1.本公开涉及推进器领域,特别涉及一种叶轮组件的加工方法。
背景技术:
2.推进器是船舶的动力系统中的重要组成部分。叶轮是推进器的重要结构,通过旋转为船舶提供动力。
3.电力推进器是一种以电力驱动的新型的推进器,电力推进器中,叶轮与转子集成在一起,形成叶轮组件,结构复杂,对工艺要求较高。传统推进器中叶轮的加工工艺无法保证叶轮组件的精度,使电力推进器的性能受到较大限制。
技术实现要素:
4.本公开实施例提供了一种叶轮组件的加工方法,能够提高叶轮组件的加工精度,有利于进一步提升电力推进器的性能。所述技术方案如下:
5.本公开实施例提供了一种叶轮组件的加工方法,所述叶轮组件包括叶轮、转子组件、外圆护套和两个环形端板,所述叶轮包括轮毂、轮缘和多个叶片,所述轮缘同轴套在所述轮毂外,所述多个叶片位于所述轮毂和所述轮缘之间,与所述轮毂和所述轮缘分别相连;
6.所述转子组件包括磁轭和多个磁钢,所述磁轭同轴套在所述轮缘外,所述多个磁钢周向布置在所述磁轭上;
7.所述外圆护套同轴套在所述转子组件外,所述两个环形端板分别位于所述外圆护套的两端,且均与所述外圆护套和所述轮缘相连;
8.所述加工方法包括:
9.提供一叶轮,对所述叶轮的轮毂的内孔壁和两端端面、所述叶轮的轮缘的外周壁和两端端面进行粗车;
10.对所述叶轮的叶片进行粗铣;
11.在所述轮缘的外周壁上加工出多个第一燕尾槽,所述第一燕尾槽由所述轮缘的一端延伸至另一端,所述多个第一燕尾槽沿所述叶轮的周向分布;
12.将所述转子组件套在所述轮缘外,使所述轮缘上相邻第一燕尾槽之间的部分卡入所述磁轭的内周壁上的第二燕尾槽中,所述磁轭的内周壁上相邻第二燕尾槽之间的部分卡入所述第一燕尾槽中;
13.将所述外圆护套套在所述转子组件外;
14.将所述两个环形端板同轴布置在所述外圆护套的两端,将所述环形端板与所述外圆护套和所述轮缘焊接;
15.对所述叶片、所述轮毂、所述轮缘、所述外圆护套和所述环形端板进行精加工。
16.可选地,在所述对所述叶轮的叶片进行粗铣之后,所述加工方法还包括:
17.对所述叶轮进行着色探伤。
18.可选地,所述在所述轮缘的外周壁上加工出多个第一燕尾槽,包括:
19.通过数控机床采用线切割在所述轮缘的外周壁上加工出一个第一燕尾槽;
20.对所述一个第一燕尾槽进行检验;
21.若所述一个第一燕尾槽检验合格,在所述轮缘的外周壁上加工出剩余的第一燕尾槽;
22.若所述一个第一燕尾槽检验不合格,对所述一个第一燕尾槽进行修整,基于检验结果对加工第一燕尾槽的加工程序进行调整后,在所述轮缘的外周壁上加工出剩余的第一燕尾槽。
23.可选地,所述对所述一个第一燕尾槽进行检验,至少包括对所述一个第一燕尾槽的加工尺寸和加工精度进行检验。
24.可选地,所述环形端板与所述外圆护套和所述轮缘采用激光焊接。
25.可选地,所述对所述叶片、所述轮毂、所述轮缘、所述外圆护套和所述环形端板进行精加工,包括:
26.根据叶轮三维模型和叶面型值,分别对所述叶片的两面进行精铣加工;
27.对所述轮毂的内孔壁和两端端面进行精车加工;
28.对所述轮缘的两端端面、所述外圆护套的外周壁、所述两个环形端板远离所述转子组件的表面进行精车加工。
29.可选地,所述方法还包括:
30.对所述叶片、所述轮毂、所述轮缘、所述外圆护套和所述环形端板的精加工部位进行着色探伤。
31.可选地,对所述叶轮的叶片进行粗铣时的单边余量为0.8mm~1.2mm。
32.可选地,所述加工方法还包括:
33.在所述轮毂上加工出螺钉孔。
34.可选地,在所述轮毂中安装水润滑支撑轴承和推力盘。
