,而在所述成型台与所述滑架二之间建立起方便拆卸、安装的连接关系。
20.进一步,所述紫外激光装置为振镜扫描装置。
21.本发明的有益效果是:本专利所涉及的方案通过将环形平台与旋转铺料相结合,有效解决了以往采用直线铺料方式来铺设陶瓷粉含量》75wt%的膏料时,因存在粘黏刮刀、落料等现象,而容易对零部件坯体造成损坏的问题。
附图说明
22.图1为本专利某具体实施例的结构示意图(省去外壳中的上半体)。
23.图2为本专利某具体实施例的结构示意图(省去整个外壳)。
24.图3为本专利中与成型台相关联部分的结构示意图。
25.图4为本专利某具体实施例的俯视向结构示意图。
26.图5为本专利某具体实施例的结构示意图(俯视向轴测视图)。
27.图6为本专利某具体实施例的结构示意图。
28.图7为本专利某具体实施例的主视向结构示意图。
29.图中:1下支架,2上支架,21轨道,3龙门支架,4收料舱,5成型台,51滑架一,52丝杠传动总成一,6供料板,61出料口,62滑架二,63丝杠传动总成二,7自外激光装置,8桁架体,81旋钮,82支撑滑座,83转轴,84旋转驱动总成,9刮刀,10外壳。
具体实施方式
30.说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“前”、“后”、“中间”等用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当
亦视为本发明可实施的范畴。
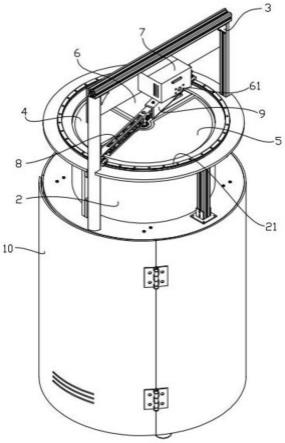
31.如图1至图7所示一种基于立体光刻原理的生物陶瓷3d打印机,包括下支架1、上支架2、龙门支架3、紫外激光装置7、桁架总成及刮刀9,所述桁架总成包括桁架体8、一端与所述桁架体8的中部相匹配的转轴83,以及旋转驱动总成84。
32.所述上支架2安装在所述下支架1的上端而构成主体支架,所述上支架2的上部形成有呈筒状腔的结构,图示为圆柱腔。
33.所述龙门支架3固定在所述上支架2的上部并使所述龙门支架3的横梁相对置于所述筒状腔的上方。所述紫外激光装置7固定在所述龙门支架3的横梁中部位置。
34.所述上支架2的筒状腔绕顺时针方向依次被分割为成型腔、收料舱4和供料腔。
35.所述成型腔内设有成型台5,该成型台5连接滑架一51。所述滑架一51与装在所述下支架1上的丝杠传动总成一52相匹配。所述丝杠传动总成一52中的伺服电机能驱动着所述滑架一51带动所述成型台5作直线升降移动。
36.所述供料腔的下部设有供料台,上端口处设有供料板6。所述供料板6靠近所述成型腔的一侧设有呈长条状的出料口61。所述供料台连接滑架二62,所述滑架二62与装在所述下支架1上的丝杠传动总成二63相匹配。丝杠传动总成二63能带动着所述供料台作直线升降移动,而能将所述供料腔内的陶瓷膏料由所述供料板6上的出料口61挤出。
37.在所述上支架2的顶面上设有呈环状的轨道21与所述桁架体8的两端相匹配,所述转轴83的另一端竖直向下延伸并与固定在所述下支架1上部的所述旋转驱动总成84匹配,而使所述旋转驱动总成84能驱动着所述桁架体8沿轨道21旋转。
38.所述刮刀9呈倒u形且卡装在所述桁架体8的一侧。在随所述桁架体8旋转过程中,所述刮刀9下端的刀刃能经由所述出料口61的上方和所述收料舱4的上端口。
39.所述紫外激光装置7的激光头对应在所述成型台5的上方。
40.所述轨道21上设有一对支撑滑座82,该对支撑滑座82与所述桁架体8的两端分别对应匹配且在所述支撑滑座82上设有能够调节所述桁架体8水平性的旋钮81。
