1.本技术涉及航空设备维修领域,尤其涉及一种链条更换工装组件及更换链条的方法。
背景技术:
2.对飞机的发动机进行维修时,正时链条的更换需要将中冷器、皮带、皮带轮、正时链轮系统罩盖等部件拆除,更换正时链条操作空间狭小,人力消耗较大,容易出错,维修质量难以保证。正时链条更换时的装配偏差,会导致发动机原规则的配气相位,进排气的相位错乱,四个气门延迟或提前开启及关闭等,相位偏差严重时将导致发动机不能启动,使得活塞顶碰气门,气门杆断裂,活塞损坏,甚至导致发动机报废。
技术实现要素:
3.基于上述问题,本技术提供了一种链条更换工装组件及更换链条的方法,正确高效地更换发动机正时链条。
4.本技术的一个实施例提供一种链条更换工装组件,包括:导向工装,用于将链条导入链槽中;拆卸工装,用于拆卸链条的销钉;铆接工装,用于安装链条的链夹及铆接销钉。
5.根据本技术的一些实施例,所述导向工装包括:支撑架;导向块,可转转动的设置于所述支撑架的一端,所述导向块靠近所述链条的端面为弧面。
6.根据本技术的一些实施例,所述拆卸工装包括:拆卸基座,设置有第一凹槽,所述拆卸基座的第一侧壁上设置有第一螺纹孔,所述第一螺纹孔连通所述第一凹槽,所述拆卸基座的第二侧壁设置有销钉容纳孔,所述销钉容纳孔连通所述第一凹槽,所述拆卸基座的第一侧壁与所述拆卸基座的第二侧壁相对;定位轴,外壁上设置有与所述第一螺纹孔相适配的第一外螺纹,所述定位轴设置有第二螺纹孔;拆卸轴,外壁上设置有与所述第二螺纹孔相适配的第二外螺纹,所述拆卸轴位于所述第一凹槽的端部用于抵接销钉。
7.根据本技术的一些实施例,所述拆卸基座的第二侧壁设置有胶带,所述胶带封闭所述销钉容纳孔位于所述拆卸基座的第二侧壁的孔口。
8.根据本技术的一些实施例,所述铆接工装包括:铆接基座,设置有第二凹槽,所述铆接基座的第一侧壁上设置有第三螺纹孔,所述第三螺纹孔连通所述第二凹槽;铆接轴,外壁上设置有与所述第三螺纹孔相适配的第三外螺纹;安装块,所述安装块的第一侧壁上设置有链夹槽,所述安装块的第二侧壁上设置有铆接槽,所述安装块与所述铆接轴可拆卸的连接。
9.根据本技术的一些实施例,所述链夹槽的槽底设置有磁铁。
10.根据本技术的一些实施例,所述铆接工装还包括垫块,所述垫块可拆卸的设置于所述第二凹槽中,所述垫块靠近所述安装块的侧壁上设置有链条卡槽。
11.根据本技术的一些实施例,链条更换工装组件还包括连接工装,所述连接工装用于新链条与旧链条的连接。
12.本技术的一个实施例提供一种利用如上所述链条更换工装组件更换链条的方法,包括:将所述导向工装设置于旧链条的外侧;利用所述拆卸工装拆卸所述旧链条的至少一个销钉;将新链条与所述旧链条连接,转动链轮,以将所述旧链条逐渐脱出并带动所述新链条由所述链槽的底部进入所述链槽,直至所述新链条的端部由所述链槽的顶部移出;拆卸所述新链条与所述旧链条的连接;利用所述铆接工具将所述链夹安装到所述新链条上;利用所述铆接工具对所述新链条的销钉进行铆接。
13.根据本技术的一些实施例,所述链条更换工装组件包括连接工装的情况下,所述将新链条与所述旧链条连接包括:利用连接工装将所述新链条与所述旧链条连接。
14.本技术的链条更换工装组件及更换链条的方法,不需要拆除很多部件,操作简单,实现链条的正确更换,工作效率高,节省人工成本,保证维修质量。
附图说明
15.为了更清楚地说明本技术的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图,而并不超出本技术要求保护的范围。
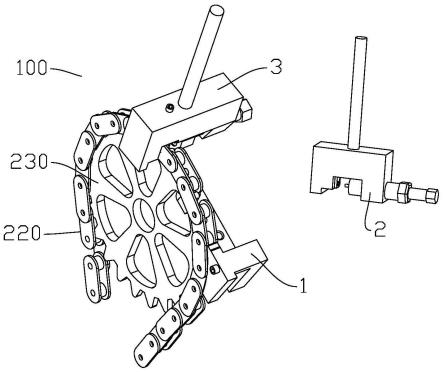
16.图1是本技术实施例链条更换工装组件的示意图;
17.图2是本技术实施例拆卸工装拆卸销钉的示意图;
18.图3是本技术实施例导向工装进行导向的示意图;
19.图4是本技术实施例导向工装的示意图;
20.图5是本技术实施例拆卸工装的示意图;
