1.本技术涉及金属外观件生产技术领域,尤其是涉及抗磨损耐腐蚀复合金属外观件生产组装加工系统。
背景技术:
2.复合金属是指在一层金属上覆以另外一种金属,如在金属表面覆以钛合金,使得金属的防腐性能、抗磨损能力均有所提高,进而使用复合金属生产加工的产品的抗磨损、耐腐蚀的性能均实现进一步提高。用复合金属生产加工的外观件通常称为金属外观件,金属外观件包括金属徽章、金属肩章和金属胸章等,金属外观件多用于装饰。
3.相关技术中,金属胸章包括金属板和连接环,金属板经冲压机冲压后成型,随后操作工人手持夹具将成型后的金属板从冲压机上取下,移动至切割机床上对金属板上多余的废料进行切割。而后操作工人将切割完成后的金属板从切割机床上取下,再将连接环与切割完成后的金属板通过钎焊的加工方式进行连接。
4.针对上述中的相关技术,发明人认为存在有如下缺陷:在金属胸章加工成型的整个过程中,多次需要人工操作拿取,效率较低,自动化程度较低。
技术实现要素:
5.为了改善上述问题,本技术提供抗磨损耐腐蚀复合金属外观件生产组装加工系统。
6.本技术提供的抗磨损耐腐蚀复合金属外观件生产组装加工系统采用如下的技术方案:一种抗磨损耐腐蚀复合金属外观件生产组装加工系统,包括胸章本体,所述胸章本体包括装饰板和连接环,所述连接环与装饰板固定连接,包括冲压装置、加工装置、落料装置和移送装置,所述冲压装置用于对装饰板进行冲压加工,所述加工装置用于使连接环和装饰板连接,所述落料装置用于切割装饰板上的废料,所述移送装置用于将装饰板移送至加工装置以及落料装置处。
7.通过采用上述技术方案,冲压装置将装饰板冲压完成后,移动装置启动,将装饰板移送至加工装置处,便于装饰板与连接环进行钎焊连接,钎焊连接完成后,移送装置继续携带装饰板和连接环同步移动至落料装置,而后落料装置对装饰板进行切割,使废料与加工成型的胸章本体分离,提高了胸章本体加工过程的流畅度,进而提高生产加工的效率,使生产组装加工系统的自动化进一步提高。
8.优选的,所述冲压装置包括主冲压组件,所述主冲压组件包括冲压台和冲压块,所述冲压台上设有第一模块,所述第一模块上开设有第一成型槽,所述冲压块沿重力方向靠近或远离第一模块移动,所述冲压块上朝向第一模块的一侧设有第一成型凸起,所述第一成型凸起和第一成型槽轮廓一致。
9.通过采用上述技术方案,未经加工的装饰板放置于第一模块上,冲压块朝向第一
模块移动,第一成型凸起与第一成型槽相互配合,将装饰板的轮廓初步冲压成型。
10.优选的,所述冲压装置包括副冲压组件,所述副冲压组件包括驱动电机、传动件和标记压块,所述第一模块上设有第二模块,所述第二模块沿重力方向相对第一模块移动,所述驱动电机用于驱动传动件转动,所述传动件与标记压块啮合,所述标记压块靠近或远离第二模块移动。
11.通过采用上述技术方案,装饰板初步冲压成型后,第二模块相对第一模块向下移动,为装饰板上的细部成型让出空间;驱动电机驱动传动件带动标记压块转动,而后冲压气缸驱动标记压块朝向靠近第二模块移动,标记压块与第二模块配合,对装饰板做进一步细部的冲压加工,使得装饰板完成冲压。
12.优选的,所述传动件包括驱动齿轮和齿轮组,所述驱动齿轮同轴固定连接于驱动电机的输出轴,所述齿轮组与驱动齿轮啮合,所述齿轮组与标记压块啮合。
13.通过采用上述技术方案,驱动电机启动,驱动电机的输出轴带动驱动齿轮转动,驱动齿轮驱动齿轮组转动,进而实现标记压块的转动。
14.优选的,所述冲压装置还包括冲压电机,所述冲压电机的输出轴与冲压块连接,所述冲压电机驱动冲压块转动,所述副冲压组件设于冲压块内,所述标记压块设于冲压块上且位于第一成型凸起相邻的一侧表面。
15.通过采用上述技术方案,主冲压组件对装饰板做初步冲压后,由于副冲压组件设于冲压块内,标记压块设于第一成型凸起的相邻的一侧,冲压电机的输出轴驱动冲压块转动,冲压块转动带动副冲压组件转动,使得标记压块转动至朝向第二模块的一侧,便于标记压块与第二模块配合,对装饰板做进一步冲压。
