复合材料及使用其的预浸料
1.本技术是同名发明名称的中国专利申请第201880011053.x号的分案申请,原案国际申请号为pct/jp2018/004429,国际申请日为2018年2月8日。
技术领域
2.本发明涉及在构成碳纤维束的多根连续碳纤维的表面附着有碳纳米管(以下,称为cnt)的复合材料及使用其的预浸料。
背景技术:
3.将增强纤维分散在作为母材的树脂中而得到的纤维增强成形品的力学特性和尺寸稳定性优异,因而被广泛用于各种领域。作为增强纤维,提出了具有多根cnt缠绕在碳纤维表面而形成cnt网络薄膜的结构的cnt/碳纤维复合材料(例如,专利文献1)。
4.以数千~数万的单位捆扎连续碳纤维而成的碳纤维束具有低密度、高比强度、高比弹性模量等优异的特性。使这样的碳纤维束含浸树脂而得到的预浸料期待应用于具有更严格的性能要求的用途(航空航天相关用途等)。
5.现有技术文献
6.专利文献
7.专利文献1:特开2013-76198号公报
技术实现要素:
8.发明要解决的课题
9.在专利文献1中,通过在含有cnt的分散液中浸渍碳纤维,并施加振动、光照射、热等的能量,以在碳纤维的表面形成cnt网络。记载了若在专利文献1的复合材料中含浸母材,可以获得利用母材的特征、同时母材和碳纤维牢固地粘合的纤维增强成形品。
10.在含有多根连续碳纤维的碳纤维束中,在各碳纤维的表面附着cnt的情况下,能够获得兼具源自cnt的特性的更优异的增强纤维(复合材料)。例如,为了制造碳纤维的长度方向的强度更高的预浸料,需要长度方向的强度更高的复合材料。
11.因此,本发明的目的在于提供,基于碳纤维束的特性和源自cnt的特性,能够发挥更高强度的复合材料、和使用其的预浸料。
12.解决课题的手段
13.本发明的复合材料具备:多根连续碳纤维排列而成的碳纤维束、附着于各个上述碳纤维表面的碳纳米管、和覆盖上述碳纳米管所附着的上述表面的至少一部分的施胶剂,其特征在于,向以长度方向上下配置的上述复合材料,横穿上述长度方向而刺入直径0.55mm的检查针,使上述复合材料和上述检查针以300mm/分钟的速度沿上述长度方向相对于彼此移动40mm时,作用于上述复合材料和上述检查针之间的荷重的最大值小于0.5n。
14.本发明的预浸料的特征在于,含有上述复合材料和含浸在上述复合材料中的基体树脂。
15.发明效果
16.本发明的复合材料由于在规定条件下在长度方向上承受的荷重被限定为小于规定值,因此,碳纤维束中包含的碳纤维之间的缠结是基本上不存在的。碳纤维束中的各个碳纤维可有助于强度,发挥碳纤维束本来的强度。
17.而且,本发明的复合材料的碳纤维束中包含的各个碳纤维的表面附着有cnt。由此,本发明的复合材料能够发挥更高的强度。通过使用本发明的复合材料,更够制造更高强度的预浸料。
附图说明
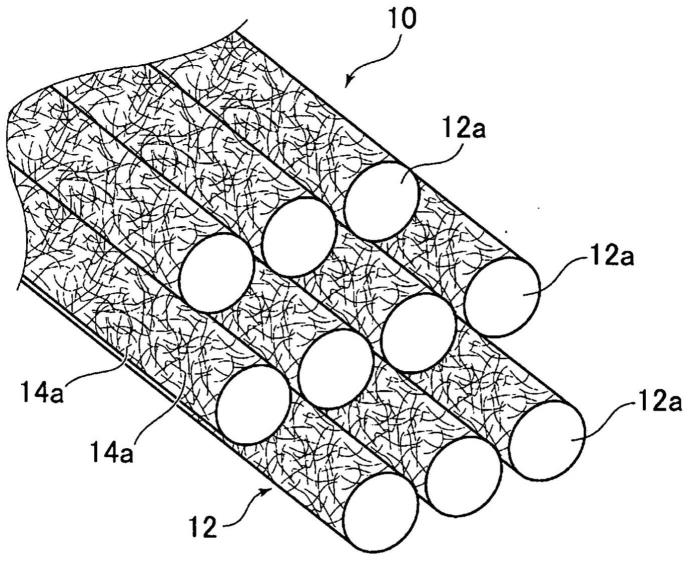
18.[图1]是表示本实施方式的复合材料的构成的局部概略图。
[0019]
[图2]是说明复合材料中的碳纤维的缠结的评价方法的概略图。
[0020]
[图3]是说明cnt附着工序的概略图。
[0021]
[图4]是说明导辊的侧视图。
[0022]
[图5]是说明法兰辊(带法兰的辊)的局部侧视图。
[0023]
[图6]是表示实施例1的作用于复合材料和检查针之间的荷重的图。
[0024]
[图7]是显示实施例2的作用于复合材料和检查针之间的荷重的图。
[0025]
[图8]是显示比较例的作用于复合材料和检查针之间的荷重的图。
具体实施方式
[0026]
以下,参照附图详细说明本发明的实施方式。
[0027]
1、整体构成
[0028]
如图1所示,本实施方式的复合材料10具备多根连续碳纤维12a排列而成的碳纤维束12。碳纤维12a的直径为5~20μm左右,通过烧结来自化石燃料的有机纤维和/或来自木材或植物纤维的有机纤维而得。
[0029]
