1.本技术涉及铁路工程作业领域,尤其涉及无砟轨道板换板车及换板方法。
背景技术:
2.板式无砟轨道是我国高速铁路采用的主要轨道结构形式,无砟轨道板为重要的承力部件,随着高速铁路服役时间的增长,个别轨道板出现裂纹、掉块等病害;为确保无砟轨道的安全性、稳定性和长期耐久性,因此,需要对伤损的轨道板进行更换。
3.目前常用的轨道板更换方法主要有两种:其一,抬轨换板法,采用专用设备配合钢轨抬高设备将钢轨抬高,将轨道板由线路侧向移出并更换;其二,横向拨轨换板法,采用专用设备工装将钢轨横向拨开,预留伤损轨道板的垂直起吊空间,配合专用设备完成轨道板更换。这两种方案的更换装置或设备工装结构复杂、体积重量庞大、集成度低,而且需要大量人工参与。另外,需要通过轨道运输车提前将新轨道板运送目标位置,放置于轨道两侧,更换后还通过轨道运输车将旧轨道板运走,导致对线路工况适应度差且存在换板效率低、成本高、需调动资源过多等一系列问题。
4.由鉴于此,特提出本技术。
技术实现要素:
5.为了解决上述技术缺陷之一,本技术实施例中提供了一种无砟轨道板换板车及方法。
6.根据本技术实施例的第一个方面,提供了一种无砟轨道板换板车,包括:
7.车架;
8.提拨轨装置,安装于车架底部,用于将钢轨抬离地面;
9.旧板储板架,安装于车架,用于存放旧轨道板;
10.新板储板架,安装于车架,用于存放新轨道板;
11.轨道板更换装置,安装于车架,用于提升旧轨道板并将旧轨道板运输至旧板储板架上,以及用于将新轨道板运送至目标放置位置。
12.根据本技术实施例的第二个方面,提供了一种无砟轨道板换板方法,应用上述的无砟轨道板换板车,具体包括如下步骤:
13.提拨轨装置将钢轨抬离轨道道床并拨开两股钢轨,留出轨道板提升所需空间;
14.轨道板更换装置提升旧轨道板并将旧轨道板运输至旧板储板架上,以及将新轨道板运送至目标放置位置。
15.本技术实施例提供的无砟轨道板换板车,通过提拨轨装置抓取轨道线两侧的钢轨,将钢轨抬离轨道道床;轨道板更换装置用于将旧轨道板提升并运输至旧板储板架进行存储;以及将新板储板架上的新轨道板输送并吊运至目标放置位置进行铺设,实现新旧轨道板的自动更换,大大提高了换板速度,且不需要专用设备配合,也不需要额外的轨道运输车配合,还减少了人员参与,降低换板成本。
附图说明
16.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
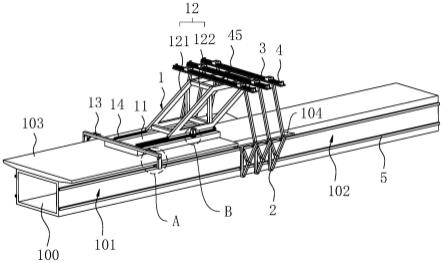
17.图1为本技术无砟轨道板换板车的主视图;
18.图2为本技术无砟轨道板换板车的俯视图;
19.图3为本技术提拨轨装置结构示意图;
20.图4为图3中的平面结构示意图;
21.图5为本技术提拨轨装置与钢轨锁定装置结构示意图;
22.图6为本技术钢轨锁定装置结构示意图;
23.图7为本技术轨道板更换装置与车架连接示意图;
24.图8为图7中a的放大结构示意图;
25.图9为本技术轨道板更换装置结构示意图;
26.图10为图9的平面结构示意图;
27.图11为本技术摆动组件与平移机构平面结构示意图;
28.图12为本技术轨道板更换装置局部结构示意图;
29.图13为本技术轨道拨开状态示意图;
30.图14为本技术砂浆搅拌装置结构示意图;
31.图15为本技术无砟轨道板换板车的工艺流程示意图。
32.其中:
33.1、司机室;
34.2、转向架;
35.3、车架;
36.4、支撑装置;