16.优选的,所述加工装置包括操作台、夹持件和钎料加工件,所述操作台用于放置装饰板,所述夹持件用于夹持连接环,所述夹持件靠近或远离操作台移动,所述钎料加工件用于使连接环和装饰板连接。
17.通过采用上述技术方案,装饰板放置于操作台上,夹持件夹持连接环靠近装饰板移动,当连接环移动至对应位置后,钎料加工件开始工作,对连接环和装饰板进行钎焊加工。
18.优选的,所述落料装置包括承接台和切割刀具,所述承接台用于放置装饰板,所述切割刀具沿重力方向靠近或远离承接台移动,所述切割刀具用于切割装饰板上的废料。
19.通过采用上述技术方案,装饰板与连接环连接完成后,移动至承接台上,切割刀具启动并朝向承接台移动,并对装饰板四周的金属废料进行切割。
20.优选的,所述移送装置包括移送座和伸缩组件,所述移送座设于冲压装置的一侧,所述伸缩组件包括伸缩气缸和承托夹板,所述伸缩气缸设于移送座,所述承托夹板与伸缩气缸的活塞杆连接,所述伸缩气缸用于驱动承托夹板沿水平方向靠近或远离装饰板移动,所述装饰板与承托夹板抵接。
21.通过采用上述技术方案,装饰板冲压完成后,移送装置启动,伸缩气缸驱动承托夹板靠近装饰板移动,并对装饰板形成夹持的趋势,便于装饰板与冲压台分离。
22.优选的,所述移送装置还包括升降块,所述升降块相对移送座沿重力方向滑移,所述伸缩组件设于升降块上。
23.通过采用上述技术方案,承托夹板移动至相应位置后,升降块携带承托夹板向上
移动,使承托夹板与装饰板板面相抵,并携带装饰板向上移动,使装饰板与冲压台完成分离,便于装饰板向加工装置移动。
24.优选的,所述移送装置还包括横移块,所述横移块沿水平方向滑移连接于移送座,所述升降块相对横移块滑移。
25.通过采用上述技术方案,装饰板与冲压台分离,横移块携带升降块和伸缩组件同步横移,进而携带装饰板横移至加工装置处;升降块下降,便于将装饰板放置于操作台上,而后承托夹板收缩与装饰板分离,为切割刀具对装饰板进行切割让出空间。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过冲压装置、加工装置、落料装置和移送装置的设置,冲压装置将装饰板冲压完成后,移动装置将装饰板移送至加工装置处,便于装饰板与连接环进行钎焊连接;钎焊连接完成后,移送装置继续携带装饰板和连接环同步移动至落料装置,而后落料装置对装饰板进行切割,使废料与加工成型后的胸章本体分离,提高了胸章本体加工过程的流畅度,进而提高生产加工的效率,使生产组装加工系统的自动化进一步提高;2.通过伸缩组件、升降块和横移块的设置,装饰板冲压完成后,移送装置启动,伸缩气缸驱动承托夹板靠近装饰板移动,并对装饰板形成夹持的趋势,升降块携带承托夹板向上移动,使承托夹板与装饰板板面相抵,继续移动,使装饰板与冲压台完成分离;横移块携带升降块和伸缩组件同步横移,进而携带装饰板横移至加工装置处;升降块下降,便于将装饰板放置于操作台上,而后承托夹板收缩与装饰板分离,便于进行钎焊连接;移送装置再次运行,将装饰板和连接环同步移送至切割装置处,实现胸章本体加工过程的自动化,提高加工效率。
附图说明
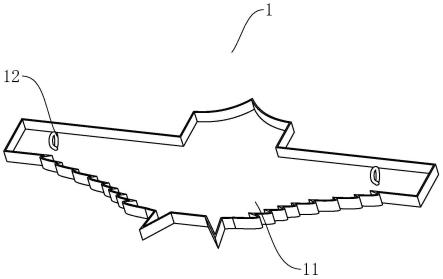
27.图1是本技术实施例中用于体现胸章本体的结构示意图。
28.图2是本技术实施例中用于体现生产组装加工系统的整体结构示意图。
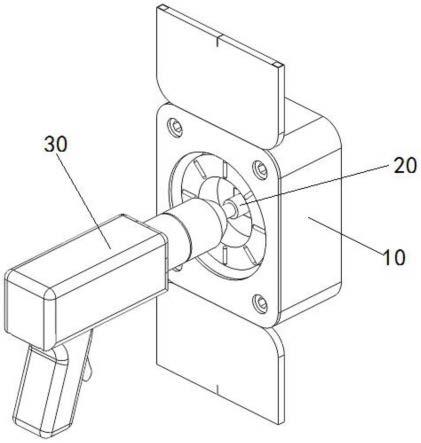
29.图3是本技术实施例中用于体现主冲压组件的结构示意图。
30.图4是本技术实施例中用于体现副冲压组件与主冲压组件之间的位置关系示意图。