图中,为了说明,示出了仅10根碳纤维12a,但本实施方式的碳纤维束12可以含有1千~10万根碳纤维12a。构成碳纤维束12的碳纤维12a基本上彼此不缠结而保持线性。含有这样的碳纤维12a的本实施方式的复合材料10为带状,其中3~30根碳纤维12a沿厚度方向排列。
[0030]
在各碳纤维12a的表面上附着cnt14a。cnt14a可以通过在碳纤维12a的基本上整个表面均匀地分散和缠结,彼此直接接触或直接连接以形成网络结构。优选在cnt14a之间不存在表面活性剂等分散剂、粘合剂等夹杂物。另外,cnt14a直接附着在碳纤维12a的表面。在此,所谓的连接是指包括物理连接(单纯的接触)。另外,在此。所谓的附着是指通过范德瓦尔斯力的结合。进而,“直接接触或直接连接”是指除了包括多根cnt简单接触的状态以外还包括多根cnt一体化连接的状态。
[0031]
cnt14a的长度优选为0.1~50μm。当cnt14a的长度为0.1μm以上时,cnt14a之间缠结而直接连接。另外,当cnt14a的长度为50μm以下时,容易均匀分散。另一方面,当cnt14a的长度小于0.1μm时,cnt14a彼此难以缠结。另外,当cnt14a的长度大于50μm时,容易聚集。
[0032]
cnt14a的平均直径优选为约30nm以下。当cnt14a的直径为30nm以下时,富有柔软性,能够在各碳纤维12a的表面形成网络结构。另一方面,当cnt14a的直径大于30nm时,没有
柔软性,难以在各碳纤维12a的表面形成网络结构。予以说明,cnt14a的直径是使用透射型电子显微镜(tem:transmission electron microscope)照片测定的平均直径。cnt14a的平均直径更优选为约20nm以下。
[0033]
多根cnt14a优选均匀地附着在碳纤维束12中的各个碳纤维12a的表面。cnt14a在碳纤维12a表面的附着状态可以通过扫描型电子显微镜(sem:scanning electron microscope)观察,并可以通过目测评价得到的图像。
[0034]
进而,附着有多根cnt14a的碳纤维12a的表面的至少一部分被称为施胶剂的树脂覆盖。作为施胶剂,一般使用聚氨酯乳液、环氧乳液。
[0035]
如上所述,包含在碳纤维束12中的碳纤维12a基本上彼此不缠结而保持线性。碳纤维束12中的碳纤维12a的缠结可以通过碳纤维12a之间的线性来评价。
[0036]
参照图2,说明评价碳纤维12a之间的线性的方法。评价可以采用其中在竖立部32上设置有可上下移动的横杆部34的支持台30。将复合材料10切割成规定长度(例如,150~300mm左右)以制备测定用样品100。
[0037]
测定用样品100将长度方向设为上下,其一端经由连接部件36安装在横杆部34上。以不使测定用样品100下垂的方式,将适当重量的锤子24连接于测定用样品100的另一端。在能够维持测定用样品100的本来长度的条件下选择锤子24的重量。通过使用适当重量的锤子24,测定用样品100稳定地悬挂在支持台30的横杆部34上。
[0038]
检查针20(直径0.55mm)横向延伸地设置在支持台30的竖立部32上。将检查针20横穿穿刺测定用样品100的长度方向,通过使横杆部34向上方移动,使测定用样品100和检查针20相对于彼此移动。移动速度为300mm/分钟,移动距离为40mm。
[0039]
检查针20上连接有未图示的称重传感器。使测定用样品100和检查针20相对于彼此移动时,通过称重传感器测定作用于它们之间的荷重。测定的荷重越小,碳纤维束12中的碳纤维12a(参照图1)的线性越优异。即,碳纤维束12中包含的碳纤维12a之间的缠结减少。
[0040]
当本实施方式的复合材料10在规定条件下相对于检查针20移动时,由于作用于复合材料10和检查针20之间的荷重的最大值小于0.5n,因此多根连续碳纤维12a基本上不缠结,而是保持线性而排列。
[0041]
作用于复合材料10和检查针20之间的荷重的平均值优选小于0.4n。所作用的荷重的平均值如下计算:在使复合材料10和检查针20相对于彼此移动40mm的期间,测定810个点的荷重,计算这810个点的荷重的平均值。
