1.本发明涉及3d打印技术领域,具体涉及一种三维成型用透明材料组合物及其制备方法和应用。
背景技术:
2.3d打印技术被称为快速成型技术、增材制造技术等,已逐渐成为三维物体(3d物体)的主流成型方式。然而,相关技术中,由于3d打印所用透明材料中含有的阳离子可光固化组分和自由基可光固化组分等组分的相容性差、固化速率差异大(如阳离子可光固化组分的固化速率通常低于自由基可光固化组分的固化速率)、原材料带有少量颜色等影响因素,使用透明材料打印的3d物体的清晰度(即透光率)通常较差,尤其是整个物体外表面清晰度不均匀,光学性能一致性较差,现有技术中有采用绝对透明的原材料来制造透明材料组合物,以改善3d物体的清晰度等性能,但这提高了透明材料的制备难度,同时该类透明材料适用于注塑成型技术,而对3d打印工艺的适用性较差,应用受限。因此,仍然亟待解决3d物体的清晰度、光学性能一致性等性能较差的技术问题。
技术实现要素:
3.本技术提供一种三维成型用透明材料组合物及其制备方法和应用,该三维成型用透明材料组合物适用于3d打印,能够提高3d物体的表面清晰度,提高3d物体的光学性能一致性等性能,有效克服现有技术存在的缺陷。
4.本技术的一方面,提供一种三维成型用透明材料组合物,包括以下质量比的组分:(甲基)丙烯酸酯类低聚物0-30%,(甲基)丙烯酸酯类单体60-90%,光引发剂0.8-8%,助剂3-10%;其中,所述光引发剂包括第一光引发剂和第二光引发剂,所述第一光引发剂的紫外吸收光波长低于所述第二光引发剂的紫外吸收光波长,所述第一光引发剂和第二光引发剂分别用于引发所述(甲基)丙烯酸酯类单体发生聚合反应、或者分别用于引发所述(甲基)丙烯酸酯类单体与所述(甲基)丙烯酸酯类低聚物发生聚合反应。
5.可选地,所述第一光引发剂的紫外吸收光波长为200-280nm,和/或,所述第二光引发剂的紫外吸收光波长为330-410nm。
6.可选地,所述第一光引发剂、所述第二光引发剂分别为自由基引发剂。
7.可选地,所述第一光引发剂选自安息香双甲醚、2-甲基-2-(4-吗啉基)-1-[4-(甲硫基)苯基]-1-丙酮、二苯甲酮、苯偶酰二甲基缩酮、2-苯基苄-2-二甲基胺-1-(4-吗啉苄苯基)丁酮、2-羟基-甲基苯基丙烷-1-酮、1-羟基-环己基-苯基甲酮中的一种或多种;和/或,所述第二光引发剂选自2,4,6-三甲基苯甲酰基-1-酮、2,4,6-三甲基苯甲酰基膦乙酯、苯基双(2,4,6-三甲基苯甲酰基)氧化膦中的一种或多种。
[0008]
可选地,所述光引发剂中,第一光引发剂的质量比为10-40%,余量为所述第二光引发剂。
[0009]
可选地,所述(甲基)丙烯酸酯类单体含有苯环结构。
[0010]
可选地,所述(甲基)丙烯酸酯类单体包括含有苯环结构的单官能团(甲基)丙烯酸酯类单体和/或含有苯环结构的多官能团(甲基)丙烯酸酯类单体。
[0011]
可选地,所述含有苯环结构的单官能团(甲基)丙烯酸酯类单体选自苄基丙烯酸酯、邻苯基苯氧乙基丙烯酸酯、乙氧基苯酚丙烯酸酯、2-(对-异丙苯基-苯氧基)-乙基丙烯酸酯、壬基酚丙氧基丙烯酸酯、苯氧基乙基甲基丙烯酸酯、苄基甲基丙烯酸酯、乙氧基苯酚甲基丙烯酸酯、2-(对-异丙苯基-苯氧基)-乙基甲基丙烯酸酯中至少一种;所述含有苯环结构的多官能团(甲基)丙烯酸酯类单体选自含有1-40个乙氧基的乙氧化双酚a二丙烯酸脂、含有1-40个乙氧基的乙氧化双酚f丙烯酸酯树脂、含有1-40个乙氧基的乙氧化双酚a二甲基丙烯酸脂中的至少一种。
[0012]
可选地,所述(甲基)丙烯酸酯类单体包括甲基丙烯酸酯类单体和丙烯酸酯类单体;所述(甲基)丙烯酸酯类单体中,所述甲基丙烯酸酯类单体的质量比为30-70%,余量为所述丙烯酸酯类单体。
[0013]
可选地,所述助剂包括稳定剂、流平剂、消泡剂中的至少一种。
[0014]
可选地,所述稳定剂包括受阻胺类稳定剂。
[0015]
可选地,所述三维成型用透明材料组合物中,所述稳定剂的质量比为2-5%,和/或,所述流平剂的质量比为0.4-4%,所述消泡剂的质量比为0.4-2.5%。
[0016]
可选地,所述三维成型用透明材料组合物在室温下的粘度为30-90cp,在40-60℃下的粘度为6-16cp,在40-60℃下的表面张力为15-35mn/m。
[0017]
本技术的另一方面,提供一种上述三维成型用透明材料组合物的制备方法,包括:将所述(甲基)丙烯酸酯类低聚物、(甲基)丙烯酸酯类单体、助剂混合,得到第一混合物;使所述光引发剂溶于所述第一混合物中,得到第二混合物;对所述第二混合物进行过滤,收集滤液,得到所述三维成型用透明材料组合物。
[0018]
本技术的再一方面,提供一种三维物体成型方法,包括:采用上述三维成型用透明材料组合物或上述制备方法制得的三维成型用透明材料组合物进行打印成型,制得三维物体。
[0019]
可选地,所述打印成型的过程包括:s1、使所述三维成型用透明材料组合物形成透明材料层;s2、依次对所述透明材料层提供第一辐射和第二辐射,形成三维物体的层;其中,所述第一辐射为所述第一光引发剂的紫外吸收光,所述第二辐射为所述第二光引发剂的紫外吸收光;s3、重复执行步骤s1至s2,使获得的多个三维物体的层逐层叠加以形成三维物体。
[0020]
本技术的再一方面,提供一种三维物体,由上述三维成型用透明材料组合物或按照上述制备方法制得的三维成型用透明材料组合物打印制得,或者由上述三维物体成型方法制得。
[0021]
本技术的再一方面,提供一种三维物体成型装置,用于对上述三维成型用透明材料组合物或按照上述制备方法制得的三维成型用透明材料组合物进行成型,包括支撑平台、供料部、第一辐射源和第二辐射源,其中,所述供料部用于使所述三维成型用透明材料组合物在所述支撑平台上形成透明材料层;所述第一辐射源用于对所述透明材料层提供第一辐射;所述第二辐射源用于对所述透明材料层提供第二辐射。
[0022]
本技术中,在上述三维成型用透明材料组合物的组成体系下,(甲基)丙烯酸酯类
低聚物与(甲基)丙烯酸酯类单体作为光固化组分,引发剂可以在紫外光辐射下作用于光固化组分,使光固化组分固化形成三维物体的层,从而可通过3d打印形成三维物体。其中,第一光引发剂与第二光引发剂的紫外吸收光波长不同,能够在不同紫外光波段下吸收辐射被激活,从而在不同时段引发光固化组分反应进行不同程度的固化,第一光引发剂的紫外吸收光波长小于第二光引发剂的紫外吸收光波长,可以使光固化组分先被第一光引发剂激发进行部分固化,再被第二光引发剂激发进行进一步固化,由此可以提高通过3d打印形成的3d物体的表面清晰度,使3d物体的整体清晰度基本一致,提高3d物体的透光率、折射率、光学性能一致性、光泽度等性能。
