1.本技术涉及打磨技术领域,尤其是涉及一种打磨机。
背景技术:
2.打磨机是打磨机的一种,也是专门针对钢、铝铜等金属制品的表面和管件进行打磨处理的常用机械加工设备,是金属制品生产线的重要设备,其在五金、水暖等行业得到广泛的应用。打磨机利用磨削性能对工件表面进行打磨的,打磨后的工件表面的质量和精度都较高。
3.现有的金属管件在加工完成后一般需要进行周向打磨处理,传统的管件在打磨的过程中,管件上料时需要人手横向手持管件然后通过相应的夹持件或伸缩件实现管件两端固定,此时管件为架空状态,该种结构安装方式容易造成夹持件或伸缩件无法实现快速定位管件,影响加工效率。
技术实现要素:
4.为了改善现有管件无法快速夹持定位,导致加工效率慢的问题,本技术的目的是提供一种打磨机。
5.本技术提供的一种打磨机采用如下的技术方案:一种打磨机,包括框架本体,框架本体上设置有夹持机构及打磨机构,夹持机构包含支撑件及限位件,限位件位于支撑件的上部可进行上下升降,支撑件上设置有旋转件,限位件朝向旋转件的一侧设置有转动件,打磨机构包含支撑板、伸缩板及打磨件,支撑板上下滑移设置在框架本体上,伸缩板左右滑移设置在支撑板上,打磨件设置在支撑板上,且朝向支撑件与限位件之间。
6.通过采用上述技术方案,夹持机构用于夹持管件,打磨机构实现对管件的打磨,管件安装时,直接通过人手竖直放置在支撑件上,限位件升降抵接在管件上实现对管件的夹持定位,该种结构能够实现管件的快速定位安装,管件安装完成后,旋转件在转动件的辅助下能够带动管件进行周向循环转动,同时伸缩板带动打磨件贴合管件的周身进行打磨,同时利用支撑板能够带动打磨件贴合管件的周身进行上下移动,以实现管件周身的全方位打磨,该种打磨结构能够有效的提升打磨效率,同时提高打磨精度和外观。
7.可选的,旋转件包含第一驱动件、转轴、第一轴承及第二轴承,第一轴承及第二轴承转动连接在转轴上,且第一轴承位于第二轴承的上部,转轴位于支撑件的中心处,转轴朝向第一驱动件的端部固定设置有第一带轮,第一驱动件与第一带轮之间活动设置有传动带,第一驱动件固定安装在框架本体上。
8.通过采用上述技术方案,第一驱动件通过传动带驱动第一带轮旋转,第一带轮控制转轴旋转,第二轴承套接在转轴上且设置在支撑件内,能够有效减小转轴的转动摩擦力,同时为转轴提供精度较高的垂直度,第一轴承位于第二轴承的上部,用于支撑管件,当转轴旋转时能够通过第一轴承同步带动管件旋转。
9.可选的,第一轴承的端面与转轴的端部相平齐,第一轴承的端面高度高于支撑件朝向限位件的端面。
10.通过采用上述技术方案,第一轴承的端面与转轴的端部相平齐便于平稳的放置管件,使得管件的端部能够与第一轴承的端面充分抵接,第一轴承的端面高度高于支撑件朝向限位件的端面便于管件在旋转时不会与支撑件件造成摩擦干涉。
11.可选的,第一轴承为推力球轴承,第二轴承为深沟球轴承。
12.通过采用上述技术方案,推力球轴承便于带动管件进行周向循环旋转,深沟球轴承摩擦阻力小、转速高,便于转轴平稳高速转动。
13.可选的,限位件包含第二驱动件及固定板,固定板固定设置在第二驱动件的端部,且位于支撑件的正上方,转动件转动设置在固定板朝向支撑件的端面上。
14.通过采用上述技术方案,第二驱动件带动固定板朝支撑件进行上下升降,通过固定板能够有效限位管件在支撑件上的固定位置,防止其发生抖动偏离,利用转动件能够提高管件的旋转速度,加快打磨效率,利用该结构,管件在安装和取放的过程效率均明显提升。