35.本公开实施例提供的技术方案带来的有益效果至少包括:
36.通过先对叶轮的轮毂和轮缘进行粗车,然后对叶片进行粗铣,完成对叶轮的粗加工。然后在轮缘上加工出用于装配转子组件的第一燕尾槽,将转子组件套在轮缘外,使转子组件的磁轭与轮缘通过第一燕尾槽和第二燕尾槽装配在一起。在装配好转子组件后,在转子组件外套上外圆护套,再装配两个环形端板,并进行焊接。焊接完成后,再对叶轮进行精加工,并对外圆护套和环形端板进行精加工。通过在叶轮粗加工后,进行叶轮组件的组装,然后再进行焊接和精加工,由于在组装前进行的是粗加工,留有一定的加工余量,还没有进行精加工,因此在组装过程中的装配误差、焊接过程中的焊接变形对叶轮组件整体产生的影响,通过后续的精加工能够得到消除,使叶轮组件整体的精度得到保证,有利于进一步提升电力推进器的性能。
附图说明
37.为了更清楚地说明本公开实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
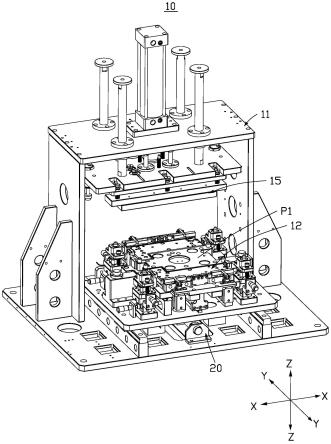
38.图1是本公开实施例提供的一种推进器的叶轮组件的结构示意图;
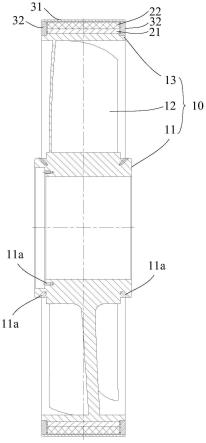
39.图2是图1所示叶轮组件的截面图;
40.图3是本公开实施例提供的一种叶轮组件的加工方法的流程图;
41.图4是本公开实施例提供的一种叶轮的结构示意图;
42.图5是本公开实施例提供的一种第一燕尾槽的加工方法流程图;
43.图6是本公开实施例提供的一种叶轮组件的局部结构示意图;
44.图7是图2的局部放大示意图;
45.图8是本公开实施例提供的一种精加工的流程图。
具体实施方式
46.为使本公开的目的、技术方案和优点更加清楚,下面将结合附图对本公开实施方式作进一步地详细描述。
47.除非另作定义,此处使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明专利申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则所述相对位置关系也可能相应地改变。
48.图1是本公开实施例提供的一种推进器的叶轮组件的结构示意图。图2是图1所示叶轮组件的截面图。如图1和图2所示,该叶轮组件包括叶轮10、转子组件20、外圆护套31和两个环形端板32。叶轮10包括轮毂11、轮缘13和多个叶片12。轮缘13同轴套在轮毂11外,多个叶片12位于轮毂11和轮缘13之间。叶片12与轮毂11和轮缘13分别相连。
49.转子组件20包括磁轭21和多个磁钢22,磁轭21同轴套在轮缘13外,多个磁钢22周向布置在磁轭21上。转子组件20还可以包括隔磁胶木23,隔磁胶木23位于相邻的磁钢22之间。
50.外圆护套31同轴套在转子组件20外,两个环形端板32分别位于外圆护套31的两端。两个环形端板32均与外圆护套31和轮缘13相连。
51.轮缘13、外圆护套31和两个环形端板32形成一个环形的腔体,将转子组件20容纳其中。
52.图3是本公开实施例提供的一种叶轮组件的加工方法的流程图。该加工方法用于加工图1和图2所示的叶轮组件。
53.如图3所示,该加工方法包括:
54.在步骤s11中,提供一叶轮10,对叶轮10的轮毂11的内孔壁和两端端面、叶轮10的轮缘13的外周壁和两端端面进行粗车。
55.具体可以采用立式车床进行加工,将叶轮10放置在工作台上,进行装夹校正后,对叶轮10的轮毂11和轮缘13进行粗车。
