电池模块及其制造方法
1.本技术是申请号为201910167935.1,申请日为2019年03月06日,发明名称为“电池模块及其制造方法”的专利申请的分案申请。
技术领域
2.本发明的实施例涉及一种电池模块及其制造方法。
背景技术:
3.随着数码相机、移动电话、笔记本电脑、混合动力车辆等高科技领域的发展,正在积极地研究可以充电和放电的二次电池。尤其,上述二次电池是将多个二次电池串联连接和/或并联连接而以电池模块形式使用于高功率混合动力车辆上。
4.另一方面,在二次电池的电池充电或放电的过程中,由于电化学反应而产生热,如果不能有效地去除电池模块的热,则会促进电池模块的劣化,或者会发生起火或爆炸等安全问题。
5.因此,需要可以冷却电池模块的装置的结构,并且作为用于冷却电池模块的方法之一,广泛地利用在电池模块壳体的一侧设置散热片(heat sink)以散热高温的电池模块的方法。
6.另一方面,作为提高电池模块的冷却效率的方法,为了提高电池单元与壳体的接触力,利用了如以下韩国公开专利公报第10-2017-0098612号中公开的在电池单元与冷却板(壳体)之间配置导热片或导热板的方法,但是,在这种情况下,无法灵活应对电池单元的底面形状,因此存在冷却效率降低的问题。
7.另外,在涂覆导热粘合剂等导热部件来代替上述导热片的情况下,以往利用了如下方式:在作为电池单元的相对物的冷却板(壳体)等上首先涂覆导热部件之后安装电池单元,或者在电池单元与冷却板(壳体)之间形成预定注入口以注入导热部件。然而,在这种情况下,无法用肉眼确认电池单元的一面的导热部件的涂覆状态,因此无法确认导热部件是否适量地涂覆和是否涂覆在固定位置上,并且无法灵活应对电池单元的底面形状。
8.并且,在导热部件所位于的电池单元的一面中存在凹槽等形状时,产生气穴(air pocket)而降低导热效率。
9.现有技术文献
10.(专利文献1)
11.韩国公开专利公报第10-2017-0098612号(2017.08.30)
技术实现要素:
12.(一)要解决的技术问题
13.本发明的实施例的目的在于,提供一种电池模块及其制造方法,在多个电池单元的一面与附着在所述多个电池单元的一面的冷却板之间设置导热部件而没有空隙,从而可以提高冷却效率。
14.另外,本发明的实施例的目的在于,提供一种电池模块及其制造方法,在多个电池单元的一面与冷却板之间涂覆导热部件时,涂覆的导热部件可以与电池单元的一面的形状对应地设置。
15.另外,本发明的实施例的目的在于,提供一种电池模块的制造方法,作业人员可以在涂覆导热部件时通过肉眼确认涂覆区域。
16.另外,本发明的实施例的目的在于,提供一种电池模块及其制造方法,可以在涂覆导热部件时确认涂覆量和涂覆位置,因此可以涂覆适量的导热部件。
17.另外,本发明的实施例的目的在于,提供一种电池模块及其制造方法,可以防止在涂覆导热部件之后在电池单元的一面上形成的凹陷部等中产生气穴(air pocket)的可能性。
18.(二)技术方案
19.根据本发明的一个实施例,可以提供一种电池模块的制造方法,包括:层叠多个电池单元;在所述多个电池单元的一侧面的至少一部分上涂覆导热部件;以及在涂覆所述导热部件之后,冷却板与层叠的所述多个电池单元的一侧面接触,其中,所述多个电池单元的所述一侧面是紧贴部,所述紧贴部通过在除了所述电池单元的长度方向的周围面中所述外装材料接合而形成的三个面的密封部以外的剩下的一个面上所述外装材料紧贴于电极组件而形成。
20.在所述电池单元中可以形成所述紧贴部的至少一部分向所述电池单元的内侧弯曲的凹陷部,所述导热部件可以涂覆在所述凹陷部。
21.所述凹陷部可以沿着所述紧贴部的长度方向形成,所述导热部件可以沿着所述凹陷部涂覆。
22.可以在层叠的所述多个电池单元位于壳体内部之后涂覆所述导热部件,其中所述壳体保护层叠的所述多个电池单元的侧面中除了所述紧贴部侧以外的剩下的侧部。