附图说明
[0023]
图1为本技术一实施方式的3d物体成型方法流程示意图;
[0024]
图2为本技术另一实施方式的3d物体成型方法流程示意图;
[0025]
图3为本技术一实施方式的3d物体成型装置结构示意图;
[0026]
图4为本技术另一实施方式的3d物体成型装置结构示意图。
[0027]
附图标记说明:1:容器;2:墨管;3:打印头;4:字车;5:本体;6:组合物;7:支撑平台;8:透明材料层;9:第一辐射源;10:第二辐射源;11:校平部件;12:控制器;13:升降部件;s100、s200、s210、s300、s400:步骤。
具体实施方式
[0028]
为解决3d物体的清晰度、光学性能一致性等性能较差的技术问题,本技术实施例提供一种三维成型用透明材料组合物,包括以下质量比的组分:(甲基)丙烯酸酯类低聚物0-30%,(甲基)丙烯酸酯类单体60-90%,光引发剂0.8-8%,助剂3-10%;其中,光引发剂包括第一光引发剂和第二光引发剂,第一光引发剂的紫外吸收光(第一辐射)波长低于第二光引发剂的紫外吸收光(第一辐射)波长;第一光引发剂和第二光引发剂分别用于引发(甲基)丙烯酸酯类单体发生固化(即聚合反应)、或者分别用于引发(甲基)丙烯酸酯类单体与(甲基)丙烯酸酯类低聚物发生固化。
[0029]
具体地,当上述(甲基)丙烯酸酯类低聚物的质量比为0时,第一光引发剂和第二光引发剂均分别作用于(甲基)丙烯酸酯类单体,使其在不同时段发生不同程度的固化,当丙烯酸酯类低聚物的质量比大于0时,第一光引发剂和第二光引发剂均分别作用于含有(甲基)丙烯酸酯类单体和(甲基)丙烯酸酯类低聚物的混合体系,使其在不同时段发生不同程度的固化。由此,第一光引发剂与第二光引发剂作用于相同的光固化组分(即(甲基)丙烯酸酯类单体、或者(甲基)丙烯酸酯类单体和(甲基)丙烯酸酯类低聚物的混合体系),在不同的时段引发该光固化组分发生聚合反应,进行不同程度的固化,可提高3d物体的清晰度等性能。
[0030]
具体地,上述透明材料组合物适用于3d打印工艺,例如立体光固化成型(stereo lithography appearance,sla)工艺、3d喷墨打印工艺等,且可提高通过3d打印形成的3d物体的透光率、折射率、光学性能一致性、光泽度等性能,分析原因至少在于,第一光引发剂与第二光引发剂作用于相同的光固化组分,第一光引发剂的紫外吸收光波长低于第二光引发剂,可以使光固化组分先被第一光引发剂引发进行部分固化,再被第二光引发剂引发进行
进一步固化,利于固化产物的材质均匀性;同时,光固化组分被第一光引发剂引发实现部分固化,可以降低组合物的流动性,以降低3d喷墨打印过程中墨滴的流动性,提高墨滴落点准确性,然后再被第二光引发剂引发进行进一步固化,最终有效提高3d物体的透光率、折射率、光学一致性、光泽度等性能。此外,上述组合物在3d打印过程中具有良好的流畅性,适用于3d喷墨打印技术,同时还可以延长打印头(供料部)的使用寿命,利于实际产业化应用。
[0031]
具体地,第一光引发剂、第二光引发剂分别为自由基光引发剂,当对上述组合物提供第一光引发剂的紫外吸收光时,第一光引发剂吸收第一辐射后产生自由基,自由基引发光固化组分进行固化反应/聚合反应,实现部分固化;当对上述组合物提供第二光引发剂的紫外吸收光时,第二光引发剂吸收第二辐射后产生自由基,引发部分固化后的光固化组分进一步固化。
[0032]
此外,第一光引发剂的紫外吸收光波长(紫外光引发波长/第一辐射的紫外辐射波长)为200-280nm,例如200nm、210nm、220nm、230nm、240nm、250nm、260nm、270nm、280nm或其中的任意两种组成的范围,第二光引发剂的紫外吸收光波长(紫外光引发波长/第二辐射的紫外辐射波长)为330-410nm,例如330nm、350nm、370nm、390nm、400nm、410nm或其中的任意两者组成的范围,利于进一步提高3d物体的透光率、光学一致性等性能。
[0033]
研究显示,在3d喷墨打印过程中,当使用波长为200-280nm的紫外光照射喷出的组合物时,组合物一般会立即部分固化,固化程度例如可以是20-30%左右,在该固化程度下能抑制墨滴的横向流动,提高墨滴落点准确性;当使用波长为330-410nm的紫外光照射部分固化后的组合物时,组合物被进一步固化,固化程度例如可以是50-90%左右,由此可提高固化产物(3d物体的层)的支撑强度,并提高当前固化形成的层与上一次固化形成的层之间的粘合强度,从而提高3d物体的各层之间的粘合强度,提高3d物体在层叠加方向上的透光率、光学一致性等性能。
[0034]
在一些具体实施例中,第一光引发剂选自安息香双甲醚、2-甲基-2-(4-吗啉基)-1-[4-(甲硫基)苯基]-1-丙酮、二苯甲酮、苯偶酰二甲基缩酮、2-苯基苄-2-二甲基胺-1-(4-吗啉苄苯基)丁酮、2-羟基-甲基苯基丙烷-1-酮、1-羟基-环己基-苯基甲酮中的一种或多种。
[0035]
在一些具体实施例中,第二光引发剂选自2,4,6-三甲基苯甲酰基-1-酮、2,4,6-三甲基苯甲酰基膦乙酯、苯基双(2,4,6-三甲基苯甲酰基)氧化膦中的一种或多种。
[0036]
经进一步研究,在3d喷墨打印过程中,当光引发剂中的第一光引发剂含量过少(低于10%)时,组合物固化速率过低,从而导致墨滴横向流动,墨滴落点不准确,影响3d物体的光学一致性等性能;当光引发剂中的第一光引发剂含量过高(高于40%)时,组合物固化速率过快,易被立即固化且固化程度过大,甚至完全固化,导致形成的层与下一次固化形成的层之间的粘合力差,亦会影响3d物体层叠方向上的透光率等性能。
[0037]
因此,综合考虑上述因素,在一些优选实施例中,上述光引发剂中,第一光引发剂的质量比(即第一光引发剂的质量与光引发剂的总质量的比值)可以为10-40%,例如10%、15%、20%、25%、30%、35%、40%等,余量为第二光引发剂,即第二光引发剂的质量比为60-90%,例如60%、65%、70%、75%、80%、85%、90%等,这样,利于上述组合物在3d打印过程中的不同时段具有更适宜的固化速率和固化程度等参数,从而进一步优化3d物体的透光率、光学一致性等性能。
[0038]