56.在步骤s12中,对叶轮10的叶片12进行粗铣。
57.例如,可以采用五轴数控加工中心进行加工。将粗车后的叶轮10放置在五轴数控加工中心的工作台上,装夹校正后进行粗铣。
58.在加工叶轮组件之前,可以对叶轮10和叶轮组件分别建立三维模型,该三维模型可以是分别基于叶轮10和叶轮组件的理想尺寸建立的。在基于三维模型和加工量,设定数控加工程序。
59.在对叶片12进行粗铣时,可以根据叶轮10的三维模型和叶片12的叶面型值,分别对叶片12的两面进行粗铣加工。
60.可选地,对叶轮10的叶片12进行粗铣时的单边余量为0.8mm~1.2mm。例如,本公开实施例中,对叶轮10的叶片12进行粗铣时的单边余量为1mm。
61.通过设置一定的单边余量,待后续对叶片12进行精加工。
62.在步骤s13中,对叶轮10进行着色探伤。
63.着色探伤的区域为粗车加工和粗铣加工的区域,在对叶轮10进行粗车和粗铣后,通过对叶轮10上的这些区域进行100%着色探伤,能够检测出叶轮10表面是否在粗加工的过程中形成了裂纹等表面损伤。
64.在着色探伤时,可以根据nb/t47013.5-2015标准中的要求进行,ⅱ级验收合格。
65.步骤s13为可选步骤,在粗加工后进行着色探伤,能确保粗加工的质量,在着色探伤过程中,发现存在损伤时,可以及时对工艺做出调整,对叶轮10进行修整,有利于提高叶轮组件的整体加工质量。
66.在步骤s14中,在轮缘13的外周壁上加工出多个第一燕尾槽13a。
67.图4是本公开实施例提供的一种叶轮的结构示意图。如图4所示,第一燕尾槽13a由轮缘13的一端延伸至另一端,多个第一燕尾槽13a沿叶轮10的周向分布。
68.轮缘13上的第一燕尾槽13a用于与转子组件20进行配合,第一燕尾槽13a的加工质量直接影响转子组件20与叶轮10的装配。图5是本公开实施例提供的一种第一燕尾槽的加工方法流程图。如图5所示,为了确保第一燕尾槽13a的加工质量,第一燕尾槽13a可以采用以下方式进行加工:
69.步骤s141:通过数控机床采用线切割在轮缘13的外周壁上加工出一个第一燕尾槽13a。
70.线切割具有较高的加工精度,并且采用线切割,有利于减小轮缘13的变形,从而降低加工过程中对叶片12的叶面型值的影响,提高叶轮组件整体的加工质量。
71.在步骤s141中先加工出一个第一燕尾槽13a,在线切割精加工工艺后,在步骤s142中,对所加工出来的第一个第一燕尾槽13a进行检验。
72.可选地,在步骤s142中,至少包括对步骤s141中所加工出来的第一燕尾槽13a的加工尺寸和加工精度进行检验。
73.通过对加工出来的第一个第一燕尾槽13a进行检验,能够根据检验的结果判断加工第一燕尾槽13a的加工工艺是否合适,从而指导后续的加工过程。
74.在检验时,将第一燕尾槽13a实际的加工尺寸和加工精度与设计的加工尺寸和加工精度进行对比,看是否在允许的误差范围内,以确定该第一燕尾槽13a检验是否合格。
75.若加工出来的第一个第一燕尾槽13a检验合格,则进行后续步骤s143;若加工出来
的第一个第一燕尾槽13a检验不合格,则进行后续步骤s144。
76.在步骤s143中,在轮缘13的外周壁上加工出剩余的第一燕尾槽13a。
77.对于不同尺寸的叶轮组件,所要加工的第一燕尾槽13a的数量可能不同。例如在本公开实施例中,轮缘13上需要加工出24个第一燕尾槽13a,在步骤s141中加工出了一个第一燕尾槽13a,在步骤s143中,继续加工出剩余的23个第一燕尾槽13a。