23.可以在所述紧贴部侧位于层叠的所述多个电池单元的上侧的状态下涂覆所述导热部件。
24.在所述冷却板与所述紧贴部接触时,涂覆的所述导热部件可以薄薄地扩散。
25.所述多个电池单元和所述冷却板可以通过所述导热部件彼此粘合。
26.另外,根据本发明的另一实施例,可以提供一种电池模块,包括:多个电池单元,每个电池单元包括电极片;冷却板,与所述多个电池单元的一侧面对应地设置;以及导热部件,位于所述多个电池单元的一侧面与所述冷却板之间,其中,所述多个电池单元的所述一侧面是紧贴部,所述紧贴部通过在除了所述电池单元的长度方向的周围面中所述外装材料接合而形成的三个面的密封部以外的剩下的一个面上所述外装材料紧贴于电极组件而形成。
27.所述多个电池单元的每个电池单元可以包括所述紧贴部的至少一部分向所述电池单元的内侧弯曲的凹陷部。
28.所述导热部件可以具有粘合性和导热性。
29.所述导热部件可以粘合所述多个电池单元与所述冷却板之间。
30.所述导热部件可以填充所述紧贴部与所述冷却板之间的空间而设置。
31.所述导热部件可以以薄膜形态位于所述多个电池单元与所述冷却板之间。
32.(三)有益效果
33.根据本发明的实施例,在多个电池单元的一面与附着在所述多个电池单元的一面的冷却板之间设置导热部件而没有空隙,从而可以提高冷却效率。
34.另外,根据本发明的实施例,在多个电池单元的一面与冷却板之间涂覆导热部件时,涂覆的导热部件可以与电池单元的一面的形状对应地设置。
35.另外,根据本发明的实施例,作业人员可以在涂覆导热部件时通过肉眼确认涂覆区域。
36.另外,根据本发明的实施例,可以在涂覆导热部件时确认涂覆量和涂覆位置,因此可以涂覆适量的导热部件。
37.另外,根据本发明的实施例,可以防止在涂覆导热部件之后在电池单元的一面上形成的凹陷部等中产生气穴(air pocket)的可能性。
附图说明
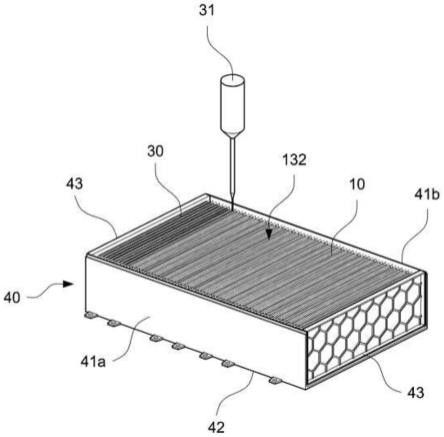
38.图1a是示出根据本发明的一个实施例的位于壳体内的多个电池单元的一面位于上侧的状态的图,图1b是示出根据本发明的一个实施例的在多个电池单元的一面上涂覆导热部件的状态的图,图1c是示出根据本发明的一个实施例的涂覆有导热部件的多个电池单元的一面与冷却板接触的状态的图。
39.图2是示出根据本发明的一个实施例制造的电池模块的图。
40.图3的(a)是示出根据本发明的一个实施例制造的电池模块中包括的电池单元的图,图3的(b)是示出图2的(a)中示出的电池单元的a-a'截面的图。
41.图4的(a)是示意性地示出根据本发明的一个实施例的在层叠的多个电池单元中省略其内部的状态的放大图,图4的(b)是根据本发明的一个实施例的在层叠的多个电池单元的凹陷部上涂覆导热部件的状态的放大图。
42.图5的(a)是根据本发明的一个实施例的在层叠的多个电池单元的凹陷部上均涂覆导热部件的状态的放大图,图5的(b)是根据本发明的一个实施例的涂覆有导热部件的电池单元的一面与冷却板接触的状态的放大图。
43.图6的(a)是示出根据本发明的一个实施例的多个电池单元的一面与冷却板接触的状态的放大图,图6的(b)是根据本发明的一个实施例的与冷却板接触的多个电池单元旋转180
°
而设置的状态的放大图。
44.附图标记说明
45.1:电池模块
46.10:电池单元
47.11:电极组件
48.12:电极片
49.13:外装材料
50.131:密封部
51.132:紧贴部
52.133:凹陷部
53.20:冷却板
54.30:导热部件
55.31:喷嘴部件
56.40:壳体
57.41a:前盖部
58.41b:后盖部
59.42:上盖部
60.43:侧盖部
61.50:弹性部件
62.d1:电池单元的长度方向
具体实施方式
63.下面,参照附图对本发明的具体实施方式进行说明。但是,这仅仅是示例,本发明并不限定于此。