37.5、轨道板更换装置;501、承载机构;511、承载框架;512、导向轮;513、齿轮传动结构;502、垂向移动机构;521、齿条;522、齿轮;523、导向轨;524、导向滑块;503、回转机构;531、圆形固定板;532、回转支承;533、回转驱动;534、回转驱动安装座;535、回转驱动件;504、摆动机构;541、横向转轴;542、纵向摆动架;543、纵向转轴;544、横向摆动架;545、纵向连杆;546、纵向摆动驱动件;547、横向摆动驱动件;505、平移机构;551、纵向平移架;552、纵移滑杆;553、横向平移架;554、横向平移驱动件;555、纵向平移驱动件;506、抓取机构;
38.6、新板储板架;
39.7、旧板储板架;
40.8、提拨轨装置;801、夹轨组件;811、夹爪;812、夹爪驱动件;802、横向拨轨组件;821、横向拨轨驱动件;822、横向滑轨;823、滑块;803、承载安装板;804、垂向提轨组件;
41.9、钢轨锁定装置;901、锁定横杆;902、锁定横杆驱动件;903、锁定导向杆;904、锁定卡块;
42.10、砂浆搅拌装置;1001、溶剂箱;1002、管道;1003、搅拌机;1004、出料口;1005、搅拌罐;
43.11、移动轨道。
具体实施方式
44.为了使本技术实施例中的技术方案及优点更加清楚明白,以下结合附图对本技术的示例性实施例进行进一步详细的说明,显然,所描述的实施例仅是本技术的一部分实施例,而不是所有实施例的穷举。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
45.图1为本技术无砟轨道板换板车的主视图;图2为本技术无砟轨道板换板车的俯视图;图3为本技术提拨轨装置结构示意图;图4为图3中的平面结构示意图;图5为本技术提拨轨装置结构示意图;图6为本技术钢轨锁定装置结构示意图;图7为本技术轨道板更换装置与结构连接示意图;图8为图7中a的放大结构示意图;图9为本技术无砟轨道板更换装置结构示意图;图10为图9的平面结构示意图;图11为本技术摆动机构与平移机构平面结构示意图;
46.图12为本技术轨道板更换装置局部结构示意图;图13为本技术钢轨拨开状态示意图;图14为本技术砂浆搅拌装置结构示意图;图15为本技术无砟轨道板换板车的工艺流程示意图。如图1至图15所示,本实施例提供无砟轨道板换板车及换板方法,用于对钢轨无损的高速铁路进行无砟轨道板的更换。
47.本实施例中,以轨道线延伸方向为纵向方向、以轨道线宽度方向为横向方向;其中轨道线延伸方向与换板车长度方向相同,换板车宽度方向与轨道线宽度方向相同。
48.本技术实施例提供的无砟轨道板换板车包括:车架3、提拨轨装置8、旧板储板架7、新板储板架6及轨道板更换装置5。
49.实施中,车架3作为承载安装主体,用于承载整车及各工作装置;提拨轨装置8,安装于车架3的底部,用于抓取轨道线两侧的钢轨,将钢轨抬离地面;旧板储板架7,安装于车架3,用于存放旧轨道板;新板储板架6,安装于车架3,用于存放新轨道板;轨道板更换装置5,安装于车架3,用于提升旧轨道板、将旧轨道板运输至旧板储板架7上,以及抓取新轨道板储板架6上的新轨道板并输送至目标放置位置;
50.本技术实施例提供的无砟轨道板换板车通过提拨轨装置抓取轨道线两侧的钢轨,将钢轨抬离地面并横向拨开;轨道板更换装置用于将旧轨道板提升,并运输至旧板储板架进行存储;将新板储板架上的新轨道板输送并吊运至目标放置位置进行铺设,实现新旧轨道板的自动更换,大大提高了换板速度,且不需要专用设备配合,也不需要额外的轨道运输车配合,还减少了人员参与,降低换板成本。
51.本实施例提供的无砟轨道板换板车可以满足不同工况的线路的轨道板的更换;比如单双线、桥隧线、超高线的轨道板的更换;还可以满足不同轨道板板型的轨道板的更换,能够提高现场的作业效率与质量。