此外,上述组合物中,光引发剂的质量比(0.8-8%)是光引发剂的质量与组合物的总质量的比值,当光引发剂由第一引发剂和第二引发剂组成时,光引发剂的质量比等于第一引发剂的质量与第二引发剂的质量之和与组合物的总质量的比值。示例性地,光引发剂的质量比例如为0.8%、1%、2%、3%、4%、5%、6%、7%、8%等。
[0039]
具体地,上述组合物中,(甲基)丙烯酸酯类单体作为光固化组分、或者(甲基)丙烯酸酯类低聚物与(甲基)丙烯酸酯类单体的混合体系作为光固化组分,光引发剂用于引发光固化组分发生光固化反应,从而实现固化,如上所述,本技术实施例的组合物适用于3d打印,在3d打印过程中,可以在不同时段施加不同波长的紫外光辐射,从而在不同时段激活第一光引发剂和第二光引发剂,使组合物分时段固化,延长组合物的整体固化时间,提高组合物墨滴落点的准确性、以及固化产物的均匀性等性质,进而提高打印而成的3d物体的透光率、光学一致性等性能。
[0040]
上述组合物中,(甲基)丙烯酸酯类单体的质量比(60-90%)是指(甲基)丙烯酸酯类单体的质量与组合物的总质量的比值,即当(甲基)丙烯酸酯类单体有多种时,该(甲基)丙烯酸酯类单体的质量比(60-90%)是指这些(甲基)丙稀酸酯类单体的质量之和与组合物的总质量的比值。示例性地,上述组合物中,(甲基)丙烯酸酯类单体的质量比例如为60%、65%、70%、75%、80%、85%、90%等。
[0041]
上述组合物中,(甲基)丙烯酸酯类低聚物的质量比(0-30%)是指(甲基)丙烯酸酯类低聚物的质量与组合物的总质量的比值,即当(甲基)丙烯酸酯类低聚物有多种时,该(甲基)丙烯酸酯类低聚物的质量比(0-30%)是指这些(甲基)丙稀酸酯类低聚物的质量之和与组合物的总质量的比值。示例性地,上述组合物中,(甲基)丙烯酸酯类低聚物的质量比例如为0、1%、5%、10%、15%、20%、25%、30%等。
[0042]
其中,当(甲基)丙烯酸脂类低聚物的质量比为0时,亦即组合物不含有(甲基)丙烯酸酯类低聚物,第一光引发剂和第二光引发剂分别用于引发(甲基)丙烯酸酯类单体发生光固化反应/聚合物反应;当(甲基)丙烯酸酯类低聚物的质量比大于0时,亦即组合物含有(甲基)丙烯酸酯类低聚物和(甲基)丙烯酸酯类单体,第一光引发剂和第二光引发剂分别用于引发(甲基)丙烯酸酯类低聚物与(甲基)丙烯酸酯类单体发生光固化反应。
[0043]
根据本技术的研究,一般优选(甲基)丙烯酸酯类低聚物的质量比大于0,这样,在进行光固化反应的过程中,(甲基)丙烯酸酯类单体与(甲基)丙烯酸酯类低聚物可以发生接枝共聚反应,形成交联的聚合物,可提高固化产物/聚合物的机械强度,进一步优化3d物体的性能。
[0044]
一般情况下,上述(甲基)丙烯酸酯类低聚物包括甲基丙烯酸酯类低聚物和/或丙烯酸酯类低聚物。
[0045]
上述(甲基)丙烯酸酯类低聚物可商购或自制,例如选自如下低聚物中的至少一种:美源miwon公司的miramer pu2100、miramer pu5100、miramer sc2404、miramer mu3603、miramer hr6100、miramer hr6200、udma(二甲基丙烯酸氨基甲酸酯)等,沙多玛化学有限公司的cn2920、cn3211、cn8894、cn9007、cn9023、cn9290、cn969 ns、cn991、cn9167、cn9782、cn9783等,台湾长兴化工有限公司的6106、6112-100、6123、6127、6131-1、6185等,dymax-bomar公司的brc-843d、brc-4421、br-952、br-970bt、br-970h、brc-443等。
[0046]
此外,(甲基)丙烯酸酯类单体含有苯环结构,亦即上述(甲基)丙烯酸酯类单体选
自含有苯环结构的(甲基)丙烯酸酯类单体,其中含有苯环结构,单体折射率高,可进一步提高3d物体的折射率、光泽度等性能。
[0047]
具体地,(甲基)丙烯酸酯类单体包括含有苯环结构的单官能团(甲基)丙烯酸酯类单体、含有苯环结构的多官能团(甲基)丙烯酸酯类单体中的一种或多种。其中,单官能团是指(甲基)丙烯酸酯类单体中含有一个丙烯酸酯基团,多官能团是指(甲基)丙烯酸酯类单体中含有多个丙烯酸酯基团。
[0048]
在一些实施例中,含有苯环结构的单官能团(甲基)丙烯酸酯类单体选自苄基丙烯酸酯、邻苯基苯氧乙基丙烯酸酯、乙氧基苯酚丙烯酸酯(如带有两个乙氧基的二(乙氧基)苯酚丙烯酸酯)、2-(对-异丙苯基-苯氧基)-乙基丙烯酸酯、壬基酚丙氧基丙烯酸酯、苯氧基乙基甲基丙烯酸酯、苄基甲基丙烯酸酯、乙氧基苯酚甲基丙烯酸酯、2-(对-异丙苯基-苯氧基)-乙基甲基丙烯酸酯等中至少一种。
[0049]
其中,这些单体可以商购或自制,例如,苄基丙烯酸酯可以为来自美源miwon的m1182、台湾长兴化工有限公司的em75、致德化学(上海)有限公司的hn-bz001等;邻苯基苯氧乙基丙烯酸酯可以为来自美源miwon的m1142、台湾长兴化工有限公司的em2105等;乙氧基苯酚丙烯酸酯可以为来自美源miwon的m140、沙多玛化学有限公司的sr339 ns、台湾长兴化工有限公司的em2101、致德化学(上海)有限公司的hn-pha11、hn-pha21、hn-pha41等;2-(对-异丙苯基-苯氧基)-乙基丙烯酸酯可以为来自台湾长兴化工有限公司的em2107等;壬基酚丙氧基丙烯酸酯可以为来自致德化学(上海)有限公司的hn-npf21、hn-np81、hn-np41、hn-np81等;苯氧基乙基甲基丙烯酸酯可以为来自沙多玛化学有限公司的sr340ns、台湾长兴化工有限公司的em310、致德化学(上海)有限公司的hn-phema等;苄基甲基丙烯酸酯可以为来自致德化学(上海)有限公司的hn-bz001m、台湾长兴化工有限公司的em77等。
[0050]
此外,含有苯环结构的多官能团(甲基)丙烯酸酯类单体具体可以包括含有苯环结构的双官能团(甲基)丙烯酸酯类单体(含有两个丙烯酸酯基团)、含有苯环结构的三官能团(甲基)丙烯酸酯类单体(含有三个丙烯酸酯基团)中的至少一种。
[0051]
具体地,上述含有苯环结构的多官能团(甲基)丙烯酸酯类单体可以选自不同乙氧化程度的乙氧化双酚a二丙烯酸脂、不同乙氧化程度的乙氧化双酚f丙烯酸酯树脂、不同乙氧化程度的乙氧化双酚a二甲基丙烯酸脂中的至少一种,其中,不同乙氧化程度是指单体分子结构中的乙氧基个数不同,乙氧基的个数可以为1-40个,例如1个、2个、3个、4个、5个、10个、15个、20个、25个、30个、35个、40个等。