64.在说明本发明时,如果认为与本发明相关的公知技术的说明有可能不必要地混淆本发明的主旨,则省略其详细说明。另外,将在后面描述的术语是考虑本发明中的功能而定义的术语,所述术语可以根据作业人员的意图或惯例等而改变。因此,所述术语应基于本说明书的整体内容来定义。
65.本发明的技术思想由权利要求书确定,下面的实施例仅仅是向本发明所属技术领域的普通技术人员有效地说明本发明的技术思想的一种方式。
66.图1a是示出根据本发明的一个实施例的位于壳体40内的多个电池单元10的一面位于上侧的状态的图,图1b是示出根据本发明的一个实施例的在多个电池单元10的一面上涂覆导热部件30的状态的图,图1c是示出根据本发明的一个实施例的涂覆有导热部件30的多个电池单元10的一面与冷却板20接触的状态的图,图2是示出根据本发明的一个实施例制造的电池模块1的图。
67.参照图1a至图1c以及图2,根据本发明的一个实施例,首先可以层叠多个电池单元10,并且在层叠的多个电池单元10的一侧面的至少一部分上涂覆导热部件30。然后,可以将涂覆有导热部件30的多个电池单元10的一侧面与冷却板20接触,从而制造电池模块1。
68.此时,上述电池单元10的一侧面可以是紧贴部132,所述紧贴部132通过在除了所述电池单元10的长度方向(图3中示出)的周围面中外装材料13接合而形成的三个面的密封部131以外的剩下的一个面上外装材料13紧贴于电极组件11而形成,并且可以在紧贴部132的至少一部分涂覆导热部件30之后,冷却板20与紧贴部132接触。此时,如图1a所示,上述电池单元10的长度方向d1可以表示电池单元10的电极片12所突出的方向。
69.并且,在上述电池单元10的一面可以形成紧贴部132的至少一部分向电池单元10的内侧弯曲的凹陷部133,上述导热部件30可以涂覆在层叠的多个电池单元10的凹陷部133。
70.因此,与在冷却板20上涂覆导热部件30之后将层叠的多个电池单元10安装在冷却板20上的情况不同,根据本发明的一个实施例制造的电池模块1首先在多个电池单元10的一面上形成的凹陷部133涂覆导热部件30,然后将上述电池单元10的一面与冷却板20接触,因此可以预先防止在与接触冷却板20之后在凹陷部133与冷却板20之间的空间中形成气穴
的可能性,由此,可以增加电池单元10与冷却板20之间的接触力,并且可以使从电池单元10到冷却板20的导热效率最大化。
71.更具体地,上述凹陷部133可以沿着紧贴部132的长度方向d1形成在电池单元10的一面上,并且导热部件30可以沿着较长地形成的凹陷部133涂覆,此时,上述导热部件30可以沿着凹陷部133以长直线形状涂覆。
72.即,在涂覆导热部件30时,导热部件30并没有较宽地被涂覆在紧贴部132的整个面上,而是沿着凹陷部133以形成较长的直线形状的方式涂覆,因此,可以仅在电池单元10的一面的紧贴部132中的需要的部分上涂覆导热部件30,由此,可以涂覆适量的导热部件30。
73.另外,根据本发明的一个实施例,可以在电池模块1位于壳体40内部之后涂覆上述导热部件30。其中,所述壳体40可以包括:前盖部41a和后盖部41b,位于电池单元10的长度方向d1的侧部;侧盖部43,位于多个电池单元10的层叠方向的两侧面;以及上盖部42,位于在多个电池单元10中形成紧贴部132的一面的相反侧部上。
74.即,在层叠的多个电池单元10位于壳体40内部之后可以涂覆导热部件30,其中所述壳体40保护层叠的多个电池单元10的侧面中除了紧贴部132侧以外的剩下的侧部。
75.另一方面,上述前盖部41a、后盖部41b、侧盖部43及上盖部42可以通过焊接等来彼此结合,并且可以位于层叠的多个电池单元10的外侧,以支撑多个电池单元10的层叠结构,并且保护电池单元10免受外部杂质或冲击等的影响。