78.在步骤s141中加工的第一个第一燕尾槽13a通过了检验,可见加工这一个第一燕尾槽13a的加工方法满足加工要求。在步骤s13中,加工剩余的23个第一燕尾槽13a的加工方法与加工第一个第一燕尾槽13a时的方法相同,使这23个第一燕尾槽13a也能够满足要求。
79.在步骤s144中,对步骤s141中加工的第一燕尾槽13a进行修整,基于检验结果对加工第一燕尾槽13a的加工程序进行调整后,在轮缘13的外周壁上加工出剩余的第一燕尾槽13a。
80.对第一燕尾槽13a的修整至少包括对第一燕尾槽13a的加工尺寸、加工精度进行修整。通过修整,使第一燕尾槽13a的加工尺寸和加工精度满足设计要求。
81.检验结果可以是实际加工出的第一燕尾槽13a与设计要求之间的偏差,这里的偏差至少包括加工尺寸的偏差和加工精度的偏差。
82.根据检验结果对加工第一燕尾槽13a的加工程序做出调整,以确保加工程序能够加工出合格的第一燕尾槽13a。在对加工程序进行调整后,再根据调整后的加工程序加工出剩余的第一燕尾槽13a,从而使加工出的所有第一燕尾槽13a满足设计要求。
83.在步骤s15中,装配转子组件20和叶轮10。
84.图6是本公开实施例提供的一种叶轮组件的局部结构示意图。如图6所示,转子组件20包括磁轭21、多个磁钢22和多个隔磁胶木23。多个磁钢22和多个隔磁胶木23周向布置在磁轭21的外周壁上,多个隔磁胶木23与多个磁钢22沿磁轭21的圆周方向交替分布。磁轭21的内周壁具有多个第二燕尾槽21a。
85.将转子组件20套在轮缘13外,使轮缘13上相邻第一燕尾槽13a之间的部分卡入磁轭21的内周壁上的第二燕尾槽21a中,磁轭21的内周壁上相邻第二燕尾槽21a之间的部分卡入第一燕尾槽13a中。
86.叶轮10的轮缘13上的第一燕尾槽13a与磁轭21的第二燕尾槽21a在圆周方向上相互交错,叶轮10与磁轭21相互卡接在一起。
87.在步骤s16中,将外圆护套31套在转子组件20外。
88.外圆护套31为一个呈筒状的零件,套在转子组件20外,与后续装配的环形端板32一起,对转子组件20提供保护。
89.在步骤s17中,将两个环形端板32同轴布置在外圆护套31的两端,将环形端板32与外圆护套31和轮缘13焊接。
90.图7是图2的局部放大示意图。图7中以箭头示出了焊接的部位。在一些示例中,环形端板32与外圆护套31和轮缘13采用激光焊接。
91.普通的焊接方式会产生较大的热变形,对最终成型的叶轮组件的尺寸会产生较大的影响,形变会导致叶轮组件整体产生一定的扭曲,影响转子组件20的对称性。普通的焊接方式,会导致较大范围内的温升,较高的温度还会对磁钢22的磁性产生一定的影响,导致磁性降低。
92.本公开实施例中,采用激光焊接,不仅形变小,而且不会引起大范围内的温升,对磁钢22的磁性影响较小。
93.完成焊接后,就形成了叶轮组件,之后对叶轮组件进行进一步的精加工,提高叶轮组件的精度,使叶轮组件满足设计要求。由于采用了先粗加工,再组装成叶轮组件,最后再精加工的顺序,在组装前先进行粗加工,能够保证组装出来的叶轮组件有一定的精度。在组装后再进行精加工,有利于保证叶轮组件整体的精度,避免组装前各个部件精加工,组装后由于组装产生的误差以及焊接产生的误差,导致叶轮组件整体出现较大误差。粗加工时留的余量,使得在组装后,组装产生的误差以及焊接产生的误差等各种误差都能够叠加到余量中,有足够的加工空间进行精加工,保证叶轮组件整体的精度。
94.在步骤s18中,对叶片12、轮毂11、轮缘13、外圆护套31和环形端板32进行精加工。