15.可选的,支撑板与框架本体之间活动设置有伸缩柱,框架本体上还设置有用于驱动支撑板沿伸缩柱上下升降的第三驱动件。
16.通过采用上述技术方案,利用伸缩柱能够稳定的支撑支撑板,使得第三驱动件带动支撑板上下升降时,整体运行平稳,打磨精度一致性好。
17.可选的,支撑板上设置有滑座,伸缩板通过滑块滑移在滑座上,支撑板上还设置有第四驱动件,第四驱动件的驱动端与伸缩板固定连接。
18.通过采用上述技术方案,第四驱动件带动伸缩板沿滑座的设置轨迹进行横向滑动,当管件安装好后开始打磨时,第四驱动件带动伸缩板槽管件的周向延伸,使得打磨件能够充分贴合管件的周身实现打磨,当打磨完成后,第四驱动件带动伸缩板远离管件向外侧滑移,此时便于更好的取出管件。
19.可选的,打磨件包含第五驱动件、第二带轮及第三带轮,第二带轮固定设置在第五驱动件的端部,第五驱动件固定安装在伸缩板上,第三带轮转动连接在伸缩板上,第二带轮与第三带轮之间活动设置有砂带。
20.通过采用上述技术方案,第五驱动件旋转时同步带动第二带轮转动,第二带轮转动时通过砂带同步带动第三带轮转动,砂带在第二带轮与第三带轮之间循环传动,管件与砂带之间为相对转动,能够快速的提升打磨效率。
21.可选的,砂带的打磨面呈竖直设置。
22.通过采用上述技术方案,砂带的打磨面呈竖直设置能够充分贴合管件的外周,实现高效打磨。
23.可选的,第二带轮与第三带轮之间还设置有第四带轮,伸缩板位于第四带轮的安装位置处开设有滑槽,滑槽与伸缩板滑移方向设置相同,伸缩板上设置有用于驱动第四带轮沿滑槽内滑移的第六驱动件,砂带同步抵接在第四带轮上。
24.通过采用上述技术方案,第六驱动件能够带动第四带轮沿滑槽内滑动,以调节砂带的传动张紧度,同时利用第四带轮能够增加砂带的传动稳定性,防止砂带抖动增大导致脱离。
25.综上所述,本技术包括以下至少一种有益技术效果:1.管件安装时,直接通过人手竖直放置在支撑件上,限位件升降抵接在管件上实现对管件的夹持定位,该种结构能够实现管件的快速定位安装,管件安装完成后,旋转件在转动件的辅助下能够带动管件进行周向循环转动,同时伸缩板带动打磨件贴合管件的周身进行打磨,同时利用支撑板能够带动打磨件贴合管件的周身进行上下移动,以实现管件周身的全方位打磨,该种打磨结构能够有效的提升打磨效率,同时提高打磨精度和外观;2.第二轴承套接在转轴上且设置在支撑件内,能够有效减小转轴的转动摩擦力,同时为转轴提供精度较高的垂直度,第一轴承位于第二轴承的上部,用于支撑管件,当转轴旋转时能够通过第一轴承同步带动管件旋转;3.利用伸缩柱能够稳定的支撑支撑板,使得第三驱动件带动支撑板上下升降时,整体运行平稳,打磨精度一致性好;4.第六驱动件能够带动第四带轮沿滑槽内滑动,以调节砂带的传动张紧度,同时利用第四带轮能够增加砂带的传动稳定性,防止砂带抖动增大导致脱离。
附图说明
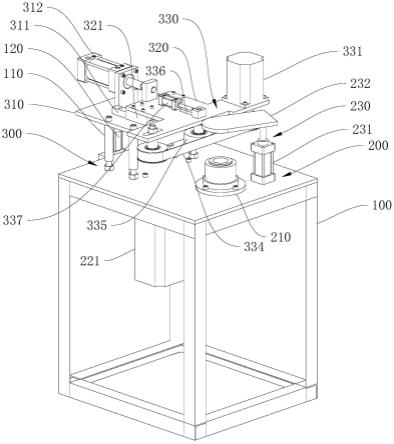
26.图1是本技术实施例1的整体结构示意图;图2是本技术实施例1的主视结构示意图;图3是本技术实施例1的支撑件与旋转件安装结构示意图;图4是图3中的a-a剖视图。