76.但是,根据本发明的一个实施例的电池模块1的制造方法并不局限于如上所述的在结合所有的前盖部41a、后盖部41b、上盖部42及侧盖部43之后涂覆导热部件,只要层叠的多个电池单元10可以由上述盖部41a、41b、42、43中的至少一个支撑的结构即可,例如,在仅结合侧盖部43和上盖部42的状态下在电池单元10的上表面涂覆导热部件30。
77.并且,可以在层叠的多个电池单元10的紧贴部132侧位于层叠的所述多个电池单元10的上侧的状态下涂覆导热部件30。即,层叠多个电池单元10,并且将层叠的电池单元10的紧贴部132配置在上侧之后,可以在紧贴部132上的凹陷部133涂覆导热部件30。
78.如上所述,涂覆导热部件30的凹陷部133位于层叠的多个电池单元10的上侧,并且形成紧贴部132的电池单元10的一面与地面平行地设置,从而作业人员可以在涂覆导热部件30时通过肉眼容易地确认涂覆位置和涂覆状态等,另外,可以防止在涂覆导热部件30的过程中由于重力而导热部件30往下流或向一侧集中等的问题。
79.另一方面,在冷却板20与紧贴部132接触时,如上所述涂覆的导热部件30可以在多个电池单元10与冷却板20之间薄薄地扩散。具体地,在多个电池单元10的紧贴部132与冷却板20接触时,涂覆在凹陷部133上的导热部件30被加压而可以薄薄地扩散,并且导热部件30与紧贴部132的形状对应地扩散,因此,可以使电池单元10的紧贴部132与冷却板20之间的空隙最小化。
80.此时,如上所述,可以在层叠的多个电池单元10位于壳体40内部之后涂覆导热部件30,在这种情况下,冷却板20可以在与紧贴部132接触的状态下,通过焊接等与壳体40的至少一部分结合。即,冷却板20可以与侧盖部43、前盖部41a及后盖部41b中的至少一个结合,从而可以制造电池模块1。
81.并且,如图2所示,制造完电池模块1之后可以翻转180
°
来利用。具体地,在将电池模块1设置成上盖部42位于上侧并且冷却板20位于下侧之后,冷却板20侧可以与电池模块1
的下侧的散热片(heat sink)(未示出)等接触而使用。
82.如上所述,根据本发明的一个实施例的电池模块1的制造方法中,将导热部件30涂覆在凹陷部133之后进行加压,因此,可以防止在将冷却板20接触时由于凹陷部133的形状而形成气穴的可能性。
83.另一方面,上述导热部件30可以具有粘合力和导热性。其中,优选地,导热部件30具有1~3w/mk的导热率,以能够提高冷却板20对电池单元10的冷却效率。导热部件30可以包括树脂层,例如,包括具有导热性能的填料的热粘合剂。
84.并且,根据本发明的一个实施例的电池模块1可以不需要用于粘合多个电池单元10和冷却板20的另外的粘合剂等。具体地,上述导热部件20可以具有拉伸强度(tensile strength)为5~10mpa、剪切强度(shear strength)为6~15mpa及剥离强度(peel strength)为500~1000kgf的粘合力,因此,即使存在外部冲击等的情况下,电池单元10与冷却板20之间的粘合状态也不会容易破坏,可以容易保持彼此之间的结合状态。
85.具体地,导热部件30可以由能够增加多个电池单元10与冷却板20之间的粘合力并且提高电池单元10的散热效果的物质形成,优选地,导热部件30可以由导热性粘合剂等形成,所述导热性粘合剂基于选自由丙烯酸(acrylic)、聚氨酯(urethane)、环氧树脂(epoxy)及硅(silicon)组成的组中的物质。
86.另一方面,上述导热部件30可以由具有v0的阻燃等级的阻燃材料形成,因此即使在电池单元10起火等的情况下,也可以使火灾引起的损失最小化。
87.不仅如此,导热部件30可以由具有绝缘性的物质形成,优选地,可以具有10~25kv/mm的绝缘强度(dielectric strength)。由此,可以阻断多个电池单元10与冷却板20之间的通电可能性。
88.并且,导热部件30具有10至100分钟(min)的充分的可使用时间,因此,用户可以容易地涂覆导热部件30。