[0052]
一般情况下,当上述双酚类树脂(即乙氧化双酚a二丙烯酸脂、乙氧化双酚f丙烯酸酯树脂或乙氧化双酚a二甲基丙烯酸脂)中具有n个乙氧基时,该n个乙氧基基本对称分布于该双酚类树脂的两个苯环的取代基上,使双酚类树脂具有较为对称的结构,亦即,当n为偶数时,双酚类树脂的两个苯环的取代基上各存在n/2个乙氧基,当n为奇数时,双酚类树脂的两个苯环的取代基中的一者上存在(n-1)/2个乙氧基,另一者上存在(n 1)/2个乙氧基。该些双酚类树脂可以商购或通过本领域常规方法制得,本技术对此不作特别限制。
[0053]
优选地,上述含有苯环结构的多官能团(甲基)丙烯酸酯类单体选自含有1-40个乙氧基的乙氧化双酚a二丙烯酸脂、含有1-40个乙氧基的乙氧化双酚f丙烯酸酯树脂、含有1-40个乙氧基的乙氧化双酚a二甲基丙烯酸脂中的至少一种。
[0054]
示例性地,上述乙氧化双酚a二丙烯酸脂例如包括带有10个乙氧基的10-乙氧基双
酚a二丙烯酸酯,上述乙氧化双酚a二甲基丙烯酸脂例如包括带有四个乙氧基的四乙氧化双酚a二甲基丙烯酸酯等。
[0055]
上述多官能团(甲基)丙烯酸酯类单体可商购或自制,例如,上述不同乙氧化程度的乙氧化双酚a二丙烯酸脂例如选自如下单体中的至少一种:美源的m240、m244、m2100、m2200,沙多玛的sr349ns,长兴的em2260、em2261、em2263、em2265、em2269,致德化学的hn-bp32、hn-bp42、hn-bp102、hn-bp202、hn-bp302等;上述不同乙氧化程度的乙氧化双酚a二甲基丙烯酸脂例如选自如下单体中的至少一种:美源的m241、m245、m2101、m2301,沙多玛的sr101、sr150、sr348op ns、sr541,长兴的em3260、em3261、em3262、em3265,致德化学的hn-bpm32、hn-bpm102、hn-bpm302、hn-bpm172等;上述不同乙氧化程度的乙氧化双酚f丙烯酸酯树脂例如为来自美源的m290。
[0056]
一般情况下,上述(甲基)丙烯酸酯类单体包括甲基丙烯酸酯类单体和/或丙烯酸酯类单体,其中,丙烯酸酯类单体例如选自上述苄基丙烯酸酯、邻苯基苯氧乙基丙烯酸酯、乙氧基苯酚丙烯酸酯、2-(对-异丙苯基-苯氧基)-乙基丙烯酸酯、壬基酚丙氧基丙烯酸酯、不同乙氧化程度的乙氧化双酚a二丙烯酸脂(带有两个丙烯酸酯基团)、不同乙氧化程度的乙氧化双酚f丙烯酸酯树脂等中的至少一种,甲基丙烯酸酯类单体例如选自上述苯氧基乙基甲基丙烯酸酯、苄基甲基丙烯酸酯、乙氧基苯酚甲基丙烯酸酯、2-(对-异丙苯基-苯氧基)-乙基甲基丙烯酸酯、不同乙氧化程度的乙氧化双酚a二甲基丙烯酸脂(带有两个甲基丙烯酸酯基团,即带有两个丙烯酸酯基团,每个丙烯酸酯基团的侧边各带有一个甲基)等中的至少一种,于此不再过多赘述。
[0057]
在一些实施例中,上述(甲基)丙烯酸酯类单体中,甲基丙烯酸酯类单体的质量比(即甲基丙烯酸酯类单体的质量与甲基丙烯酸酯类单体和丙烯酸酯类单体的质量之和(即二者总质量)的比值)为30-70%,例如30%、35%、40%、45%、50%、55%、60%、65%、70%等,余量为丙烯酸酯类单体(即丙烯酸酯类单体的质量比为30-70%)。
[0058]
上述助剂可以包括稳定剂、流平剂、消泡剂中的至少一种。
[0059]
其中,稳定剂用于吸收第一光引发剂的紫外吸收光/第一辐射,使组合物的固化过程更为稳定,进一步优化3d物体的性能。具体来说,在向组合物施加第一辐射使组合物进行部分固化的过程中,稳定剂吸收部分第一辐射,适当延长固化时间,利于进一步调控组合物的固化速率和固化程度等参数,优化3d物体中各层之间的粘合力及其层叠方向上的透光性等性能。
[0060]
在一些优选实施例中,上述组合物中,稳定剂的质量比(即稳定剂的质量与组合物的总质量的比值)为2-5%,例如2%、2.5%、3%、3.5%、4%、4.5%、5%等,当稳定剂的含量过低(低于2%)时,其稳定功效发挥有限,例如不能有效延长在施加第一辐射过程中的组合物固化时间,但稳定剂的含量过高(高于5%)时,第一辐射被过量吸收,不能使组合物立即凝固成部分固化状态,导致3d打印过程中喷射的组合物墨滴横向流动,降低墨滴落点准确性,影响3d物体的光学一致性等性能,因此,控制稳定剂的质量比在上述范围内,利于进一步优化3d物体的性能。
[0061]
具体地,上述稳定剂包括受阻胺类稳定剂,例如包括高位阻的受阻胺类稳定剂,其对第一辐射(例如200-280nm的紫外吸收光)具有较强的吸收。
[0062]
上述稳定剂可以商购或自制,例如,受阻胺类稳定剂可以选自如下试剂中的至少
一种:巴斯夫公司的tinuvin 900、tinuvin 622ld、tinuvin 770、tinuvin 123、tinuvin p、tinuvin 626、tinuvin 292、tinuvin 400,克莱恩公司的sanduvor 3050、sanduvor 3052、tinuvin-1130(3-[3-(2-h-苯并三唑-2-基)-4-羟基-5-叔丁基苯基]-丙酸-聚乙二醇300酯)等。
[0063]
此外,消泡剂主要用于消除过滤、打印等过程中组合物所产生的气泡,避免产生的气泡影响打印流畅性。上述组合物中,消泡剂的质量比(即消泡剂的质量占组合物的总质量的比值)可以为0.4-2.5%,例如0.4%、0.8%、1%、1.2%、1.5%、1.8%、2%等。
[0064]
示例性地,消泡剂可以选自如下试剂中的至少一种:埃夫卡公司的efka 7081、efka7082等,迪高公司的tego airex 920、tego airex 921、tego foamex 810、tego airex986、tego foamex n等,毕克公司的byk055、byk088、byk020、byk025等。
[0065]
此外,流平剂主要用于降低3d打印过程中组合物(墨水)的表面张力,改善墨水的流平性。上述组合物中,流平剂的质量比(即流平剂的质量与组合物的总质量的比值)可以为0.4-4%,例如0.4%、1%、1.5%、2%、2.5%、3%、3.5%、4%等。
[0066]
示例性地,流平剂选自如下试剂中的至少一种:迪高公司的tego wet 270、tego wet 500、tego rad 2010、tego rad 2011、tego rad 2100、tego rad 2200、tego glide450等,毕克公司的byk 333、byk 377、byk1798、byk-uv3530、byk-uv3575、byk-uv3535等。
