1.本发明涉及电缆技术领域,尤其涉及一种纵向水密电缆及其制造方法。
背景技术:
2.现有的纵向水密电缆,多是在导体之间的空隙中填充阻水胶来实现导体阻水。但是,该类纵向水密电缆中的导体绞合后,导体通过成型区或定径模时会受到阻力,由于作为导体的金属丝表面极其光滑,故阻水胶很难停留在导体之间的缝隙中,而会随着表面的阻水胶一起被成型区设备或定径模刮掉。由于纵向水密电缆在单位长度内所能包含的阻水胶的量有限,尤其是当纵向水压超过7mpa时,该纵向水密电缆会失去纵向阻水功能。另外,现有的纵向水密电缆的铠装层多是通过涂覆胶水的形式与内护套和外护套粘合,从而实现纵向阻水功能。但是,在高温环境下,胶水会受热挥发,并在外护套下形成气泡,存在纵向阻水失效的风险。
技术实现要素:
3.为保证纵向水密电缆的阻水性能,本发明提出一种纵向水密电缆,该纵向水密电缆包括信号线组、电源线组和网线线组,所述信号线组、所述电源线组和所述网线线组组合成线缆,该线缆的外部从内向外依次包覆有阻水层、内护套、铠装层和外护套,且所述阻水层与所述线缆之间及所述线缆中的缝隙中充满阻水胶。该纵向水密电缆在线缆和内护套之间设置阻水层,可避免水穿过该纵向水密电缆外部的外护套、铠装层及内护套后进入线缆,提高本发明纵向水密电缆的纵向阻水功能;该纵向水密电缆的阻水层与线缆之间及线缆中信号线组、网线线组及电源线组之间的缝隙中充满阻水胶,可避免水从线缆的端部进入到线缆内部,提高本发明纵向水密电缆的纵向阻水功能。
4.优选地,所述信号线组包括信号线和包覆在所述信号线外部的信号屏蔽层,且所述信号屏蔽层与所述信号线之间的缝隙中充满阻水胶;所述网线线组包括网线和包覆在所述网线外部的网络信号屏蔽层,且所述网络信号屏蔽层与所述网线之间的缝隙中充满阻水胶;所述电源线组包括电源线和包覆在所述电源线外部的电源阻水层,且所述电源阻水层与所述电源线之间的间隙中充满阻水胶。这样,在信号线、网线及电源线中缝隙中充满阻水胶,可避免水从本发明纵向水密电缆的端部进入到信号线组、网线线组及电源线组中,从而可提高本发明纵向水密电缆的纵向阻水功能。进一步地,所述阻水层和所述电源阻水层均采用阻水带绕包形成,所述内护套和所述外护套采用硫化型氯丁橡胶或氯磺化聚乙烯橡胶制成,所述铠装层采用镀锌钢丝或不锈钢丝编织形成。这样,采用阻水带绕包形成线缆外部的阻水层和电源线外部的电源阻水层,既可以保证阻水层和电源阻水层的阻水性能,又方便制作阻水层和电源阻水层,降低本发明纵向水密电缆的生产成本。进一步优选地,所述信号屏蔽层和所述网络信号屏蔽层均包括铝箔层和编织层,所述铝箔层由纵包铝箔带包裹形成,所述编织层由镀锡铜丝编织形成并包裹在所述铝箔层的外部。这样,采用纵包铝箔带包裹形成的铝箔层和镀锡铜丝编织形成的编织层,可有效屏蔽干扰信号,保证本发明纵向水
密电缆中信号线组和网线线组的信号传输性能。
5.优选地,所述信号线组和所述网线线组围设在所述电源线组的四周。这样,信号线组、网线线组及电源线组绞合形成线缆时,信号线组和网线线组围设在电源线组的四周,可有效保持本发明纵向水密电缆的质量分布平稳性,避免本发明纵向水密电缆在使用时因受力不平衡而发生扭曲,提高本发明纵向水密电缆的使用寿命。