21.图6是本技术实施例拆卸工装的剖视图;
22.图7是本技术实施例拆卸工装的爆炸图;
23.图8是本技术实施例铆接工装的示意图;
24.图9是本技术实施例铆接工装的剖视图;
25.图10是本技术实施例铆接工装的爆炸图;
26.图11是本技术实施例安装块的示意图;
27.图12是本技术实施例连接工装的示意图;
28.图13是本技术实施例连接工装连接旧链条和新链条的示意图;
29.图14是本技术实施例更换链条的方法的流程图。
具体实施方式
30.下面结合本技术实施例中的附图,对本技术的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.如图1和图2所示,本实施例提供一种链条更换工装组件100,链条更换工装组件100包括导向工装1、拆卸工装2和铆接工装3。链条更换工装组件100可用于链条的更换,如发动机正时链条的更换,提高更换链条的效率和质量。
32.如图3所示,飞机发动机的正时链条与链轮230啮合,链轮230的一侧设置有链槽240,链轮230配合正时链条转动时,正时链条由链槽 240的底部240a进入链槽240,由链槽240的顶部240b移出。本实施例将导向工装1设置在链轮230的下方,更换正时链条时,导向工装1 能将新链条220导入链槽240中,并保证新链条220与链轮230啮合。
33.如图2所示,拆卸工装2用于拆卸链条的销钉。在进行正时链条更换时,拆卸工装2能够拆卸旧链条210的销钉,使得旧链条210由拆卸销钉的位置断开。
34.将断开的旧链条210的一端与新链条220的一端连接,转动链轮,使旧链条210逐渐脱出,新链条220逐渐装入。链轮230转动方向为飞机发动机飞行工作时链轮230的转动方向。完成新链条220的装入后,断开旧链条210与新链条220。
35.铆接工装3用于安装链条的链夹及铆接销钉。例如,更换正时链条时,铆接工装3用于新链条220的首尾连接。
36.利用本实施例的链条更换工装组件100进行链条的更换,操作简单,化繁为简,实现发动机维修时正时链条的正确更换,降低操作难度,提升工作效率,节省人力成本。
37.如图4所示,导向工装1包括:支撑架11和导向块12。支撑架11 上设置有通孔111,通孔111用时安装螺钉,以将支撑架11固定在发动机上。导向块12通过螺钉可转动的设置于支撑架11的底端。导向块 12可转动的设置于支撑架11上,能够调整导向块12的方向,便于为链条提供导向。导向块12靠近链条的端面为与链条适配的弧面。
38.如图5、图6和图7所示,拆卸工装2包括:拆卸基座21、定位轴 22和拆卸轴23。
39.拆卸基座21整体为长方体,拆卸基座21的下表面设置有第一凹槽 211,第一凹槽211贯通拆卸基座21相对的第三侧壁和第四侧壁。拆卸基座21的第一侧壁上设置有第一螺纹孔212,第一螺纹孔212连通第一凹槽211。可选地,第一螺纹孔212的轴线垂直于拆卸基座21的第一侧壁。拆卸基座21的第二侧壁设置有销钉容纳孔213,销钉容纳孔 213连通第一凹槽211。销钉容纳孔213的轴线与第一螺纹孔212的轴线共线。拆卸基座21的第一侧壁与拆卸基座21的第二侧壁相对。
40.可选地,在拆卸基座21的上表面设置有拆卸工装把手214,便于对拆卸工装2进行操作。本实施例的拆卸工装把手214为圆柱状。
41.定位轴22的外壁上设置有与第一螺纹孔212相适配的第一外螺纹 221,定位轴22安装进第一螺纹孔212后,通过转动定位轴22能够实现定位轴22的轴线移动。定位轴22设置有第二螺纹孔222,第二螺纹孔222沿定位轴22的轴线延伸。
42.拆卸轴23外壁上设置有与第二螺纹孔222相适配的第二外螺纹223,拆卸轴23安装进第二螺纹孔222后,通过转动拆卸轴23能够实现拆卸轴23的轴线移动。拆卸轴23位于第一凹槽211的端部的直径与链条的销钉相适配,拆卸轴23位于第一凹槽211的端部能够按压销钉。