41.如图1至图7所示,所述上支架2上的筒状腔为圆柱腔,所述成型台呈半圆状,即所述成型腔为半圆形腔体。所述成型腔、收料舱和供料腔同心地分布在所述筒状腔内。所述收料舱和供料腔均为圆心角为90度的扇形腔体。
42.所述丝杠传送总成一52中的电机为伺服电机。所述丝杠传送总成一的直线进给精度不大于25微米(即25μm)。
43.所述丝杠传送总成二63中的电机为伺服电机。所述丝杠传送总成二的直线进给精度不大于25微米(即25μm)。
44.在图示的实施方案中,所述刮刀9为倒u型刮刀。装配后,刮刀的前后刀刃距成型台5上端平面的高度差为50μm。所述成型台5半径为20cm。所述刮刀9的内侧壁与所述桁架体8之间通过直线型轨道结构相匹配,在所述刮刀9的顶板上设有螺旋式(微调)旋钮,该螺旋式(微调)旋钮能够调整所述刮刀下端刀刃的高度位置。
45.为方便拆卸而实施清洗操作,在所述成型台5的下端面形成有凸柱,所述滑架一51的上端与所述凸柱间通过紧定螺栓相连接,而在所述成型台5与所述滑架一51之间建立起方便拆卸、安装的连接关系。在所述供料台的下端面形成有凸柱,所述滑架二62的上端与所述凸柱间通过紧定螺栓相连接,而在所述成型台与所述滑架二之间建立起方便拆卸、安装
的连接关系。
46.所述紫外激光装置7为振镜扫描装置。
47.在在所述下支架、上支架的外部设有外壳10。
48.本专利所涉及方案的工作步骤大致如下:
49.(1)先使用万向水平仪检测并确定成型台5是否处于水平位置,若成型台5的上端台面不在水平面内,可使用垫片对整机进行调整,以使成型台达到水平;
50.(2)驱动桁架体8带动着刮刀9同步旋转,使初始状态下的刮刀9运行至成型台5的上方;然后调节桁架体8两端的(微调)旋钮81(该旋钮旋转一圈的调节两以微米计),将刮刀9与成型台5(的上端平面)调整至相对水平的位置;
51.(3)陶瓷膏料已被注入在供料腔内,设置丝杠传动总成二63中伺服电机的旋转速度,以使供料台按预设速度作直线上升移动,来进行供料;随着供料台的不断上移,最终陶瓷膏料会由供料板6上的出料口61呈条状地挤出;
52.(4)驱使所述桁架体8带动着其上安装的刮刀9旋转至出料口61后方,做好铺料准备;使旋转驱动总成中的步进电机按预设运转速度工作,带动转轴83旋转,来驱使桁架体8同步旋转,来使置于桁架体8上的刮刀9照预设旋转速度在成型台5上进行铺料作业;
53.(5)(一层)铺料完成后(铺料厚度可设为25μm),驱动刮刀9继续旋转至收料舱4上方停止,来使多余膏料落在收料舱实施落料回收,与此同时紫外激光装置7开始工作,进行固化打印;
54.(6)前一层打印完毕后,丝杠传动总成一带动成型台移动25μm,然后再从步骤(3)开始循环之后的工作进程;
55.这样,通过层叠式铺料
‑‑
打印作业,依次完成每层坯体的打印,最终得到零件。
56.综上所述,本发明所涉及的方案通过将环形平台与旋转铺料相结合,有效解决了以往采用直线铺料方式来铺设陶瓷粉含量》75wt%的膏料时,因存在粘黏刮刀、落料等现象,而容易对零部件坯体造成损坏的问题。所以,本发明有效克服了现有技术中的一些实际问题从而有很高的利用价值和使用意义。
57.上述实施方式仅例示性说明本发明的原理及其功效,而非用于限制本发明。本发明还有许多方面可以在不违背总体思想的前提下进行改进,对于熟悉此技术的人士皆可在不违背本发明的精神及范畴下,可对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。