[0067]
具体地,上述组合物中,助剂的质量比(3-10%)是指助剂的质量与组合物的总质量的比值,当助剂有多种时,该助剂的质量比(3-10%)是指这些助剂的质量之和与组合物的总质量的比值,例如,助剂由上述稳定剂、流平剂和消泡剂组成,则该助剂的质量比(3-10%)是指稳定剂、流平剂和消泡剂的质量之和与组合物的总质量的比值。示例性地,上述组合物中,助剂的质量比为3%、4%、5%、6%、7%、8%、9%、10%等。
[0068]
一般情况下,上述三维成型用透明材料组合物可以在较低工作温度(如40-60℃)下进行喷墨打印,其在室温(如25℃左右)下的粘度为30-90cp,例如30cp、40cp、50cp、60cp、70cp、80cp、90cp等,在40-60℃(工作温度)下的粘度为6-16cp,例如6cp、8cp、10cp、12cp、14cp、16cp等,在40-60℃下的表面张力为15-35mn/m,例如15mn/m、18mn/m、20mn/m、22mn/m、25mn/m、28mn/m、30mn/m、32mn/m、35mn/m等。
[0069]
如上所述,采用上述组合物进行3d打印,可以提高3d物体的透光率、折射率、光学一致性、光泽度等性能,研究显示,采用上述组合物打印而成的3d物体(例如为10mm
×
10mm
×
10mm的立方块),其色度不大于100,水平方向的透光率不小于94%,层叠方向上的透光率不小于92%,水平方向(水平方向与层叠方向垂直)的折射率不小于1.49,层叠方向上的折射率不小于1.51。
[0070]
具体实施时,上述组合物的制备过程可以包括:可以将光固化组分((甲基)丙稀酸酯类低聚物和(甲基)丙烯酸酯类单体)、光引发剂(第一光引发剂和第二光引发剂)、助剂等成分按照配比混合,制成上述组合物。
[0071]
在本技术的一优选实施方式中,上述三维成型用透明材料组合物的制备方法包括:将(甲基)丙烯酸酯类低聚物、(甲基)丙烯酸酯类单体、助剂混合,得到第一混合物;使光引发剂溶于第一混合物中,得到第二混合物;对第二混合物进行过滤,收集滤液,得到三维成型用透明材料组合物。
[0072]
其中,过滤的过程可以包括:使第二混合物经第一滤膜进行第一级过滤后,再经第
二滤膜进行第二级过滤,第一级滤膜的孔径大于第二级滤膜的孔径,这样,通过逐级过滤的方式,使前一次过滤的滤膜(第一滤膜)的孔径大于后一次过滤的滤膜(第二滤膜)的孔径,可以提高组合物的稳定性,利于组合物在3d打印过程中的液化和喷射,提高3d物体的制造良率。
[0073]
此外,第二滤膜的孔径一般小于3d喷墨打印过程中用于喷墨的打印喷头的喷孔的孔径。
[0074]
其中,上述第一滤膜、第二滤膜分别为微孔滤膜,第一滤膜的孔径具体可以为0.4-1μm,例如0.4μm、0.45μm、0.5μm、0.6μm、0.7μm、0.8μm、0.9μm、1μm等,第二滤膜的孔径具体可以为0.2-0.35μm,例如0.2μm、0.22μm、0.25μm、0.3μm、0.35μm等。
[0075]
可选地,第一滤膜可以包括玻璃纤维膜,第二滤膜可以包括聚丙烯膜(pp膜)。
[0076]
此外,上述制备过程还包括对滤液进行脱气处理,得到三维成型用透明材料组合物。通过脱气处理,可以使优化组合物在使用过程中的流畅性,避免因气泡的干扰而引起打印断线等情况,提高3d物体的成型精度。
[0077]
其中,脱气处理的时间一般不低于1h,具体可以为1-3h,例如1h、1.5h、2h、2.5h、3h等。
[0078]
具体地,脱气处理的操作方式可以包括减压脱气、常压脱气、加热脱气中的一种,这些操作方式均可以按照本领域常规工序操作,不再赘述。
[0079]
可以理解,组合物的制备在光引发剂的吸收光波长范围之外的环境下进行,避免其中的光引发剂被引发而导致组合物固化。
[0080]
本技术实施例提供的组合物通过上述混合、过滤等步骤即可制成,操作简单易行,不仅能够形成稳定的透明材料组合物,还能够保证组合物的液化、喷射等性能,便于组合物的使用,尤其适用于3d打印工艺。
[0081]
本技术的一实施方式还提供一种三维物体成型方法,包括:采用上述三维成型用透明材料组合物或通过上述制备方法制得的三维成型用透明材料组合物进行打印成型,制得三维物体(即3d物体)。
[0082]
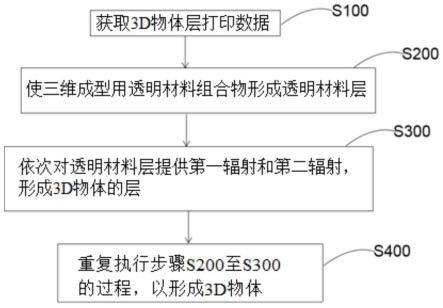
具体地,如图1和图2所示,打印成型的过程包括:s200、使三维成型用透明材料组合物形成透明材料层;s300、依次对透明材料层提供第一辐射和第二辐射,形成3d物体的层;其中,第一辐射为第一光引发剂的紫外吸收光,第二辐射为第二光引发剂的紫外吸收光;s400、重复执行步骤s200至s300的过程,使形成的多个3d物体的层逐层叠加以形成三维物体,即重复形成3d物体的层并逐层叠加以形成3d物体。
[0083]
其中,打印成型方式具体可以是3d喷墨打印。
[0084]
一般情况下,根据3d物体层打印数据进行3d打印,具体实施时,还包括:s100、获取3d物体层打印数据。
[0085]
一般可将待打印的3d物体的模型数据进行切片分层和数据处理后得到层打印数据,层打印数据是表征3d物体横截面的数据,对3d物体进行切片分层和数据处理后即可得到至少一个层打印数据,全部层打印数据逐层叠加即可得到该3d物体的数字模型,本技术可采用本领域中三维物体打印过程中层打印数据的任一常规获取方法,对此不作特别限制,举例来说,3d物体打印之前,获取3d物体的模型数据,并对模型数据进行数据格式转换,如转换成stl格式、ply格式、wrl格式等能够被切片软件识别的格式,使用切片软件对模型
进行切片分层处理得到切片层数据,以及使用数据处理器对切片层数据进行数据处理,得到层打印数据,层打印数据具体可以包括表示物体形状的信息和/或表示物体颜色的信息等。
[0086]
步骤s200中,根据3d物体层打印数据喷射上述组合物,以使组合物形成透明材料层。
[0087]