95.图8是本公开实施例提供的一种精加工的流程图。如图8所示,具体可以采用以下方式进行精加工:
96.在步骤s181中,根据叶轮组件的三维模型和叶面型值,分别对叶片12的两面进行精铣加工。
97.在组装后,基于叶轮组件的三维模型和叶轮组件中,叶片12的叶面型值进行精加工,在叶片12的精度满足要求的情况下,也更加能够保证叶轮组件整体的精度。
98.对叶片12的精铣加工,也可以在五轴数控加工中心中进行。将叶轮组件放置在工作台上,装夹校正后,基于叶轮组件的三维模型和叶面型值对叶片12的两面进行精铣加工。
99.在步骤s182中,对轮毂11的内孔壁和两端端面进行精车加工。
100.在步骤s183中,对轮缘13的两端端面、外圆护套31的外周壁、两个环形端板32远离转子组件20的表面进行精车加工。
101.也就是说,在步骤s182和步骤s183中,对叶轮组件的两端端面和外周面、以及轮毂13的内孔壁进行了精加工。步骤s182和步骤s183均可以在立式车床上进行,将叶轮组件放置在工作台上,装夹校正后进行精车加工。
102.叶轮组件整体组装完成后,进行精加工,由于在组装前只进行了粗加工,因此,有足够的余量保证叶轮组件整体的精度。
103.在步骤s19中,对叶片12、轮毂11、轮缘13、外圆护套31和环形端板32的精加工部位进行着色探伤。
104.在完成精加工后,对叶轮组件上进行精加工的部位进行100%着色探伤,能够检测出叶轮组件表面是否在精加工的过程中形成了裂纹等表面损伤。在步骤s19的着色探伤过程中,对焊缝也进行着色探伤,有利于及时发现焊缝存在的缺陷,及时修补。
105.在着色探伤时,可以根据nb/t47013.5-2015标准中的要求进行,ⅱ级验收合格。
106.步骤s19为可选步骤,在精加工后进行着色探伤,能确保精加工的质量,在着色探伤过程中,发现存在损伤时,可以及时对工艺做出调整,对叶轮组件进行修整,有利于提高叶轮组件的整体加工质量。
107.在步骤s20中,在轮毂11上加工出螺钉孔11a。
108.具体可以先在轮毂11上划出螺钉孔11a的加工线,确定出螺钉孔11a的位置,然后进行钻孔,钻出螺纹底孔。之后对螺纹底孔进行攻丝,加工出螺纹,形成螺钉孔11a。
109.在步骤s21中,在轮毂11中安装水润滑支撑轴承和推力盘。
110.水润滑支撑轴承和推力盘可以通过螺钉孔11a进行安装。在安装完成后,可以对叶轮组件整体进行清洁擦拭和防护处理。
111.通过先对叶轮10的轮毂11和轮缘13进行粗车,然后对叶片12进行粗铣,完成对叶轮10的粗加工。然后在轮缘13上加工出用于装配转子组件20的第一燕尾槽13a,将转子组件20套在轮缘13外,使转子组件20的磁轭21与轮缘13通过第一燕尾槽13a和第二燕尾槽21a装配在一起。在装配好转子组件20后,在转子组件20外套上外圆护套31,再装配两个环形端板32,并进行焊接。焊接完成后,再对叶轮10进行精加工,并对外圆护套31和环形端板32进行精加工。通过在叶轮10粗加工后,进行叶轮组件的组装,然后再进行焊接和精加工,由于在组装前进行的是粗加工,留有一定的加工余量,还没有进行精加工,因此在组装过程中的装配误差、焊接过程中的焊接变形对叶轮组件整体产生的影响,通过后续的精加工能够得到消除,使叶轮组件整体的精度得到保证,有利于进一步提升电力推进器的性能。
112.以上所述仅为本公开的可选实施例,并不用以限制本公开,凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。