31.图5是本技术实施例中用于体现传动件内的具体结构之间的位置关系、连接关系示意图。
32.图6是本技术实施例中用于体现移送装置的结构示意图。
33.图7是本技术实施例中用于体现加工装置的结构示意图。
34.图8是本技术实施例中用于体现落料装置的结构示意图。
35.附图标记说明:1、胸章本体;11、装饰板;12、连接环;2、冲压装置;21、冲压连接件;211、容纳槽;212、检测块;22、冲压电机;23、主冲压组件;231、冲压台;2311、支撑柱;2312、第一模块;2313、第一成型槽;2314、第二模块;2315、第一移动槽;232、支撑板;233、冲压气缸;234、冲压块;2341、第一成型凸起;2342、放置槽;24、副冲压组件;241、驱动电机;2411、限位块;2412、驱动齿轮;2413、第一转动轮;2414、第二转动轮;2415、第三转动轮;2416、第一转动带;2417、第二转动带;2418、第三转动带;242、齿轮组;2420、第一连接轮;2421、第二连接轮;2422、第三连接轮;243、转动套筒;2431、第四传动轮;244、第一传动轮;2441、第二
传动轮;2442、第三传动轮;245、标记压块;3、移送装置;31、移送座;311、横移槽;32、横移块;321、升降槽;33、升降块;34、伸缩组件;341、伸缩气缸;342、承托夹板;4、加工装置;41、操作台;411、操作槽;412、第二移动槽;42、夹持件;5、落料装置;51、承接台;511、落料通孔;52、承接板;53、切割气缸;54、切割刀具;55、接料箱。
具体实施方式
36.以下结合附图1-8对本技术作进一步详细说明。
37.本技术实施例公开抗磨损耐腐蚀复合金属外观件生产组装加工系统,如图1和2所示,包括胸章本体1、冲压装置2、加工装置4、落料装置5和移送装置3,胸章本体1包括装饰板11和连接环12,冲压装置2用于对装饰板11进行冲压加工,加工装置4用于使连接环12和装饰板11连接,落料装置5用于切割装饰板11四周的废料,移送装置3用于将装饰板11移送至加工装置4以及落料装置5处,提高整个生产组装加工系统的自动化程度,减少人工拿取的操作环节,提高生产加工效率。
38.如图2和3所示,冲压装置2包括冲压连接件21、冲压电机22和主冲压组件23,主冲压组件23包括冲压台231、支撑板232、冲压气缸233和冲压块234,冲压台231上固定连接有若干支撑柱2311,支撑柱2311远离冲压台231的一端与支撑板232固定连接,冲压气缸233的缸体固定连接于支撑板232背离冲压台231的一侧,冲压气缸233的活塞杆穿过支撑板232并与冲压连接件21固定连接。冲压台231上固定连接有第一模块2312,第一模块2312上开设有第一成型槽2313。冲压连接件21开设有容纳槽211,冲压电机22固定连接于冲压连接件21背离容纳槽211的一侧壁,冲压电机22的输出轴穿过冲压连接件21并伸入容纳槽211内,冲压电机22的输出轴的一端与冲压块234固定连接,冲压块234位于容纳槽211内。冲压块234朝向第一模块2312的一侧表面固定连接有第一成型凸起2341,第一成型凸起2341与第一成型槽2313的轮廓一致。
39.如图3和4所示,冲压装置2还包括副冲压组件24,冲压块234内开设有放置槽2342,放置槽2342的槽口开设于与第一成型凸起2341相邻的一侧,副冲压组件24包括驱动电机241和传动件,驱动电机241固定连接于冲压块234背离放置槽2342的一侧表面。冲压电机22的输出轴上固定连接有限位块2411,冲压连接件21上且位于容纳槽211的槽壁固定连接有检测块212,检测块212与驱动电机241电连接。冲压电机22运行时,冲压电机22的输出轴带动限位块2411转动,限位块2411转动至与检测块212相抵,检测块212检测到压力时向驱动电机241传递信号,驱动电机241启动。