27.附图标记说明:100、框架本体;110、伸缩柱;120、第三驱动件;200、夹持机构;210、支撑件;220、旋转件;221、第一驱动件;222、转轴;223、第一带轮;224、传动带;225、第一轴承;226、第二轴承;227、第三轴承;230、限位件;231、第二驱动件;232、固定板;233、转动件;300、打磨机构;310、支撑板;311、滑座;312、第四驱动件;320、伸缩板;321、滑块;330、打磨件;331、第五驱动件;332、第二带轮;333、第三带轮;334、砂带;335、第四带轮;336、滑槽;337、第六驱动件。
具体实施方式
28.以下结合附图1-4,对本技术作进一步详细说明。
29.实施例1:一种打磨机,参照图1和图2,包含框架本体100、夹持机构200和打磨机构300,夹持机构200与打磨机构300固定安装在框架本体100上,打磨机构300位于夹持机构200的一侧,夹持机构200用于夹持管件,打磨机构300实现对管件的周向打磨。
30.参照图1和图2,夹持机构200包含支撑件210及限位件230,支撑件210固定安装在框架本上,支撑件210的中心位置处设置有旋转件220,限位件230位于支撑件210的侧边处,限位件230包含第二驱动件231及固定板232。本实施例中,第二驱动件231为伸缩气缸,第二驱动件231垂直固定安装在框架本体100上,且驱动端朝上设置。固定板232固定安装在第二驱动机的端部,且位于支撑件210的正上方,固定板232朝向支撑件210的端面处设置有转动件233,转动件233转动安装在固定板232上。管件安装时,直接通过人手竖直放置在支撑件210上的旋转件220处,第二驱动件231带动固定板232朝支撑件210位置进行上下升降,通过固定板232能够有效限位管件在支撑件210上的固定位置,防止其发生抖动偏离。利用转动
件233能够提高管件的旋转速度,加快打磨效率,同时利用该结构,管件在安装和取放的过程效率均明显提升。
31.具体地,参照图3和图4,旋转件220包含第一驱动件221、转轴222、第一轴承225及第二轴承226,第一轴承225及第二轴承226转动连接在转轴222上,且第一轴承225位于第二轴承226的上部,本实施例中,第一轴承225采用推力球轴承,第二轴承226采用深沟球轴承,第一驱动件221采用驱动电机。转轴222转动连接在支撑件210的中心位置,第一驱动件221固定安装在框架本体100上,转轴222朝向第一驱动件221的端部固定设置有第一带轮223,第一驱动件221与第一带轮223之间活动设置有传动带224,第一驱动件221通过传动带224驱动第一带轮223旋转,第一带轮223控制转轴222旋转,第二轴承226套接在转轴222上且设置在支撑件210内,能够有效减小转轴222的转动摩擦力,同时为转轴222提供精度较高的垂直度,第一轴承225位于第二轴承226的上部,用于支撑管件,当转轴222旋转时能够通过第一轴承225同步带动管件旋转。
32.本实施例中,第二轴承226的下部还设置有第三轴承227,第三轴承227采用圆锥滚子轴承,圆锥滚子轴承同步与转轴222转动连接,圆锥滚子轴承具有转速高,刚性大且耐冲击振动,能够承受较大的轴向载荷。
33.应当说明的是,为了更平稳放置管件,同时旋转件220带动管件旋转时不会造成摩擦干涉现象,本实施例中,第一轴承225的顶部端面与转轴222的端部相平齐,第一轴承225的端面高度高于支撑件210朝向限位件230的端面。