步骤s300中,依次对透明材料层提供第一辐射和第二辐射,以使透明材料层固化,形成3d物体的层。具体地,第一辐射的紫外辐射波长低于第二辐射的紫外辐射波长,先对由上述组合物形成的透明材料层施加第一辐射,透明材料层受到第一辐射的照射,其中的第一光引发剂被激活产生自由基,自由基引发光固化组分发生固化反应,进行不完全固化,形成非流动的部分固化状态,防止喷射的组合物墨滴横向流动,提高墨滴落点准确性;之后,再施加第二辐射,处于非流动态的透明材料层受到第二辐射照射,其中的第二光引发剂被激活产生自由基,自由基引发光固化组分进一步固化(即进一步引发其中的(甲基)丙烯酸酯类单体、和/或(甲基)丙烯酸酯类低聚物、以及施加第一辐射过程中由该些光固化组分固化产生的共聚物等发生聚合物反应),形成3d物体的层(固化产物)。
[0088]
此外,如图2所示,步骤s200后,还包括对透明材料层进行校平的步骤s201,经校平之后,再进行步骤s300。通过对透明材料层进行校平,可以移除透明材料层表面多余的材料,利于透明材料层表面均匀性,提高透明材料层的精度,从而进一步提高3d物体的精度。
[0089]
如上所述,通过分时段对透明材料层进行不同波长的辐射,使透明材料层同一区域的第一光引发剂和第二光引发剂在不同时段被激活,从而使组合物分时段进行不同程度的固化,可提高3d物体的打印精度,使3d物体的层具有良好的支撑强度,可以支撑后续重复步骤s200至s300的过程中形成的透明材料层,并与后续过程形成的3d物体的层具有良好的结合强度,提高3d物体的透光率、透明度、折射率、光学一致性等性能。
[0090]
由此,本技术实施例提供的3d物体由上述三维成型用透明材料组合物经3d打印而成,具体可以通过上述三维物体成型方法制得,该3d物体具有透光率高、透明度高、折射率高、光学性质均一等性质,研究显示,其色度不大于(小于或等于)100,水平方向的透光率不小于(大于或等于)94%,层叠方向上的透光率不小于92%,水平方向的折射率不小于1.49,层叠方向上的折射率不小于1.51,可作为眼镜镜片材料或其他对折射率要求较高的光学镜片材料等用途。
[0091]
本技术实施例还提供一种三维物体成型装置,用于对上述三维成型用透明材料组合物进行成型,具体可以实施上述三维物体的成型方法,以对上述组合物进行成型,制成三维物体。
[0092]
在一实施方式中,如图3所示,上述三维物体成型装置包括支撑平台7、供料部、第一辐射源9和第二辐射源10。其中,支撑平台7用于承载透明材料层8,供料部用于使三维成型用透明材料组合物6在支撑平台7上形成透明材料层8,第一辐射源9用于对透明材料层8提供第一辐射;第二辐射源10用于对透明材料层8提供第二辐射。
[0093]
供料部可以包括打印头3(或称分配器),用于向支撑平台7上喷射组合物6以形成透明材料层8,打印头3的数量为至少一个,即可以是一个或多个。其中,打印头3具体可以包括单通道打印头3和/或多通道打印头3。
[0094]
具体地,在3d喷墨打印过程中,打印头3将组合物6形成的墨滴喷射于支撑平台7
上,形成透明材料层8。
[0095]
第一辐射源9提供的第一辐射的紫外辐射波长小于第二辐射源10提供的第二辐射的紫外辐射波长,例如,第一辐射源9提供辐射波长为200-280nm的第一辐射,第二辐射源10提供辐射波长为330-410nm的第二辐射,第一辐射、第二辐射分别可以是紫外发光二极管(uv led)等能够提供上述辐射的发光器件,例如uv led灯。
[0096]
第一辐射源9的的数量可以为多个,例如为两个,一般在打印头3的相对两侧(如图3中打印头3的左侧和右侧)均存在第一辐射源9,例如,当第一辐射源9的数量为两个时,该两个第一辐射源9分别设于打印头3的相对两侧。
[0097]
具体实施时,通过打印头3向支撑平台7上喷射组合物6形成透明材料层8后,第一辐射被开启,向透明材料层8提供第一辐射,激发第一光引发剂释放自由基,自由基引发其中的光固化组分发射聚合反应,形成非流动的部分固化状态,其中,位于打印头3相对两侧的第一辐射源9不同时开启,具体来说,当打印头3向左移动时,位于打印头3右侧的第一辐射源9被开启,当打印头3向右移动时,位于打印头3左侧的第一辐射源9被开启。透明材料层8被第一辐射源9照射之后,第二辐射源10被开启,对经第一辐射源9照射之后的部分固化透明材料层8提供第二辐射,激发其中的第二光引发剂释放自由基,从而引发光固化组分进一步固化,形成3d物体的层。
[0098]
具体地,上述装置包括本体5,本体5围设成腔室,支撑平台7、供料部、第一辐射源9、第二辐射源10设于腔室内。
[0099]
其中,第二辐射源10可以安装于本体5上,例如安装于腔室的顶部。
[0100]
上述装置还包括字车4,字车4位于腔室内,例如可移动的位于本体5围设成的腔室内,在一些具体实施例中,上述装置还包括位于腔室内的横梁,横梁固定于本体5上,字车4可移动安装于横梁上。
[0101]
其中,第一辐射源9、打印头3均分别安装于字车4上,打印过程中,字车4带动打印头3移动,打印头3向支撑平台喷射组合物6形成的墨滴,以在支撑平台上形成透明材料层,依次通过第一辐射源和第二辐射源照射后,使透明材料层在不同时段进行不同程度的固化,最终形成3d物体的层。具体地,如图3所示,打印过程中,支撑平台在水平方向上不移动,字车4可以带动打印头3相对于支撑平台7在扫描方向上匀速移动。
[0102]
其中,支撑平台例如为方形,如长方形或正方形,但不局限于此,也可以根据需要设计为其他规则或不规则的形状。
[0103]
上述供料部还包括容器1和墨管2,容器1、墨管2、打印头3依次连通,容器1用于存储上述组合物6,并将组合物6通过墨管2输送至打印头3,以通过打印头3将组合物6喷射于支撑平台7上形成透明材料层8。
[0104]
此外,打印头3与支撑平台7之间可以在第一方向上相对移动,该第一方向平行于所需打印的3d物体的层的层叠方向,亦平行于沿打印头3至支撑平台7的方向(或平行于沿支撑平台7至打印头3的方向),具体可以为上述装置的高度方向/竖直方向(即图3中的z方向),由此,在透明材料层8后,打印头3与支撑平台7在第一方向上相对移动,以增大二者在第一方向上的相对距离,使二者之间具有足够的空间容纳新的透明材料层8,以连续形成3d物体的层,使这些层逐层叠加形成3d物体。
[0105]
在一些具体实施例中,如图3所示,上述装置还包括与支撑平台7相连的升降部件
13,升降部件13用于改变支撑平台7与打印头3在第一方向上的相对距离,具体可以带动支撑平台7在第一方向上相对于打印头3下移一定距离,以增大二者在第一方向上的相对距离,使二者之间具有足够的空间容纳新的透明材料层8,以连续形成3d物体的层,使这些层逐层叠加形成3d物体。
[0106]
具体地,升降部件13与打印头3位于支撑平台7的相对两侧,如图3所示,升降部件13位于支撑平台7的下侧,打印头3、第一辐射源9、第二辐射源10、字车4等部件位于支撑平台7的上侧。