40.如图4和5所示,副冲压组件24还包括标记压块245,本实施例中,标记压块245设有三个,单个标记压块245包括0-9的数字凸起。第一模块2312上设有第二模块2314,第二模块2314沿重力方向相对第一模块2312移动,第二模块2314与标记压块245相配合,冲压时,对应的数字凸起与第二模块2314配合,可使装饰板11上成型有对应的数字编号。传动件包括驱动齿轮2412和齿轮组242,齿轮组242包括第一连接轮2420、第二连接轮2421和第三连接轮2422。驱动齿轮2412同轴固定连接于驱动电机241的输出轴上,驱动电机241的输出轴上固定连接有第一转动轮2413,第一转动轮2413上啮合有第一转动带2416,第一转动带2416上啮合有一个标记压块245;驱动齿轮2412啮合有第一连接轮2420,第一连接轮2420上同轴固定连接有第一传动轮244,第一传动轮244啮合有第二连接轮2421,第二连接轮2421同轴
固定有第二传动轮2441,第二传动轮2441啮合有第三连接轮2422,第三连接轮2422同轴固定连接有第三传动轮2442,第三传动轮2442上同轴固定连接有第二转动轮2414,第二转动轮2414上啮合有第二转动带2417,第二转动带2417上啮合有标记压块245;驱动电机241的输出轴外同轴转动连接有转动套筒243,转动套筒243外同轴固定连接有第四传动轮2431,第三传动轮2442与第四传动轮2431啮合,转动套筒243上还同轴连接有第三转动轮2415,第三转动轮2415上啮合有第三转动带2418,第三转动带2418上啮合有标记压块245。
41.冲压电机22每转动一次均会触发检测块212,由此冲压电机22转动一次便驱动驱动电机241转动一次,驱动电机241驱动第一转动轮2413带动标记压块245沿0-9的顺序转动一圈,第二转动轮2414带动标记压块245沿0-9的顺序转动一个,第二转动轮2414带动标记压块245沿0-9的顺序转动一圈,第三转动轮2415带动标记压块245沿0-9的顺序转动一个。多个齿轮相互啮合传动,使三个标记压块245不断转动并变换相对位置,实现每个装饰板11冲压形成的数字标记编号均不相同。
42.将装饰板11放置于冲压台231的第一模块2312上,启动冲压气缸233,冲压气缸233的活塞杆伸出驱动冲压连接件21向下移动,冲压连接件21带动冲压块234向第一模块2312移动,携带第一成型凸起2341朝向第一朝向槽移动,使得装饰板11的外轮廓冲压成型;而后冲压电机22启动,冲压电机22的输出轴转动驱动冲压块234转动,转动至标记压块245朝向第二模块2314的一侧,与此同时第二模块2314相对第一模块2312向下移动,为装饰板11的变形让出空间。转动完成后,驱动电机241启动,驱动标记压块245转动,转动至相应的数字块的位置后停止转动。而后冲压气缸233再次启动,驱动标记压块245朝向第二模块2314移动,并与第二模块2314相互配合,进一步对装饰板11进行冲压。
43.如图1和6所示,移送装置3包括移送座31、横移块32、升降块33和伸缩组件34,移送座31设于冲压装置2的一侧,横移滑台固定连接于移送座31上开设有横移槽311,横移块32放置于横移槽311内并沿横移槽311移动。横移块32开设有升降槽321,升降块33放置于升降槽321内并沿升降槽321移动。伸缩组件34包括伸缩气缸341和承托夹板342,伸缩气缸341的缸体固定连接于升降块33上,承托夹板342固定连接于伸缩气缸341的活塞杆上。横移块32和升降块33内均内置有驱动源,图中未示出。
