1.本发明涉及瓷器技术领域,具体地说是涉及建盏的制备工艺。
背景技术:
2.建盏的主要种类有兔毫盏和油滴盏,目前所报道的制备建盏的方法存在如下局限性:第一、建盏的烧制难度大,烧制工艺难以掌握,工艺选择不当常常导致很多缺陷,例如起泡、变形、坯体开裂、釉料粘底、出现斑块、釉面针孔数量多等缺陷、成品率低等等,从而降低了建盏的艺术、收藏和经济价值;第二,其中,兔毫盏一般为黑底黄褐毫建盏,创新性较低。
3.因此,本领域需要开发一种外观优美新颖,质量稳定的建盏制备工艺。
技术实现要素:
4.本发明的目的在于提供彩毫建盏的制备工艺,该彩毫建盏釉面优美有新意,艺术和收藏价值高,质量稳定。
5.为实现上述目的,本发明采用以下技术方案:
6.彩毫建盏的制备工艺,包括以下步骤:
7.(1)制备坯体和釉浆,其中,
8.所述坯体通过以下方法制备:将2.5-3.5重量份的红土、6.5-7.5重量份的高岭土混合得到坯土,将坯土粉碎、淘洗,过80-100目筛,压滤、炼泥、陈腐,得到坯泥;将所述坯泥拉坯成型、修坯、素烧、冷却,得到坯体;
9.所述釉浆通过以下方法制备:称取5重量份的釉石、0.9-1.1重量份的草木灰、1.5-1.6重量份的钾长石、0.9-1.1重量份石灰石,0.18-0.22重量份的铁红及8.5-9重量份的水,加入球磨机中研磨,过100-120目筛,得到釉浆;
10.所述红土、高岭土均取自福建省南平市建阳区水吉镇;所述釉石取自福建省南平市建阳区南林村;
11.(2)施釉:将所述釉浆施釉于所述坯体上,施釉厚度为0.8-1mm,所述坯体外底部不施釉,晾干;
12.(3)将施釉晾干后的坯体放入电窑炉内焙烧,所述焙烧经过如下阶段:
13.第一阶段:窑炉温度经过2.3-2.6h匀速从常温升温到850-950℃;窑炉温度再经过2.3-2.6h匀速从850-950℃升温到1130-1160℃;窑炉温度再经过1.9-2.1h匀速从1130-1160℃升温到1328-1332℃;
14.第二阶段:1328-1332℃保温1.9-2.1h,当保温至1.4-1.6h时投油柴,间隔2.5-3.5min一次,共投9-11次,每次油柴的投放量为每0.2立方米的窑炉空间投放78-83g;
15.第三阶段:保温结束后窑炉断电,当窑炉温度降至1125-1135℃时投油柴,间隔9.5-10.5min投一次,共投3次,每次油柴的投放量为每0.2立方米的窑炉空间投放58-63g;
16.第三阶段:投完油柴后,窑炉通电,窑炉温度经过28-32min匀速升温到1125-1135℃,窑炉断电,过9-11min打开窑炉门,当窑炉温度降至745-755℃时,关闭窑炉门,窑炉通
电,经过1.4-1.6h匀速升温到1045-1055℃,窑炉断电,降温至出窑。
17.代表性地,彩毫建盏的制备工艺,包括以下步骤:
18.(1)制备坯体和釉浆,其中,
19.所述坯体通过以下方法制备:将3重量份的红土、7重量份的高岭土混合得到坯土,将坯土粉碎、淘洗,过80目筛,压滤、炼泥、陈腐,得到坯泥;将所述坯泥拉坯成型、修坯、素烧、冷却,得到坯体;
20.所述釉浆通过以下方法制备:称取5重量份的釉石、1重量份的草木灰、1.6重量份的钾长石、1重量份石灰石,0.2重量份的铁红及8.8重量份的水,加入球磨机中研磨,过100目筛,得到釉浆;
21.所述红土、高岭土均取自福建省南平市建阳区水吉镇;所述釉石取自福建省南平市建阳区南林村;
22.(2)施釉:将所述釉浆施釉于所述坯体上,施釉厚度为0.8-0.9mm,所述坯体外底部不施釉,晾干;
23.(3)将施釉晾干后的坯体放入电窑炉内焙烧,所述焙烧经过如下阶段:
24.第一阶段:窑炉温度经过2.5h匀速从常温升温到900℃;窑炉温度再经过2.5h匀速从900℃升温到1150℃;窑炉温度再经过2h匀速从1150℃升温到1330℃;
25.第二阶段:1330℃保温2h,当保温至1.5h时投油柴,间隔3min一次,共投10次,每次油柴的投放量为每0.2立方米的窑炉空间投放80g;
26.第三阶段:保温结束后窑炉断电,当窑炉温度降至1130℃时投油柴,间隔10min投一次,共投3次,每次油柴的投放量为每0.2立方米的窑炉空间投放60g;
27.第三阶段:投完油柴后,窑炉通电,窑炉温度经过30min匀速升温到1130℃,窑炉断电,过10min打开窑炉门,当窑炉温度降至750℃时,关闭窑炉门,窑炉通电,经过1.5h匀速升温到1050℃,窑炉断电,降温至出窑。