[0107]
上述装置还包括校平部件11,用于对透明材料层8进行校平。校平部件11例如设于打印头3和第一辐射源9之间。
[0108]
其中,校平部件11可以包括校平棍,通过校平棍的旋转作用带走分配至支撑平台7上的多余的组合物6,以提高透明材料层8的精度,从而提高3d物体的成型精度。
[0109]
在另一种具体实施方式中,上述三维成型装置的结构如图4所示,与上述图3中的三维物体成型装置的区别在于,图4的三维物体成型装置中,支撑平台7是旋转平台,其例如为圆形。在打印过程中,支撑平台7沿其周向顺时针或逆时针(如图4中的环绕支撑平台7的箭头方向)旋转,一般匀速旋转运动,字车4带动打印头3在平行于支撑平台7的径向方向上匀速移动并喷射组合物6形成的墨滴,校平部对喷射至支撑平台7上的组合物6进行校平,从而利于在支撑平台7上形成均匀的透明材料层8,在形成透明材料层8后,打印头3可以相对支撑平台7在z方向上向上移动一定距离,以使打印头3余支撑平台7之间具有足够的空间容纳新的透明材料层8。
[0110]
上述三维物体成型装置(如图3或图4所示的装置)还包括控制器12,控制器12具体可以位于腔室外,但不局限于此。供料部、第一辐射源9、第二辐射源10、升降机构等部件分别与控制器12连接,通过控制器12控制各部件执行相应操作,例如,控制容器1通过墨管2向打印头3供应组合物6;控制打印头3根据层打印数据向支撑平台7喷射组合物6形成透明材料层8;控制第一辐射源9对透明材料层8提供第一辐射以使透明材料层8进行部分固化,之后控制第二辐射源10对透明材料层8提供第二辐射以使透明材料层8进一步固化形成3d物体的层;控制支撑平台7沿其周向匀速旋转;在3d物体的层形成之后,控制支撑平台7与打印头3在第一方向上相对移动,例如,控制升降部件13带动支撑平台7在高度方向上移动,改变支撑平台7与打印头3的相对距离,或者,控制打印头3相对支撑平台7在z方向向上移动,以改变支撑平台7与打印头3的相对距离;以及控制重复执行步骤s200至s300的过程等。
[0111]
为使本发明的目的、技术方案和优点更加清楚,下面将结合具体实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0112]
实施例1
[0113]
1、组合物及其制备
[0114]
本实施例的组合物的组成见表1,按照表1示出的各组分用量,通过如下过程制得:
[0115]
(1)将(甲基)丙烯酸酯类低聚物、(甲基)丙烯酸酯类单体、稳定剂、消泡剂、流平剂置于玻璃容器中,采用搅拌器搅拌至混合均匀,得到第一混合物;
[0116]
(2)向第一混合物中加入光引发剂,继续搅拌至光引发剂完全溶解,得到第二混合
物;
[0117]
(3)采用孔径为0.45μm的玻璃纤维膜对上述第二混合物进行第一级过滤后,再采用孔径为0.22μm的pp膜进行第二级过滤,得到滤液;
[0118]
(4)脱气处理:在0.1mpa的真空度下,对上述滤液减压抽滤1h左右,以除去滤液中的气泡,得到组合物。
[0119]
表1组合物组成
[0120][0121]
2、3d物体成型
[0122]
采用上述组合物,使用如图3所示的三维成型装置进行3d打印,制得3d物体;其中,该装置可以由在型号sailner j500的打印机上组装第一辐射源与第二辐射源形成,其具体结构、以及打印过程参考前述,于此不再重复赘述。
[0123]
实施例2
[0124]
本实施例与实施例1的区别在于:组合物的组成见表2,组合物制备过程中,步骤(4)脱气处理采用常压脱气的方式,即在常温常压静置3小时,以除去滤液中的气泡,得到组合物;其余条件与实施例1相同。
[0125]
表2组合物组成
[0126][0127]
实施例3
[0128]
本实施例与实施例1的区别在于:组合物的组成见表3,组合物制备过程中,步骤(4)脱气处理采用加热脱气的方式,即在50℃下对滤液脱气30min,以除去滤液中的气泡,得到组合物;其余条件与实施例1相同。
[0129]
表3组合物组成
[0130][0131]a表示乙氧化双酚a二甲基丙烯酸酯带有20个乙氧基,两个苯环的取代基上各存在10个乙氧基。
[0132]
实施例4
[0133]
本实施例与实施例1的区别在于:组合物的组成见表4,组合物制备过程中,步骤(4)脱气处理过程中,在0.1mpa的真空度下,对滤液减压抽滤3h左右,以除去滤液中的气泡,得到组合物;其余条件与实施例1相同。
[0134]
表4组合物组成
[0135][0136]b表示乙氧化双酚a二甲基丙烯酸脂带有30个乙氧基,两个苯环的取代基上各存在15个乙氧基。
[0137]
实施例5
[0138]
本实施例与实施例1的区别在于:组合物的组成见表5;其余条件与实施例1相同。
[0139]
表5组合物组成
[0140][0141]c表示乙氧化双酚a二甲基丙烯酸酯带有10个乙氧基,两个苯环的取代基上各存在5个乙氧基。
[0142]
实施例6
[0143]
本实施例与实施例1的区别在于:组合物的组成见表6;其余条件与实施例1相同。
[0144]
表6组合物组成
[0145][0146]d表示乙氧化双酚a二甲基丙烯酸酯带有40个乙氧基,两个苯环的取代基上各存在20个乙氧基。
[0147]
实施例7
[0148]
本实施例与实施例1的区别在于:组合物的组成见表7;其余条件与实施例1相同。
[0149]
表7组合物组成
[0150][0151]
实施例8
[0152]
本实施例与实施例1的区别在于:组合物的组成见表8;其余条件与实施例1相同。
[0153]
表8组合物组成
[0154][0155]e表示乙氧化双酚a二甲基丙烯酸酯带有20个乙氧基,两个苯环的取代基上各存在10个乙氧基。
[0156]
实施例9
[0157]
本实施例与实施例1的区别在于:组合物的组成见表9;其余条件与实施例1相同。
[0158]
表9组合物组成
[0159][0160]
对比例1
[0161]
本实施例与实施例6的区别在于:(甲基)丙烯酸酯类单体为不含有苯环结构的低折射率单体,组合物的组成具体见表10;其余条件与实施例6相同。
[0162]
表10组合物组成
[0163][0164]
对比例2
[0165]
本对比例与实施例6的区别在于:只使用一种引发剂,组合物的组成具体见表11;其余条件与实施例6相同。
[0166]
表11组合物组成
[0167][0168]d表示乙氧化双酚a二甲基丙烯酸酯带有40个乙氧基,两个苯环的取代基上各存在20个乙氧基。