34.参照图1,打磨机构300包含支撑板310、伸缩板320及打磨件330,支撑板310与框架本体100之间活动设置有伸缩柱110,伸缩柱110可根据支撑板310的整体重量进行相应的设置,框架本体100上还设置有用于驱动支撑板310沿伸缩柱110上下升降的第三驱动件120,本实施例中,第三驱动件120采用伸缩气缸。利用伸缩柱110能够稳定的支撑支撑板310,使得第三驱动件120带动支撑板310上下升降时,整体运行平稳,打磨精度一致性好。
35.具体地,支撑板310的顶部设置有一组滑座311,伸缩板320通过滑块321滑移设置在滑座311上,支撑板310位于滑座311的侧边处固定设置有第四驱动件312,第四驱动件312的驱动端与伸缩板320固定连接。本实施例中,第四驱动件312采用伸缩气缸。第四驱动件312带动伸缩板320沿滑座311的设置轨迹进行横向滑动,当管件安装好后开始打磨时,第四驱动件312带动伸缩板320槽管件的周向延伸,使得打磨件330能够充分贴合管件的周身实现打磨,当打磨完成后,第四驱动件312带动伸缩板320远离管件向外侧滑移,此时便于更好的取出管件。
36.参照图1和图2,打磨件330包含第五驱动件331、第二带轮332及第三带轮333,第五驱动件331固定安装在伸缩板320上,第二带轮332固定设置在第五驱动件331的端部,第三带轮333转动连接在伸缩板320上,第二带轮332与第三带轮333之间活动设置有砂带334,本实施例中,第五驱动件331采用驱动电机。第五驱动件331旋转时同步带动第二带轮332转动,第二带轮332转动时通过砂带334同步带动第三带轮333转动,砂带334在第二带轮332与第三带轮333之间循环传动,管件与砂带334之间为相对转动,能够快速的提升打磨效率。
37.本实施例中,砂带334的打磨面呈竖直设置,能够充分贴合管件的外周,实现高效打磨。第二带轮332与第三带轮333之间还设置有第四带轮335,伸缩板320位于第四带轮335的安装位置处开设有滑槽336,滑槽336与伸缩板320滑移方向设置相同,伸缩板320上设置
有用于驱动第四带轮335沿滑槽336内滑移的第六驱动件337。本实施例中,第六驱动件337采用伸缩气缸,第六驱动件337能够带动第四带轮335沿滑槽336内滑动,以调节砂带334的传动张紧度,砂带334在传动的过程中同步抵接在第四带轮335上,利用第四带轮335能够增加砂带334的传动稳定性,防止砂带334抖动增大导致脱离。
38.本技术实施例的实施原理为:使用时,将待打磨的管件竖直放置在支撑件210上,通过第一轴承225实现整体支撑,限位件230向下升降抵接在管件的顶部实现对管件的夹持定位,管件安装好后,通过第一驱动件221通过传动带224带动转轴222转动,转轴222转动的过程中带动第一轴承225同步旋转,第一轴承225在转动件233的辅助配合下能够带动管件进行周向循环转动。
39.管件在转动的过程中,第三驱动件120带动支撑板310沿伸缩柱110进行上下升降,使得砂带334能够沿着管件的外周面竖向进行依次打磨,砂带334在打磨的过程中通过第四驱动件312带动伸缩板320进行横向滑动,使得砂带334能够充分贴合管件的外周面实现打磨,同时在打磨的过程中,第六驱动件337能够带动第四带轮335沿滑槽336内滑动,以调节砂带334的传动张紧度,确保打磨效果的一致性。
40.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。