89.另外,如上所述,根据本发明的一个实施例的电池模块1的制造方法中,在多个电池单元10的一面涂覆导热部件30之后,冷却板20与多个电池单元10的一面接触,因此,在涂覆导热部件30时作业人员可以通过肉眼识别涂覆区域。
90.并且,可以容易地控制涂覆导热部件30时的涂覆量和涂覆导热部件30的涂覆区域,由此,可以仅在需要的区域涂覆导热部件30,因此,可以涂覆适量的导热部件30。即,可以涂覆通过多个电池单元10与冷却板20之间的接触来较宽地扩散在电池单元10的一面的程度的最小量的导热部件30。
91.图3的(a)是示出根据本发明的一个实施例制造的电池模块1的电池单元10的图,图3的(b)是示出图3的(a)中示出的电池单元10的a-a'截面的图。
92.为了说明上述电池单元10的具体内容,参照图3的(a)和(b),首先电池单元10可以包括:电极组件11,引出有电极片12;以及外装材料13,包围电极组件11,其中外装材料13可以包括:密封部131,外装材料13与电池单元10的长度方向d1的周围四个面中的三个面接合而形成;以及紧贴部132,在剩下的一面紧贴于电极组件11而形成。外装材料13可以包括袋,所述袋包括具有绝缘性的铝层。
93.具体地,密封部131可以通过外装材料13沿着电极组件11的外围接合而形成。密封部131通过外装材料13接合而形成,并且可以沿着外装材料13的侧面周围中除了紧贴部132
以外的剩下的三个面而形成。其中,电极片12可以在电极组件11的两端被引出到密封部131的外侧
94.另外,在电池单元10的一面可以形成由紧贴部132的至少一部分向电池单元10的内侧弯曲的凹陷部133。在凹陷部133电极组件11与外装材料13相对更紧贴,因此,电极组件11与外装材料13之间可以更有效地进行导热,从而可以更有效地冷却电池单元10。
95.图4至图6是为了便于说明而示出根据本发明的一个实施例制造电池模块1的过程的放大的状态的图。
96.具体地,图4的(a)是示意性地示出根据本发明的一个实施例的层叠的多个电池单元10中省略其内部的状态的放大图,图4的(b)是根据本发明的一个实施例的在层叠的多个电池单元10的凹陷部133上涂覆导热部件30的状态的放大图,图5的(a)是根据本发明的一个实施例的层叠的多个电池单元10的凹陷部133上均涂覆导热部件30的状态的放大图,图5的(b)是根据本发明的一个实施例的涂覆有导热部件30的电池单元10的一面与冷却板20接触的状态的放大图,图6的(a)是示出根据本发明的一个实施例的多个电池单元10的一面与冷却板20接触的状态的放大图,图6的(b)是根据本发明的一个实施例的与冷却板20接触的多个电池单元10旋转180
°
而设置的状态的放大图。
97.参照图4至图6,首先,如图4的(a)所示,层叠多个电池单元10,并且层叠的多个电池单元10可以被配置成紧贴部132位于上侧。此时,在电池单元10中可以形成紧贴部132的至少一部分向电池单元10的内侧弯曲的凹陷部133。
98.另外,在层叠的多个电池单元10中各电池单元10之间可以插设有弹性部件50。所述弹性部件50可以缓冲电池单元10由于膨胀(swelling)而引起的膨胀,并且可以防止外部冲击和振动传递到电池单元10。但是,弹性部件50并不局限于如图4至图6所示配置在每个电池单元10之间,可以根据需要选择配置在由两个电池单元10组成一组的各电池单元10组之间或者由三个电池单元10组成一组的各电池单元10组之间等。
99.另一方面,在层叠多个电池单元10之后,如图4的(b)所示,导热部件30可以涂覆在电池单元10上侧的凹陷部133。此时,可以通过喷嘴部件31等来涂覆所述导热部件30,以便涂覆在特定区间和调节涂覆量,并且,在紧贴部132配置在电池单元10的上侧的状态下涂覆导热部件30,因此,在涂覆过程中可以通过肉眼确认,并且可以容易地控制导热部件30的涂覆量和涂覆区域。