44.装饰板11冲压完成后,伸缩气缸341启动,驱动承托夹板342朝向装饰板11移动。为了便于承托夹板342对装饰板11进行夹持,第一模块2312上开设有第一移动槽2315,承托夹板342伸入第一移动槽2315内,使得装饰板11位于承托夹板342之间形成的空间。而后升降块33带动承托夹板342向上移动,承托夹板342的板面与装饰板11抵接,继续向上移动,使装饰板11与第一成型槽2313分离。横移块32带动升降块33沿横移槽311移动,移动至加工装置4处。
45.如图1、6和7所示,加工装置4包括操作台41、夹持件42、移动驱动源和钎料加工件(移动驱动源和钎料加工件图中未示出),操作台41上开设有操作槽411和第二移动槽412,第二移动槽412的槽口与操作槽411连通,移送装置3将装饰板11移送至操作台41上后,承托夹板342下降并移动插入第二移动槽412内,直至装饰板11与操作槽411的槽底相抵,操作槽411的槽壁对装饰板11进行限位;伸缩气缸341的活塞杆收缩,带动承托夹板342移离第二移动槽412。移动驱动源驱动夹持件42夹持连接环12并靠近操作台41移动,而后钎料加工件与装饰板11和连接环12接触,并对二者进行钎焊加工。
46.连接环12与装饰板11钎焊完成后,伸缩气缸341启动驱动承托夹板342伸入第二移动槽412内,升降块33向上移动带动胸章本体1与操作槽411分离。而后横移块32继续携带胸章本体1横移,移动至落料装置5处。
47.如图8所示,落料装置5包括承接台51、承接板52、切割气缸53、切割刀具54和接料箱55,承接台51上开设有落料通孔511,落料通孔511与接料箱55连通。切割刀具54的轮廓与落料通孔511的孔口轮廓一致。横移块32携带胸章本体1移动至承接台51上,装饰板11四周的废料与承接台51的台面抵接,并将装饰板11放置于落料通孔511的孔口处。切割气缸53固定连接于承接板52上,切割气缸53的活塞杆穿过承接板52,并与切割刀具54固定连接。胸章本体1放置完成后,启动切割气缸53驱动切割刀具54对装饰板11进行切割,使得胸章本体1与废料分离。胸章本体1沿落料通孔511进入接料箱55内,胸章本体1加工组装完成。
48.本技术实施例抗磨损耐腐蚀复合金属外观件生产组装加工系统的实施原理为:未经加工的装饰板11放置于第一模块2312上,启动冲压气缸233并驱动冲压块234朝向第一模块2312移动,第一成型凸起2341与第一成型槽2313配合,对装饰板11进行初步的轮廓形状冲压。而后第二模块2314相对第一模块2312向下移动;冲压电机22启动,冲压电机22的输出轴驱动冲压块234转动同时带动限位块2411转动。检测块212与限位块2411配合,检测块212检测到压力后向驱动电机241传递信号并启动驱动电机241,驱动电机241带动驱动齿轮2412转动,进而实现标记压块245的转动。冲压气缸233再次启动,驱动冲压块234朝向装饰板11移动,使得标记压块245朝向第二模块2314移动,对装饰板11做进一步冲压成型,使得若干个装饰板11上成型有均不相同的数字编号。
49.装饰板11冲压完成后,伸缩气缸341启动驱动承托夹板342朝向装饰板11移动。承托夹板342伸入第一移动槽2315内,升降块33带动承托夹板342向上移动使装饰板11与第一成型槽2313分离;横移块32带动升降组件沿横移槽311移动至操作台41上,将连接环12与装饰板11进行钎焊加工;钎焊连接完成后,移送装置3继续运行,将胸章本体1移送至承接台51上,切割刀具54将装饰板11四周的废料切割后,胸章本体1生产完成并通过落料通孔511进入接料箱55内。通过以上加工流程完成胸章本体的加工,可提高生产加工的流畅程度,进而提高生产效率。同时提高多个胸章本体加工品质的一致性。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。