52.作为具体的实施例,无砟轨道板换板车上设置有钢轨锁定装置9,安装于车架3的底部,用于固定锁紧轨道线两侧的钢轨,防止回弹。
53.作为具体的实施例,无砟轨道板换板车上设置有砂浆搅拌装置10,用于搅拌并将砂浆灌注至新轨道板的填充层。
54.如图3-图5所示,作为本技术的一个实施例,提拨轨装置8包括承载安装板803、横向拨轨组件802、两组垂向提轨组件804及夹轨组件801;承载安装板803连接于换板车的车架3底部;两组垂向提轨组件804,沿横向间隔设置于承载安装板803;垂向提轨组件804连接
于横向拨轨组件802,两组垂向提轨组件804能相对于承载安装板803沿横向移动;本实施中还安装有垂向提轨组件804中的驱动件用于提供驱动力,比如可以提供驱动力的驱动油缸。横向拨轨组件802连接于承载安装板803,用于驱动垂向提轨组件804相对承载安装板803沿横向移动;夹轨组件801,连接于垂向提轨组件804的底端,用于抓取轨道线的钢轨。
55.实施中,用于抓取轨道线两侧的钢轨的夹轨组件801可以有多种结构,例如夹钳结构,根据轨道线所需拨开钢轨的具体长度,夹轨组件801可设置两组及以上,作为具体的实施例,夹轨组件801包括夹爪811及夹爪驱动件812,夹爪驱动件812横向伸缩驱动夹爪811从两侧夹紧轨道。垂向提轨组件804驱动下端的夹轨组件801相对于承载安装板803沿垂向移动。
56.横向拨轨组件802驱动垂向提轨组件804沿横向移动,将钢轨向两侧拨开。
57.具体地,横向拨轨组件802包括横向拨轨驱动件821、横向滑轨822及滑块823;横向滑轨822安装于承载安装板803,沿横向方向延伸;滑块823配合安装于横向滑轨822,滑块823与垂向提轨组件804相连、带动垂向提轨组件804沿横向滑轨822相对移动;横向拨轨驱动件821,连接于滑块823,用于提供滑块823沿横向滑轨822相对移动的驱动力。
58.实施中,横向拨轨驱动件821为驱动滑块823沿横向滑轨822运动的驱动件,可以为驱动油缸,驱动油缸的活塞杆连接垂向提轨组件804,驱动油缸驱动滑块823带动夹轨组件801左右运动。
59.横向拨轨组件802根据所需拨开钢轨的具体长度对应设置多组,作为一种具体地实施例,在承载安装板803分别安装有横向拨轨组件802,在进行更换轨板工作前,垂向提轨组件804将拆除一定长度扣件的钢轨垂向提升,横向拨轨驱动件821驱动两股钢轨分别向左右两侧移动,横向拨轨组件802将钢轨横向拨开一定宽度;拨开钢轨后留出空间,旧轨道板从两股钢轨之间穿过向上提起,新轨道板也从两股钢轨之间穿过进行铺设和调整。
60.在拨开钢轨到位的同时,为防止横向拨轨组件802、垂向提轨组件804及夹轨组件801的驱动件失效,比如防止油缸失效时,钢轨锁紧装置9可伸缩到位顶在两股钢轨之间用于锁定钢轨;钢轨锁定装置9至少设置两套,用于锁定两股钢轨。
61.如图5-图6所示,作为一个具体的实施例,钢轨锁定装置9对应安装于承载安装板803,位于提拨轨装置8的一侧,钢轨锁定装置9包括锁定横杆901、锁定卡块904、锁定横杆驱动件902;锁定横杆901沿横向方向延伸;锁定卡块904安装于锁定横杆901的两端,可卡置于钢轨内侧的凹槽内以将轨道线两侧的钢轨锁定;锁定横杆驱动件902与锁定横杆901固定连接,用于驱动锁定横杆901沿垂向运动。
62.作为一个具体的实施例,钢轨锁定装置9还包括锁定导向杆903,底端与锁定横杆901相连,顶端穿过承载安装板803的通孔,沿垂向方向延伸。锁定横杆驱动件902可以为伸缩油缸或者伸缩电机,也可以为其他具有伸缩功能的驱动件;实施中,锁定横杆驱动件902沿垂向伸缩,带动锁定横杆901上下移动通过承载安装板803的通孔与锁定导向杆903之间的配合实现垂向限位,使锁定横杆901始终沿横向延伸,不会产生水平转动;锁定横杆901端部的锁定卡块904从内侧顶紧两股钢轨,完成钢轨的固定,此时,预留出上部换板空间,换板完成后,钢轨锁定装置9复位解锁,提拨轨装置8复位,将钢轨恢复原位。