100.可以在紧贴部132涂覆导热部件30,使得单位面积的重量(g/cm2)为0.15~0.25。导热部件30可以以凹陷部133为中心,薄而均匀地扩散在紧贴部132中。另外,如上所述,导热部件30可以具有预定的拉伸强度、剪切强度、剥离强度的粘合力,因此考虑导热部件30所具有的粘性,可以涂覆导热部件30使得单位面积的重量(g/cm2)为0.15~0.25。更优选地,可以涂覆导热部件30使得单位面积的重量(g/cm2)为0.19~0.21。
101.当导热部件30的单位面积的重量(g/cm2)大于0.25时,由于粘合层变厚,难以将冷却板20与紧贴部132精确地粘合,当导热部件30的单位面积的重量(g/cm2)小于0.15时,两个结构之间的粘合力可能会降低。
102.在凹陷部133涂覆导热部件30时,可以将所述导热部件30涂覆成其上表面具有圆形或椭圆形。即,涂覆在凹陷部133的导热部件30的从紧贴部132突出的上表面可以形成为曲面。曲面可以包括圆形曲面和椭圆形曲面。通过这样的结构,在之后的过程中,当冷却板
20与导热部件30接触并进行加压时,在冷却板20与导热部件30之间不会产生气穴(air pocket),并且导热部件30可以均匀地扩散。
103.另一方面,如图5所示,完成在凹陷部涂覆导热部件30之后,冷却板20可以与层叠的多个电池单元10的紧贴部132侧接触。之后,如图6的(a)所示,在冷却板20与紧贴部132接触时,涂覆在凹陷部133的导热部件30被加压而可以在冷却板20与紧贴部132之间薄薄地扩散,具体地,可以形成为薄膜形态。即,涂覆在凹陷部133的导热部件30被冷却板20加压时在紧贴部132上以薄膜的形态均匀地扩散。
104.另外,如上所述,在凹陷部133涂覆导热部件30之后与冷却板20接触,因此,可以预先防止由于凹陷部133的形状而形成气穴等的可能性,从而可以提高电池模块1的冷却效率。
105.最后,当冷却板20与电池单元10接触之后,电池模块1可以被设置成翻转180
°
的状态,多个电池单元10位于冷却板20的上侧,由于重力而电池单元10与冷却板20之间的接触力增加,并且可以通过设置在冷却板20下侧的外部散热片(heat sink)来冷却电池模块1。
106.另一方面,根据本发明的另一实施例的电池模块1可以包括:多个电池单元10,每个电池单元包括电极片12;冷却板20,与多个电池单元10的一侧面对应地设置;以及导热部件30,位于多个电池单元10的一侧面与冷却板20之间。
107.其中,多个电池单元10的一侧面可以是紧贴部132,所述紧贴部132通过在除了所述电池单元10的长度方向的周围面中外装材料13接合而形成的三个面的密封部131以外的剩下的一个面上外装材料13紧贴于电极组件11而形成。
108.另外,多个电池单元10的每个电池单元10可以包括紧贴部132的至少一部分向电池单元10的内侧弯曲而形成的凹陷部133,导热部件30可以填充多个电池单元10与所述冷却板20之间的整个空间而设置。
109.即,导热部件30可以填满多个电池单元10的紧贴部132与冷却板20之间的空间,而不会出现在电池单元10的凹陷部133有可能形成的气穴等空隙,因此,可以使空白最小化,从而可以提高冷却板20对电池单元10的冷却效率。
110.另一方面,如上所述,多个电池单元10与冷却板20之间的导热部件30可以具有粘合性和导热性,导热部件30可以粘合多个电池单元10与冷却板20之间。另外,导热部件30以薄膜的形态位于多个电池单元10与冷却板20之间,从而可以使多个电池单元10与冷却板20之间的接触面最大化。
111.以上通过代表性实施例对本发明进行了详细说明,但是,本发明所属技术领域的普通技术人员可以理解在不脱离本发明的范畴的情况下可以对上述实施例进行各种改变。因此,本发明的权利范围不应局限于以上说明的实施例,应由权利要求书以及该权利要求书的等同物来确定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