43.更换链条时,移动拆卸工装2以使旧链条210位于第一凹槽211中。转动定位轴22,确保拆卸轴23的端部对准需要拆卸的销钉,直至拆卸轴23的端部与销钉接触。转动拆卸轴23,拆卸轴23的轴向移动逐渐挤压旧链条上的销钉,将销钉压出旧链条,压出的销钉进入销钉容纳孔 213中,旧链条210由压出销钉的位置断开。
44.可选地,拆卸基座21的第二侧壁设置有胶带24,胶带24封闭销钉容纳孔213位于拆卸基座21的第二侧壁的孔口。被拆卸的销钉进入钉容纳孔213中后,销钉的端部粘在胶带24
上,避免被拆卸的销钉的掉落。
45.如图8、图9和图10所示,铆接工装3包括:铆接基座31、铆接轴32和安装块33。
46.铆接基座31整体近似为长方体。铆接基座31的下表面设置有第二凹槽311,第二凹槽311贯通铆接基座31的相对的第三侧壁和第四侧壁。铆接基座31的第一侧壁上设置有第三螺纹孔312,第三螺纹孔312 连通第二凹槽311。第三螺纹孔312的轴线垂直于铆接基座31的第一侧壁。可选地,铆接基座31的上表面设置有铆接工装把手313。
47.铆接轴32外壁上设置有与第三螺纹孔312相适配的第三外螺纹321。铆接轴32装入第三螺纹孔312后,转动铆接轴32,能够实现铆接轴32 的轴向移动。可选地,铆接轴32位于第二凹槽311内的端部322的直径小于铆接轴32其余部位的直径。
48.如图10和图11所示,安装块33的第一侧壁上设置有链夹槽331,新链条220的链夹可以放置在链夹槽331中。安装块33与铆接轴32可拆卸的连接。安装块33的第三侧壁与安装块33的第一侧相对,安装块 33的第三侧壁上设置有第一盲孔333,铆接轴32位于第二凹槽311内的端部322能够插入第一盲孔333中。安装块33的第二侧壁上设置有铆接槽332,铆接槽332挤压新链条220的销钉,能够对销钉进行铆接。安装块33的第四侧壁与安装块33的第二侧壁相对,安装块33的第四侧壁上设置有第二盲孔334,铆接轴32位于第二凹槽311内的端部322 能够插入第二盲孔334中。
49.将新链条220与旧链条210断开后,将新链条220的链夹放置在链夹槽331中,将铆接工装3放置在新链条220需要安装链夹的位置,新链条220不需安装链夹一侧可以抵接第二凹槽311的槽壁。转动铆接轴 32,铆接轴32带动安装块33移动,使链夹安装在新链条220的销钉上。调整安装块33,使铆接槽332对准新链条220的销钉自由端,转动铆接轴32,完成销钉的铆接。
50.一种可选的方案中,链夹槽331的槽底设置有磁铁,磁体对链夹的吸力能够避免链夹掉落。
51.一种可选的方案中,铆接工装3还包括垫块34,垫块34位于第二凹槽中311中,垫块34与铆接基座31可拆卸的连接。本实施例中,铆接基座31的上表面设置有通孔314,螺钉35穿过通孔314与垫块34 连接。垫块34与安装块33相对设置,垫块34靠近安装块33的侧壁上设置有链条卡槽341。链条卡槽341与新链条220相适配。使用时铆接工装3时,新链条220不需要安装链夹的一侧与链条卡槽341抵接,然后通过安装块33安装链夹及铆接销钉。垫块34与铆接基座31可拆卸的连接,便于根据不同型号的链条更换对应的垫块34。
52.如图12和图13所示,链条更换工装组件100还包括连接工装4,连接工装4用于新链条220与旧链条210的连接。本实施例中,连接工装4整体近似为u形,连接工装4具有夹槽41。用于新链条220和旧链条210连接的销钉不便进行铆接,为了保证连接的牢靠,在新链条220和旧链条210的连接位置,安装连接工装4,用于新链条220和旧链条210连接的销钉位于夹槽41中,夹槽41夹紧销钉。装入新链条 220后,拆下连接工装4可断开新链条220和旧链条210的连接。
53.如图14所示,本实施例还提供一种利用如上所述的链条更换工装组件更换链条的方法,包括:
54.s100、将导向工装设置于旧链条的外侧。