[0042]
2、制造方法
[0043]
接着,说明本实施方式的复合材料10的制造方法。就复合材料10而言,cnt14a分离地分散的cnt分散液(以下,也简称为分散液)中,浸渍包含多根碳纤维12a的碳纤维束12而使之行进,使各个碳纤维12a的表面附着cnt14a,由此可以制造本实施方式的复合材料10。以下,按顺序说明各工序。
[0044]
(分散液的制备)
[0045]
为了制备分散液,可以使用如下制造的cnt14a。例如,cnt14a可以通过如下方法制造:使用如特开2007-126311号公报中记载的热cvd法,在硅基板上形成含有铝、铁的催化剂膜,将用于cnt生长的催化剂金属微粒化,在加热气氛中使烃类气体与催化剂金属接触,由此制作分散液。
[0046]
只要cnt尽可能地不含杂质,就可以使用电弧放电法、激光蒸镀法等其他方法制作的cnt。通过将制造后的cnt在非活性气体中进行高温退火,可以除去杂质。这样制造的cnt具有直径为30nm以下、长度为数100μm~数mm的高的纵横比和线性度。cnt可以是单层或多层,优选为多层。
[0047]
使用如上所述制作的cnt14a,制备其中cnt14a分离分散的分散液。分离分散是指cnt14a一根接一根地物理分离而不缠结地分散在分散溶剂中的状态,并且其中2根以上的cnt14a集合成束状的集合物的比例为10%以下。
[0048]
分散液通过均质器、剪切力、超声波分散机等实现cnt14a的分散的均匀化。作为分散溶剂,可以使用水、乙醇、甲醇、异丙醇等醇类;甲苯、丙酮、四氢呋喃(thf)、甲乙酮(mek)、己烷、正己烷、乙醚、二甲苯、乙酸甲酯、乙酸乙酯等有机溶剂。
[0049]
在分散液的制备中,不一定需要添加分散剂、表面活性剂等添加剂,但在不阻碍碳纤维12a和cnt14a的功能的范围内,可以使用这样的添加剂。
[0050]
(cnt的附着)
[0051]
在如上所述制备的分散液中浸渍碳纤维束12,并使其在规定条件下行进,同时向分散液赋予机械能,由此使cnt14a附着在碳纤维12a的表面。
[0052]
参照图3,说明使cnt14a附着于碳纤维12a的工序。在装纳有分散液46的cnt附着槽40内,设置有多根用于使碳纤维束12沿箭头a的方向行进的导辊42。如图4的侧视图所示,导辊42是直径d为50mm、长度l为100mm的平辊。
[0053]
碳纤维束12在厚度方向上排列有大约3~30根碳纤维12a。导辊42的长度l足够大于碳纤维束12的宽度w。碳纤维束12优选以较小的卷绕角度(90
°
以下)卷绕在导辊42上。导辊42优选以使碳纤维束12沿直线行进的方式配置。
[0054]
碳纤维束12被导辊42可靠地支撑,可以在分散液46中行进而不会收缩。碳纤维束12中包含的碳纤维12a以被导辊42支撑的状态受到拉伸张力,由此使缠结减少,线性提高。
[0055]
如图3所示,通过多根导辊42,使碳纤维束12以一定的行进速度行进至cnt附着槽40内的一定深度而不会承受过大的负荷。碳纤维束12在行进中不弯曲,因此,碳纤维束12中包含的碳纤维12a缠结的可能性降低。碳纤维束12的行进速度优选为1~20m/分钟。行进速度越慢,越能够提高碳纤维束12中的碳纤维12a的线性。
[0056]
对分散液46赋予振动、超声波、摇动等机械能。由此,在分散液46中,产生cnt14a的分散状态和聚集状态时常发生的可逆反应状态。
[0057]
在处于可逆反应状态的分散液中浸渍包含多根连续碳纤维12a的碳纤维束12时,在碳纤维12a的表面也产生cnt14a的分散状态与聚集状态的可逆反应状态。当cnt14a从分散状态向聚集状态转移时,附着在碳纤维12a的表面。
[0058]
在聚集时,范德瓦尔斯力作用在cnt14a上,通过该范德瓦尔斯力,cnt14a附着在碳纤维12a的表面。由此,得到在碳纤维束12中的各个碳纤维12a的表面附着有cnt14a的碳纤维束10a。