28.进一步地,所述草木灰为柞木灰。
29.采用上述技术方案后,本发明具有如下优点:
30.1、本发明烧制得到的彩毫建盏,釉面毫丝密布,毫丝均匀细长,毫丝散发七彩光泽,整体优美有新意,富有韵味,具有优异的艺术和收藏价值。
31.2、本发明工艺流程明晰,易于掌控,缺陷少、稳定性好。
附图说明
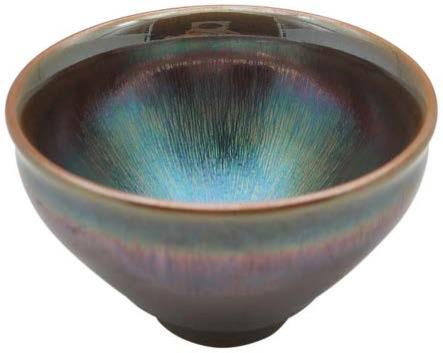
32.图1为本发明实施例1制得的建盏的照片示例图(立体图);
33.图2为本发明实施例1制得的建盏的照片示例图(盏内图)。
具体实施方式
34.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
35.在本发明中,若非特指,所有的份、百分比均为重量单位,所有的设备和原料等均可从市场购得或是本行业常用的。下述实施例中的方法,如无特别说明,均为本领域的常规
方法。
36.实施例1
37.彩毫建盏的制备工艺,包括以下步骤:
38.(1)制备坯体和釉浆,其中,
39.所述坯体通过以下方法制备:将3重量份的红土、7重量份的高岭土混合得到坯土,将坯土粉碎、淘洗,过80目筛,压滤、炼泥、陈腐,得到坯泥;将所述坯泥拉坯成型、修坯、素烧、冷却,得到坯体;
40.所述釉浆通过以下方法制备:称取5重量份的釉石、1重量份的草木灰、1.6重量份的钾长石、1重量份石灰石,0.2重量份的铁红及8.8重量份的水,加入球磨机中研磨,过100目筛,得到釉浆;
41.所述红土、高岭土均取自福建省南平市建阳区水吉镇;所述釉石取自福建省南平市建阳区南林村;
42.所述草木灰为柞木灰。
43.(2)施釉:将所述釉浆施釉于所述坯体上,施釉厚度为0.8-0.9mm,所述坯体外底部不施釉,晾干;
44.(3)将施釉晾干后的坯体放入电窑炉内焙烧,所述焙烧经过如下阶段:
45.第一阶段:窑炉温度经过2.5h匀速从常温升温到900℃;窑炉温度再经过2.5h匀速从900℃升温到1150℃;窑炉温度再经过2h匀速从1150℃升温到1330℃;
46.第二阶段:1330℃保温2h,当保温至1.5h时投油柴,间隔3min一次,共投10次,每次油柴的投放量为每0.2立方米的窑炉空间投放80g;
47.第三阶段:保温结束后窑炉断电,当窑炉温度降至1130℃时投油柴,间隔10min投一次,共投3次,每次油柴的投放量为每0.2立方米的窑炉空间投放60g;
48.第三阶段:投完油柴后,窑炉通电,窑炉温度经过30min匀速升温到1130℃,窑炉断电,过10min打开窑炉门,当窑炉温度降至750℃时,关闭窑炉门,窑炉通电,经过1.5h匀速升温到1050℃,窑炉断电,降温至出窑。
49.本实施例采用炉内空间为0.2立方米的窑炉烧制。
50.本发明所述油柴,高温可剧烈燃烧。投油柴从窑炉门的投油柴口投,投油柴口只有投油柴时打开,其它时候封闭。投油柴口的孔口直径为10-15cm。
51.参考图1和图2,本实施例烧制得到的彩毫建盏,本发明烧制得到的彩毫建盏,釉面毫丝密布,毫丝均匀细长,毫丝散发七彩光泽,整体优美有新意,富有韵味,具有优异的艺术和收藏价值。
52.实施例2和实施例3
53.建盏对制备工艺参数非常敏感,工艺参数很小范围变化也会对建盏最终产品的外观等特性造成很大不利影响,甚至导致建盏制备失败,因此,建盏对制备工艺的要求非常苛刻。实施例2和实施例3按照与实施例1相同的制备工艺制备彩毫建盏,实施例2和实施例3制备的彩毫建盏特性与实施例1制备的彩毫建盏相同,结果表明,实施例1的制备工艺制备的彩毫建盏成品率高,且该方法重复性好,稳定性强,易于规模化生产。
54.对比例1
55.本对比例与实施例1的不同之处在于:
56.第三阶段:投完油柴后,过10min打开窑炉门,当窑炉温度降至750℃时,关闭窑炉门,窑炉通电,经过1.5h匀速升温到1050℃,窑炉断电,降温至出窑。
57.本对比例得到的建盏,釉面毫丝为银色毫丝,不为七彩毫丝。
58.对比例2
59.本对比例与实施例1的不同之处在于:
60.第三阶段:投完油柴后,窑炉通电,窑炉温度经过30min匀速升温到1130℃,窑炉断电,过10min打开窑炉门,当窑炉温度降至750℃时,关闭窑炉门,降温至出窑。
61.本对比例得到的建盏,釉面毫丝颜色较实施例1暗淡,光泽度较差,美感欠缺。
62.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。