6.优选地,所述信号线包括信号导体和包覆在所述信号导体外部的信号绝缘层,所述信号导体由多根镀银铜丝绞合形成,且所述信号绝缘层与所述镀银铜丝之间及相邻的所述镀银铜丝之间的空隙中充满阻水胶;所述网线包括网线导体和包覆在所述网线导体外部的网线绝缘层,所述网线导体由七根镀银铜丝绞合形成,且所述网线绝缘层与所述镀银铜丝之间及相邻的所述镀银铜丝之间的空隙中充满阻水胶;所述电源线包括电源导体和包覆在所述电源导体外部的电源绝缘层,所述电源导体由多根镀银铜丝绞合形成,且所述电源绝缘层与所述镀银铜丝之间及相邻的所述镀银铜丝之间的空隙中充满阻水胶;所述信号绝缘层、所述网线绝缘层和所述电源绝缘层均由聚全氟乙丙烯材料挤包形成。这样,纵向水密电缆中的信号线、网线及电源线中的空隙中均充满阻水胶,可有效提高本发明纵向水密电缆的纵向阻水性能;采用聚全氟乙丙烯挤包形成信号绝缘层、网线绝缘层及电源绝缘层,绝缘性能好且工艺简单。
7.另外,本发明还提出一种纵向水密电缆的制造方法,该制造方法包括如下步骤:
8.制作导体:
9.在制作信号线组中的信号导体、网线线组中的网线导体及电源线组中的电源导体时,在部分单个镀银铜丝的外部挤包热熔阻水胶形成包胶镀银铜丝,将所述包胶镀银铜丝与所述镀银铜丝间隔排列绞合后穿过并线模及热熔定径模,利用所述并线模加热融化热熔阻水胶,利用所述热熔定径模定型;
10.制作绝缘层:在所述导体的外部挤包聚全氟乙丙烯形成绝缘层;
11.填充阻水胶:
12.在制备信号线组、网线线组及电源线组时,分别将对绞成组的信号线、网线及电源线插装至填充模具中,并通过填充模具上的注胶口向成组的信号线、网线及电源线中注入阻水胶,并牵引成组的信号线、网线及电源线穿过位于所述填充模具出口端的填充定径模定型;
13.在制备纵向水密电缆时,将由信号线组、网线线组及电源线组组合形成的线缆插装至填充模具中,并通过填充模具上的注胶口向所述线缆中注入阻水胶,并牵引所述线缆穿过位于所述填充模具出口端的填充定径模定型。
14.该纵向水密电缆的制造方法中,利用挤包有热熔阻水胶的包胶镀银铜丝与镀银铜丝绞合后穿过并线模及热熔定径模,由并线模加热融化热熔阻水胶使热熔阻水胶填充到镀银铜丝之间的空隙中,由热熔定径模对镀银铜丝及热熔阻水胶形成的导体进行定型,可保证制造的导体结构稳定,外形平滑,提高导体的质量;利用聚全氟乙丙烯挤包形成绝缘层,可保证绝缘层的绝缘性能,降低绝缘层的加工成本;利用填充模具向信号线组、网线线组、电源线组及由信号线组、网线线组和电源线组组合形成的线缆中填充阻水胶,填充简单方便,可有效提高阻水胶的填充效率,降低阻水胶的填充成本。
15.优选地,在制作导体时,所述包胶镀银铜丝中,镀银铜丝外部挤包的热熔阻水胶的
厚度为0.1
±
0.05mm;所述并线模加热融化所述热熔阻水胶时,所述并线模的加热温度为300
±
10℃。这样,包胶镀银铜丝中挤包形成的热熔阻水胶的厚度限定为0.1
±
0.05mm,同时将并线模的加热温度设定为300
±
10℃,既可以提高挤包形成的热熔阻水胶层的致密性,又可以使热熔阻水胶在加热融化后填充到镀银铜丝之间的所有缝隙中,提高导体的纵向阻水性能。
16.优选地,在填充阻水胶时,所述填充模具的进口设置为喇叭口,该喇叭口的两侧对称设置有两个所述注胶口,且所述注胶口的出口向所述填充模具的出口倾斜。这样,将填充模具的进口设置为喇叭口,方便待填充阻水胶的线缆进入填充模具,在喇叭口的两侧对称设置有两个出口向填充模具的出口倾斜的注胶口,既可以保证阻水胶的填充速度,又可使阻水胶的注入方向与线缆的前进方向一致,避免阻水胶反向溢出。另外,在喇叭口的两侧对称设置两个注胶口,可根据使用需要选择注入阻水的注胶口的使用数量,以便于控制阻水胶的注入量,避免阻水胶浪费。进一步地,所述填充模具和位于所述填充模具出口端的填充定径模的外部套设有压模套筒,该压模套筒的侧壁上设置有压紧螺栓,在使用时,所述压紧螺栓的压紧端抵压在所述填充模具的外壁上。这样,在填充模具和位于填充模具出口端的填充定径模外部套设压模套筒,并利用压紧螺将压模套筒固定在填充模具上,既可以保证填充模具及填充定径模之间的位置相对稳定,又方便安装固定。