[0059]
然后,进行施胶处理和干燥,制造本实施方式的复合材料10。施胶处理可以使用一般的施胶剂,通过一般的方法进行。干燥可以通过将施胶处理后的碳纤维束例如放置在加热板上来实现。
[0060]
(预浸料的制造)
[0061]
本实施方式的复合材料10可以含浸基体树脂而制成预浸料。基体树脂没有特殊限定,可举出环氧树脂等热固性树脂、苯氧树脂、尼龙等热塑性树脂等。
[0062]
如上所述,就本实施方式的复合材料10而言,碳纤维束12中的碳纤维12a之间的缠结基本上不存在,因此,碳纤维12a在预浸料中也不会相互缠结。而且,cnt14a良好地附着在碳纤维束12中的各个碳纤维12a的表面。
[0063]
就在这样的复合材料10中含浸树脂而成的预浸料而言,由于碳纤维12a之间的缠结,强度低下的可能性极小,因此碳纤维束12的特性得以充分发挥。除此以外,由于cnt14a良好地附着在各碳纤维12a的表面,因而所得的预浸料还能够充分发挥源自cnt的特性。
[0064]
3、作用和效果
[0065]
将本实施方式的复合材料10用直径0.55mm的检查针20刺穿,在本实施方式的复合材料10在长度方向上相对于该检查针20移动时,作用于其与检查针20之间的荷重的最大值小于0.5n,因而,碳纤维束12中包含的碳纤维12a之间的线性优异。碳纤维12a基本上相互不缠绕而保持线性。保持线性排列的碳纤维12a可有助于复合材料10的强度的提高。
[0066]
而且,在各个碳纤维12a的表面上附着有cnt14a,附着有cnt14a的表面的至少一部分被树脂覆盖。
[0067]
就本实施方式的复合材料10而言,表面附着有cnt的碳纤维12a保持线性,因而能够发挥基于源自cnt的特性和碳纤维束的特性的更高的强度。通过使用这样的本实施方式的复合材料10,能够制造更高强度的预浸料。
[0068]
4、实施例
[0069]
以下,举出实施例,详细地说明本发明,但本发明不限定于以下的实施例。
[0070]
按照上述制造方法所示的顺序,制作实施例1的复合材料。作为cnt14a,使用通过热cvd法在硅基板上生长至直径10~15nm、长度100μm以上的mw-cnt(multi-walled carbon nanotubes,多层碳纳米管)。
[0071]
将cnt14a使用硫酸和硝酸的3:1混合酸洗涤,除去催化剂残渣,然后过滤干燥。向作为分散溶剂的mek中加入cnt14a,制备分散液。将cnt14a使用超声波均质器粉碎,切割成0.5~10μm的长度。分散液中的cnt14a的浓度为0.01wt%。在该分散液中不含分散剂和粘合剂。
[0072]
准备如图3所示的cnt附着槽40,装纳如此制备的分散液46。在cnt附着槽40中设置参照图4说明那样的导辊42(直径50mm,长度100mm)。向分散液46中赋予作为机械能的振动、超声波、或摇动。
[0073]
作为碳纤维束12,使用t700sc-12000(东丽(株)制)。在该碳纤维束12中,含有12000根碳纤维12a。碳纤维12a的直径为约7μm,长度为约100m。在分散液46中浸渍碳纤维束12,通过导辊42,以3.5m/分钟的速度行进。
[0074]
然后,使用环氧树脂作为施胶剂,进行施胶处理,在约80℃的加热板上干燥。如此操作,制作实施例1的复合材料10。实施例1的复合材料10为带状,其中12根碳纤维沿厚度方向排列。
[0075]
将碳纤维束12的行进速度变更为5m/分钟,除此以外,与实施例1同样操作,制作实施例2的复合材料10。实施例2的复合材料10为带状,其中12根碳纤维沿厚度方向排列。
[0076]
进而,使用具有法兰辊的以往的cnt附着槽,将碳纤维束的行进速度变更为3m/分
钟,制作比较例的复合材料。法兰辊的侧面的一部分如图5所示。法兰辊52在侧周上具有护手部54,在护手部54之间的区域56中支撑碳纤维束12。就法兰辊52而言,支撑碳纤维束12的区域56的宽度为12mm。比较例的复合材料为带状,其中17根碳纤维沿厚度方向排列。