63.如图2所示,作为具体的实施例,轨道板更换装置设置于旧板储板架7与新板储板架6之间;旧板储板架7与新板储板架6之间形成有换板空间;轨道板更换装置5将旧轨道板
从换板空间提升并运送至旧板储板架7,将新板储板架6上的新轨道板从换板空间下放至目标放置位置;旧板储板架7与新板储板架6之间形成有换板空间,实现旧轨道板的移除与新轨道板的精准放置。
64.如图7-图12所示,作为本技术的实施例,轨道板更换装置5包括承载机构501、垂向移动机构502、回转机构503、摆动机构504与平移机构505及抓取机构506;承载机构501安装于车架3上,可沿纵向方向相对于车架3移动;回转机构503,连接于所述承载机构501,可相对于承载机构501水平转动;摆动机构504连接于所述回转机构503,可相对于回转机构503摆动和/或相对于水平面摆动;平移机构505连接于所述摆动机构504,可相对于摆动机构504水平移动和/或相对于水平面移动;抓取机构506连接于所述平移机构505,用于抓取新轨板或旧轨板。
65.实施中,抓取机构502抓取新轨道板或者旧轨道板,垂向移动机构502、回转机构503、摆动机构504与平移机构505与可移动的承载机构501实现轨道板六个自由度的位置调整,可完成轨道板的移动、更换、精调等工作。
66.作为一个具体地实施例,摆动机构504包括纵向摆动单元与横向摆动单元;纵向摆动单元包括横向转轴541与纵向摆动架542,横向转轴541连接于回转机构503、沿横向方向延伸,纵向摆动架542套设于横向转轴541,并以横向转轴541为轴转动,实现沿纵向方向俯仰摆动;横向摆动单元包括纵向转轴543与横向摆动架544,所述纵向转轴543沿纵向方向延伸、与纵向摆动架542固定连接,所述横向摆动架544套设于纵向转轴543,并以纵向转轴543为轴转动,实现横向方向俯仰摆动。
67.通过横向摆动单元与纵向摆动单元的摆动,实现新轨道板平面错台的调整。
68.作为一个实施例,纵向摆动单元还包括纵向连杆545与纵向摆动驱动件546;纵向连杆545一端与横向转轴541固定连接带动横向转轴541转动,另一端与纵向摆动驱动件546连接;纵向摆动驱动件546安装于纵向摆动架542,用于提供纵向连杆545带动横向转轴541转动的驱动力。
69.作为一个实施例,横向摆动单元还包括横向摆动驱动件547,纵向摆动驱动件546提供横向摆动架544以纵向转轴543为轴转动的驱动力,通过摆动机构504的左右俯仰摆动、前后俯仰摆动可实现新轨道板平面错台的调整。
70.作为一个实施例,所述横向摆动单元还包括横向摆动驱动件547,与横向摆动架544相连,用于提供横向摆动架544摆动的驱动力。
71.作为一个实施例,平移机构505包括纵向平移单元与横向平移单元;纵向平移单元连接于摆动机构504,用于沿纵向方向移动;横向平移单元安装于纵向平移单元,用于沿横向方向移动;通过平移机构505相对于摆动机构504水平移动和/或相对于水平面移动,完成轨道板中线位置的调整。
72.作为一个实施例,纵向平移单元包括纵移滑杆552、纵向平移架551与纵向平移驱动件555;纵移滑杆552活动连接于摆动机构504,沿纵向方向相对于摆动机构504移动;纵向平移架551固定连接于纵移滑杆552的端部,用于带动抓取机构506沿纵向方向相对于摆动机构504移动;纵向平移驱动件555一端与纵向平移架551连接,另一端与横向摆动架544连接,用于提供纵向平移架551与摆动机构504相对移动的驱动力。