附图说明
17.图1为本发明纵向水密电缆的横向截面图;
18.图2为本发明纵向水密电缆的制造方法中导体制作示意图;
19.图3为本发明纵向水密电缆的制造方法中制作包胶镀银铜丝用的挤压式模具的剖视结构示意图;
20.图4为本发明纵向水密电缆的制造方法中制作导体用的并线模和热熔定径模的剖视结构示意图;
21.图5为本发明纵向水密电缆的制造方法中填充注水胶采用的填充模具及填充定径模的剖视结构示意图。
具体实施方式
22.下面,结合图1-5,对本发明纵向水密电缆及其制造方法进行详细说明。
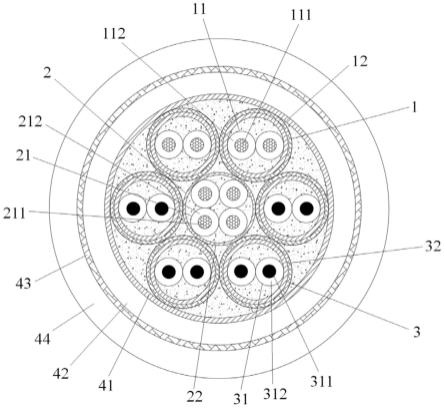
23.如图1所示,本发明纵向水密电缆包括信号线组1、电源线组2和网线线组3,信号线组1、电源线组2和网线线组3组合成线缆,该线缆的外部从内向外依次包覆有阻水层41、内护套42、铠装层43和外护套44,且阻水层41与线缆之间及线缆中的缝隙中充满阻水胶。优选地,阻水层41均采用阻水带绕包形成,内护套42和外护套44采用硫化型氯丁橡胶或氯磺化聚乙烯橡胶制成,铠装层43采用镀锌钢丝或不锈钢丝编织形成。这样,采用阻水带绕包形成线缆外部的阻水层41,既可以保证阻水层,的阻水性能,又方便制作阻水层,降低本发明纵向水密电缆的生产成本;采用硫化型氯丁橡胶或氯磺化聚乙烯橡胶制成内护套42和外护套44,可有效提高内护套42和外护套44的融合效果,进而提高本发明纵向水密电缆的阻水性能;采用镀锌钢丝或不锈钢丝编织形成铠装层43,可有效增强本发明纵向水密电缆的抗拉强度及抗压强度,同时还可以提高本发明纵向水密电缆的抗干扰性能。优选地,信号线组1
和网线线组3围设在电源线组2的四周。这样,信号线组1、网线线组3及电源线组2绞合形成线缆时,信号线组1和网线线组3围设在电源线组2的四周,可有效保持本发明纵向水密电缆的质量分布平稳性,避免本发明纵向水密电缆在使用时因受力不平衡而发生扭曲,提高本发明纵向水密电缆的使用寿命。
24.如图1所示,信号线组1包括信号线11和包覆在信号线11外部的信号屏蔽层12,且信号屏蔽层12与信号线11之间的缝隙中充满阻水胶,以避免水从本发明纵向水密电缆的端部进入信号线组1中,影响本发明纵向水密电缆的纵向阻水性能。优选地,信号线11包括信号导体111和包覆在信号导体111外部的信号绝缘层112,信号导体111由多根镀银铜丝绞合形成,且信号绝缘层112与镀银铜丝111之间及相邻的镀银铜丝111之间的空隙中充满阻水胶。优选地,信号绝缘层112采用聚全氟乙丙烯材料挤包制成,挤包工艺简单且绝缘性能好。优选地,信号屏蔽层12包括铝箔层和编织层,且铝箔层由纵包铝箔带包裹形成,编织层由镀锡铜丝编织形成并包裹在铝箔层的外部,有效屏蔽干扰信号,保证本发明纵向水密电缆中信号线组1的信号传输性能。