[0077]
通过sem观察确认,在实施例1、2和比较例的复合材料中,多根cnt均匀地分散并附着在碳纤维束中包含的碳纤维的表面。
[0078]
《碳纤维的缠结的评价》
[0079]
对实施例1,2和比较例的复合材料,评价碳纤维束中包含的碳纤维的缠结。评价通过参照图2说明的方法调查碳纤维之间的线性来进行。
[0080]
将实施例1的复合材料切割成150mm的长度,以准备测定用样品100。将测定用样品100的一端固定在支持台30的横杆部34上,另一端连接20g的锤子24。将从支持台30的竖立部32延伸设置的检查针20(直径0.55mm)横穿穿刺测定用样品100的长度方向。
[0081]
用未图示的称重传感器测定作用于测定用样品100和检查针20之间的荷重,同时,使悬挂测定用样品100的横杆部34以300mm/分钟的速度上升40mm。所测定的荷重的变化示于图6。在图6中,横轴为横杆部34上升的移动距离(mm)。对实施例2的复合材料和比较例的复合材料,采用同样的方法测定荷重。其结果分别示于图7和图8。
[0082]
进而,关于实施例1、2和比较例,将测定的荷重的最大值、最小值和平均值汇总于下述表1。平均值作为将横杆部34上升40mm期间测定的810个点的荷重的平均值求出。
[0083]
[表1]
[0084] 实施例1实施例2比较例最大值0.1720.4250.906最小值0.002860.2110.531平均值0.07640.2870.689
[0085]
实施例1、2的复合材料的荷重的最大值分别为0.172n和0.425n,均小于0.5n。实施例1、2的复合材料的荷重的平均值分别为0.0764n和0.287n,均小于0.4n。与此相比,比较例的复合材料的荷重的最大值为0.908n。在比较例的情况下,荷重的最小值为0.531n,超过0.5n,荷重的平均值达到了0.689n。
[0086]
荷重的大小是表示碳纤维束中包含的碳纤维之间的缠结程度的指标。荷重越小,碳纤维之间的线性越好,因此越能抑制碳纤维之间的缠结。
[0087]
除了辊和卷绕角等的cnt附着工序不同以外,在相同条件下制造实施例的复合材料和比较例的复合材料。在实施例中,使用具备平辊的cnt附着槽,在比较例中,使用具备法兰辊的以往的cnt附着槽。由实施例和比较例的结果可知,通过使用具备平辊的cnt附着槽,能够大幅抑制碳纤维之间的缠结。碳纤维束的移动速度越慢,其效果越高。
[0088]
就实施例的复合材料而言,碳纤维束中的碳纤维之间的缠结基本上不存在,保持线性而排列。而且,多根cnt均匀地分散在碳纤维的表面。因此,实施例的复合材料能够基于碳纤维束的特性和源自cnt的特性,发挥更高的强度。通过使用实施例的复合材料,能够得到具有更高强度的预浸料。
[0089]
就比较例的复合材料而言,即使多根cnt均匀地分散在碳纤维的表面,也会发生碳纤维之间的缠结。推测在比较例的复合材料中,保持线性排列的碳纤维与实施例的复合材料的情况相比大幅减少。就比较例的复合材料而言,没有基于碳纤维束的特性发挥更高的
强度。即使使用比较例的复合材料,也难以进一步提高预浸料的强度。
[0090]
5、变形例
[0091]
本发明不限定于上述实施方式,可以在本发明主旨的范围内适宜变更。
[0092]
在测定作用于复合材料和检查针之间的荷重时,使复合材料和检查针以300mm/分钟的速度相对于彼此移动即可,所使用的支持台没有特殊限定。可以采用复合材料固定而检查针可移动的支持台,或者可以采用可使复合材料和检查针彼此逆向移动的支持台。
[0093]
作用于复合材料和检查针之间的荷重可以采用任何方法测定,例如,可以使用弹簧秤。
[0094]
附图标记说明
[0095]
10
ꢀꢀꢀꢀ
复合材料
[0096]
12
ꢀꢀꢀꢀ
碳纤维束
[0097]
12a
ꢀꢀꢀ
碳纤维
[0098]
14a
ꢀꢀꢀ
碳纳米管(cnt)
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。