55.将导向工装安装到发动机上,导向工装能够将链条导入链槽中,可防止链条脱轨
损伤发动机,造成损失。
56.s200、利用拆卸工装拆卸旧链条的至少一个销钉,使旧链条断开。
57.s300、将新链条与旧链条连接,转动链轮,以使旧链条逐渐脱出并带动新链条由链槽的底部进入链槽,直至新链条的端部由链槽的顶部移出。
58.s400、拆卸新链条与旧链条的连接,将旧链条完全拆除。
59.s500、利用铆接工具将链夹安装到新链条上。
60.s600、利用铆接工具对新链条的销钉进行铆接。
61.一种可选的方案中,链条更换工装组件包括连接工装的情况下,将新链条与旧链条连接包括:利用连接工装将新链条与旧链条连接。
62.实施例1
63.本实施例通过本技术的链条更换工装组件对飞机发动机的正链条进行更换,具体流程包括:
64.1、转动发动机使其在tdc(正时)位,将准备更换正时链条的发动机链槽用无尘布遮住,防止fod(外来物)进入发动机,确保在更换过程中链条不在链轮上随意移动。
65.2、拆卸凸轮轴轴瓦,安装导向工装,导向工装的作用是将链条正确导向入链槽中。用航空扎带捆绑旧链条在链轮上,航空扎带的捆绑位置为由发动机后部往前看链轮的11点钟位置。
66.3、安装拆卸工装,在链条导向杆和航空扎带之间选择一个销钉。确保销钉拆卸后,便于旧链条与新链条连接。为了防止销钉落入链槽,在拆卸工装的末端使用航空胶带作为盖子封闭销钉容纳孔。
67.4、拧紧拆卸工装上的定位轴,确保旧链条的销钉正对拆卸工装的拆卸轴的端部。
68.5、用扳手固定定位轴,转动拆卸轴,直到旧链条的销钉完全从旧链条上拆下,拧松拆卸轴和定位轴。
69.6、取下拆卸工装,确保拆下的旧链条的销钉在拆卸工装的胶带上。
70.7、用连接工装将新链条连在旧链条上,确保新链条在合适位置正确安装。
71.8、剪断固定旧链条的航空扎带,往飞行方向转动发动机,使链轮转动,以便新链条顺着导向工装进入链槽,旧链条逐渐脱出发动机,确保不要反方向转动发动机、转动时无论新链条或旧链条必须紧贴链轮连接。
72.9、持续转动发动机使新链条完全进入并在新链条与旧链条连接处移出链槽两至三个内链扣时停止转动发动机。
73.10、在新链条上绑上扎带防止新链条脱出掉入链槽里。拆卸连接工装,将旧链条完全取出,用新的内链扣将新链条首尾连接,如遇到有应力则轻微晃动链轮消除应力。
74.11、将新的链夹装在铆接工装的链夹槽中,工装内置磁铁可吸住链夹。
75.12、将带链夹的铆接工装放在新链条连接销钉的自由端。确保两个销钉头必须正确嵌入链夹的两个凹槽内。
76.13、缓慢转动铆接工装的铆接轴,使链夹压紧两个销钉头,在铆接工装铆接轴上施加合适的力矩。
77.14、拆卸铆接工装,调转安装块使铆接槽露出,安装铆接工装至待铆接的其中一个销钉头,拧紧铆接轴并施加合适的力矩,以铆接销钉。按照上述步骤铆接另一个销钉头,两
个销钉头须分别铆接。
78.15、拆卸铆接工装,检查两个铆接完的销钉是否符合要求。如果铆接后的销钉不符合要求,需拆除不符合的销钉,安装新销钉并铆接。
79.16、拆卸导向工装,清洁安装导向工装的区域并安装轴瓦。
80.17、按飞行方向小心地转动发动机。如果出现停止或阻力,将发动机转回,再次检查正时链条。
81.18、转动发动机时用正确牌号的滑油润滑新安装的正时链条,大概转动三至四圈后检查凸轮轴的正时是否在正时(tdc)位。
82.19、调节正时链轮使其对准正时位,重复上一步检查凸轮轴直至完全对准。
83.以上对本技术实施例进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明仅用于帮助理解本技术的技术方案及其核心思想。因此,本领域技术人员依据本技术的思想,基于本技术的具体实施方式及应用范围上做出的改变或变形之处,都属于本技术保护的范围。综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。