25.如图1所示,电源线组2包括电源线21和包覆在电源线21外部的电源阻水层22,且电源阻水层22与电源线21之间的间隙中充满阻水胶,以避免水从本发明纵向水密电缆的端部进入电源线组2中,影响本发明纵向水密电缆的纵向阻水性能。优选地,电源线21包括电源导体211和包覆在电源导体211外部的电源绝缘层212,电源导体211由多根镀银铜丝绞合形成,且电源绝缘层212与镀银铜丝之间及相邻的所述镀银铜丝之间的空隙中充满阻水胶,以避免水从本发明纵向水密电缆的但不进入电源线组2中,影响本发明纵向水密电缆的纵向阻水性能。优选地,电源绝缘层212由聚全氟乙丙烯材料挤包形成,挤包工艺简单且绝缘性能好。优选地,电源阻水层22采用阻水带绕包形成,既可以保证电源阻水层22的阻水性能,又方便制作电源阻水层22,降低本发明纵向水密电缆的生产成本。
26.如图1所示,网线线组3包括网线31和包覆在网线31外部的网络信号屏蔽层32,且网络信号屏蔽层32与网线32之间的缝隙中充满阻水胶,以避免水从本发明纵向水密电缆的端部进入网线线组3中,影响本发明纵向水密电缆的纵向阻水性能。优选地,网线31包括网线导体311和包覆在网线导体311外部的网线绝缘层312,网线导体311由七根镀银铜丝绞合形成,且网线绝缘层312与镀银铜丝之间及相邻的镀银铜丝之间的空隙中充满阻水胶;网线绝缘层312由聚全氟乙丙烯材料挤包形成,绝缘性能好且工艺简单。优选地,网络信号屏蔽层32包括铝箔层和编织层,铝箔层由纵包铝箔带包裹形成,编织层由镀锡铜丝编织形成并包裹在铝箔层的外部。这样,采用纵包铝箔带包裹形成的铝箔层和镀锡铜丝编织形成的编织层,可有效屏蔽干扰信号,保证本发明纵向水密电缆中的网线线组的信号传输性能。
27.本发明纵向水密电缆,在线缆和内护套42之间设置阻水层41,可避免水穿过该纵向水密电缆外部的外护套44、铠装层43及内护套42后进入线缆,提高本发明纵向水密电缆的纵向阻水功能;该纵向水密电缆的阻水层41与线缆之间及线缆中信号线组1、网线线组2及电源线组3之间的缝隙中充满阻水胶,可避免水从线缆的端部进入到线缆内部,提高本发明纵向水密电缆的纵向阻水功能。
28.在制造上述纵向水密电缆时,制造方法包括如下步骤:
29.制作导体,该导体包括信号线组中的信号导体、网线线组中的网线导体及电源线组中的电源导体。
30.如图2至4所示,在制作信号线组中的信号导体、网线线组中的网线导体及电源线组中的电源导体时,制作过程如下:
31.首先,在单根镀银铜丝51的外部挤包热熔阻水胶形成包胶镀银铜丝5,且热熔阻水胶在单根镀银铜丝51的外部挤包形成包胶层52。优选地,在单根镀银铜丝51的外部挤包热熔阻水胶形成包胶层52时,利用挤压式模具7将包胶层52的厚度控制在0.1
±
0.05mm。这样,在挤包形成包胶层52时,可根据需要调整挤压式模具7中的定模71和动模72之间的对模距离,从而增加位于动模72和定模71之间的注胶口的挤出压力,使挤包形成的包胶层更加致密。
32.接着,将包胶镀银铜丝5和未包胶镀银铜丝6间隔排列并绞合成缆。
33.然后,利用牵引装置(图中未示出)牵引由包胶镀银铜丝5和未包胶镀银铜丝6绞合形成的线缆从并线模81的进口端进入并线模腔81中,利用并线模81加热融化包胶镀银铜丝5中形成包胶层52的热熔阻水胶,使该热熔阻水胶填充到镀银铜丝之间的缝隙中,且线缆从并线模81的出口出来后进入热熔定径模82中,利用热熔定径模82定型。优选地,并线模81加热融化热熔阻水胶时,加热温度为300
±
10℃。这样,将并线模的加热温度设定为300
±
10℃,可使热熔阻水胶在加热融化后填充到镀银铜丝之间的所有缝隙中,提高导体的纵向阻水性能。