[0169]
对比例3
[0170]
本对比例与实施例6的区别在于:第一引发剂加入量过多,第二引发剂加入量过少,组合物的组成具体见表12;其余条件与实施例6相同。
[0171]
表12组合物组成
[0172][0173]d表示乙氧化双酚a二甲基丙烯酸酯带有40个乙氧基,两个苯环的取代基上各存在20个乙氧基。
[0174]
对比例4
[0175]
本对比例与实施例6的区别在于:第二引发剂采用阳离子引发剂,组合物的组成具体见表13;其余条件与实施例6相同。
[0176]
表13组合物组成
[0177][0178]d表示乙氧化双酚a二甲基丙烯酸酯带有40个乙氧基,两个苯环的取代基上各存在20个乙氧基。
[0179]
对比例5
[0180]
本对比例与实施例6的区别在于:稳定剂加入量过低,同时多出的稳定剂含量加入到了最后一个单体中,组合物的组成具体见表14;其余条件与实施例6相同。
[0181]
表14组合物组成
[0182][0183]d表示乙氧化双酚a二甲基丙烯酸酯带有40个乙氧基,两个苯环的取代基上各存在20个乙氧基。
[0184]
对比例6
[0185]
本对比例与实施例6的区别在于:稳定剂加入量过高,组合物的组成具体见表15;其余条件与实施例6相同。
[0186]
表15组合物组成
[0187][0188]d表示乙氧化双酚a二甲基丙烯酸酯带有40个乙氧基,两个苯环的取代基上各存在20个乙氧基。
[0189]
对比例7
[0190]
本对比例与实施例6的区别在于:带甲基的丙烯酸酯在(甲基)丙烯酸酯类单体中的占比为20%,组合物的组成具体见表16;其余条件与实施例6相同。
[0191]
表16组合物组成
[0192][0193]d表示乙氧化双酚a二甲基丙烯酸酯带有40个乙氧基,两个苯环的取代基上各存在20个乙氧基。
[0194]
对比例8
[0195]
本对比例与实施例6的区别在于:带甲基的丙烯酸酯在(甲基)丙烯酸酯类单体中的占比为100%,组合物的组成具体见表17;其余条件与实施例6相同。
[0196]
表17组合物组成
[0197]
[0198]d表示乙氧化双酚a二甲基丙烯酸酯带有40个乙氧基,两个苯环的取代基上各存在20个乙氧基。
[0199]
对上述各实施例和对比例中的组合物和3d物体进行性能测试,相关测试过程如下:
[0200]
1、粘度检测:采用dv-i数显粘度计,测试组合物在室温(25℃)和工作温度(约55℃)下的粘度;
[0201]
2、表面张力测试:采用bzy-1全自动表面张力仪,测试组合物在室温和工作温度(约55℃)下的表面张力;
[0202]
3、透光率测试:采用实施例1的三维成型装置,对上述组合物进行3d打印,打印成10mm*10mm*10mm的立方块(即3d物体),按照gb/t 2410-2008标准测试立方块的水平(xy)方向和层叠加(z)方向上的透光率;
[0203]
4、折射率测试:采用实施例1的三维成型装置,对上述组合物进行3d打印,打印20mm*8mm*4mm的方块,采用阿贝折射仪按照gb/t 2918-2018标准测试方块的折射率;
[0204]
5、流畅性测试:采用实施例1的三维成型装置,将上述组合物在55℃下持续打印4小时,测试打印前后喷头的出墨情况,打印前后断线不超过10根,即打印流畅性测试结果记为ok(即通过测试),否则记为ng(即流畅性较差,未通过测试);
[0205]
6、收缩率测试:采用比重瓶法,以水为参比,在25℃下测定组合物固化前的密度ρ1、以及其完全固化后的密度ρ2,按照下式计算体积收缩率:
[0206][0207]
表18各实施例的组合物及3d物体的性能参数
[0208][0209]
表19各对比例的组合物及3d物体的性能参数
[0210][0211]
由此,上述实施例的组合物至少具有如下优势:
[0212]
(1)上述实施例的3d物体具有良好的透光率、较高的折射率等性能,尤其是实施例1-9,其3d物体xy水平方向上的透光率高于94%,z方向的透光率高于92%,折射率高于1.49,表现出更为优异的透明度光学一致性、表面清晰度均匀性、以及高光泽度等性能;同时,实施例的3d物体还具有收缩率低、墨水流畅性好等特点,打印的3d物体不会翘曲变形。
[0213]
(2)实施例6与对比例1相比,实施例6的组合物中的烯酸酯类单体带有苯环结构,制成的3d物体不仅具有良好的透光率、流畅性等性能,还具有更好的折射率,表现出更好的光学性能;
[0214]
(3)对比例2的组合物中的光引发剂仅有第二光引发剂,而不含有第一光引发剂,与对比例2相比,实施例6的组合物同时含有第一光引发剂和第二光引发剂,所制得的3d物体在z方向的透光率等性能明显优于对比例2所制得的3d物体;
[0215]
(4)对比例3的组合物中,光引发剂中的第一光引发剂质量比高达80%,与对比例3相比,实施例6的组合物中第一光引发剂含量适宜,所制得的3d物体在xy水平方向上和z方向的透光率等性能明显优于对比例3所制得的3d物体;
[0216]
(5)对比例4的组合物中,第二光引发剂采用阳离子光引发剂,而非自由基光引发剂,与对比例4相比,实施例6的第一光引发剂和第二光引发剂均为自由基引发剂,所制得的3d物体在xy水平方向上和z方向上的透光率等性能优于对比例4所制得的3d物体;
[0217]
(6)与对比例5和对比例6相比,实施例6的组合物中的稳定剂等组分含量适宜,所制得的3d物体在xy水平方向上和z方向的透光率等性能优于对比例5和对比例6的3d物体;
[0218]
(7)对比例7中,甲基丙烯酸酯单体的质量占烯酸酯类单体总质量的20%,对比例8中,甲基丙烯酸酯类单体的质量占烯酸酯类单体总质量的100%(即烯酸酯类单体全部是甲基丙烯酸酯类单体,而不含丙烯酸酯类单体),与对比例7和对比例8相比,实施例6的组合物中的甲基丙烯酸酯和丙烯酸酯含量适宜,所制得的3d物体在xy水平方向上和z方向的透光率等性能优于对比例7和对比例8所制得的3d物体。
[0219]
此外,采用图4的三维物体成型装置(图4与图3的三维物体成型装置的结构以及相应打印流程的区别之处参见前述,于此不再赘述),分别实施上述实施例1-9和对比例1-8,结果与上述采用图3的三维物体成型装置实施结果类似,不再赘述。
[0220]
以上对本发明的实施方式进行了说明。但是,本发明不限定于上述实施方式。凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