34.制作绝缘层,该绝缘层包括信号线组中的信号线、网线线组中的网线及电源线组中的电源线的绝缘层。
35.在制作绝缘层时,采用挤包工艺,在导体的外部挤包聚全氟乙丙烯形成绝缘层。挤出聚全氟乙丙烯时,聚全氟乙丙烯在挤包装置(图中未示出)中不同区域的挤出温度依次为:喂料区,280
±
5℃;螺杆前区,290
±
5℃;螺杆中区,300
±
5℃;螺杆后区,310
±
5℃;机头,320
±
5℃。
36.在制备本发明纵向水密电缆的过程中,首先要在制作信号线组、网线线组和电源线组时,分别在对绞成组的信号线、网线及电源线中填充阻水胶,使制作得到的信号线组、网线线组和电源线组中填充有阻水胶;然后再将制作得到的信号线组、网线线组及电源线组组合形成线缆中填充阻水胶,从而使得制备得到的本发明纵向水密电缆中的信号线组、网线线组及电源线组之间填充有阻水胶。
37.在制作信号线组、网线线组及电源线组时,以信号线组为例,填充阻水胶的方法如下:
38.先将对绞成组的信号线插装到如图5所示的填充模具91中,并通过填充模具91上的注胶口911向成组的信号线中注入阻水胶,同时利用牵引装置(图中未示出)牵引成组的信号线向填充模具91的出口端移动并从位于填充模具91出口端的填充定径模92中穿过定型。其中,填充模具91的进口设置为喇叭口,该喇叭口的两侧对称设置有两个注胶口911,且注胶口911的出口向填充模具91的出口倾斜。这样,将填充模具91的进口设置为喇叭口,方便待填充阻水胶的线缆进入填充模具91,在喇叭口的两侧对称设置有两个出口向填充模具91的出口倾斜的注胶口911,既可以保证阻水胶的填充速度,又可使阻水胶的注入方向与线缆的前进方向一致,避免阻水胶反向溢出;在喇叭口的两侧对称设置两个注胶口911,可根据使用需要选择注入阻水的注胶口911的使用数量,以便于控制阻水胶的注入量,避免阻水胶浪费。优选地,在填充阻水胶时,填充模具91和位于填充模具91出口端的填充定径模92的
外部套设有压模套筒93,该压模套筒93的侧壁上设置有压紧螺栓94,且在使用时,压紧螺栓94的压紧端抵压在填充模具91的外壁上。这样,可利用压模套筒94将填充模具91和填充定径模92固定,从而使填充模具91和填充定径模92在填充阻水胶的过程中相对固定,且固定稳定;利用压紧螺栓94将套装在填充模具91和填充定径模92外部的压模套筒93固定在填充模具91上,安装固定简单方便。
39.在制备纵向水密电缆时,填充阻水胶的方法如下:
40.先将由信号线组、网线线组及电源线组组合形成的线缆插装到填充模具中,并通过填充模具上的注胶口向线缆中注入阻水胶,同时利用牵引装置牵引线缆向填充模具的出口端移动并从位于填充模具出口端的填充定径模中穿过定型。
41.该纵向水密电缆的制造方法中,利用挤包有热熔阻水胶的包胶镀银铜丝与镀银铜丝绞合后穿过并线模及热熔定径模,由并线模加热融化热熔阻水胶使热熔阻水胶填充到镀银铜丝之间的空隙中,由热熔定径模对镀银铜丝及热熔阻水胶形成的导体进行定型,可保证制造的导体结构稳定,外形平滑,提高导体的质量;利用聚全氟乙丙烯挤包形成绝缘层,可保证绝缘层的绝缘性能,降低绝缘层的加工成本;利用填充模具向信号线组、网线线组、电源线组及由信号线组、网线线组和电源线组组合形成的线缆中填充阻水胶,填充简单方便,可有效提高阻水胶的填充效率,降低阻水胶的填充成本。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。