73.作为一个实施例,横向平移单元包括横向平移架553与横向平移驱动件554,所述
横向平移架553活动连接于纵向平移单元,沿横向方向、相对于纵向平移单元移动,用于带动抓取机构506沿横向方向相对于纵向平移单元移动。横向平移驱动件554一端与纵向平移架551连接,另一端与横向平移架553连接,用于提供横向平移架553与纵向平移单元相对移动的驱动力。
74.实施中,横向摆动驱动件547、纵向摆动驱动件546、纵向平移驱动件555、横向平移驱动件554可以为电动推杆,也可以为电机驱动蜗轮蜗杆、伸缩油缸等实现推拉的驱动结构件。
75.值得说明的是,摆动机构504与平移机构505从外向内的运动过程为:横向平移架553、纵向平移架551、横向摆动架544以纵向转轴543为轴相对于纵向摆动架542转动,实现横向方向俯仰摆动。横向平移架553、纵向平移架551、横向摆动架544、纵向摆动架542以横向转轴541为轴相对于回转机构503转动,实现纵向方向俯仰摆动;横向平移架553、纵向平移架551相对于横向摆动架544前后移动;横向平移架553相对于纵向平移架551左右移动;横向平移架553的两端连接抓取机构506,用于连接轨道板。
76.具体地,抓取机构506连接于横向平移架553的两端,用于抓取新轨道板或旧轨道板;实施中,抓取机构506可以为吊耳,吊耳可以与轨道板侧边安装孔配合用于吊装轨道板,需要特别说明的是,抓取机构506可以采用自动化程度更高的全自动化夹具,也可以为能够吊装轨道板的其他任何结构。
77.作为本技术的实施例,回转机构503包括圆形固定板531、回转支承532及回转支承驱动机构;圆形固定板531连接于所述承载机构501;
78.回转支承532包括内圈与外圈,内圈固定连接于圆形固定板531;回转支承532的外圈可相对于内圈转动;回转支承驱动机构安装于承载机构501,与回转支承532的外圈转动连接,用于驱动回转支承532的外圈相对内圈转动。
79.实施中,回转支承驱动机构包括回转驱动533、回转驱动安装座534及回转驱动件535;回转驱动安装座534与圆形固定板531固定连接;回转驱动533安装于回转驱动安装座534,回转驱动533与回转支承532的外圈的外圈啮合;回转驱动件535用于提供回转驱动533旋转的驱动力。
80.回转机构503驱动摆动机构504、平移机构505、抓取机构506及由抓取机构506抓取的轨道板水平转动,调整轨道板中线与轨道平行;在摆动机构504、平移机构505、回转机构503的共同作用下,可实现轨道板平面错台、中线的调整;实现轨道板位置精调所必须的六个自由度的运动,控制精度高,可以提升工作效率,降低工作强度。
81.如图7-图8所示,作为一个实施例,无砟轨道板换板车还设置有垂向移动机构502,连接于承载机构501的两侧,以使承载机构501可相对于换板车的车架3沿垂向移动。
82.作为一个实施例,垂向移动机构502包括垂向连接板、齿轮522、齿条521、导向轨523及导向滑块524;垂向连接板与承载机构501固定连接;齿轮522安装于垂向连接板,用于与设置于车架3上的的齿条521啮合;齿条521沿垂向延伸;导向轨523安装于车架,与齿条521平行、间隔设置导向滑块524安装于垂向连接板,与导向轨523配合。
83.具体地,垂向移动机构502位于车架3中部,可设置驱动件驱动齿轮522沿齿条521垂直上下滑动,用于提升旧轨道板并将旧轨道板转移至旧板储板架7上,以及用于将新板储板架6的新轨道板向下输送至目标位置处。
84.作为一个实施例,轨道板更换装置5安装于旧板储板架7与新板储板架6之间,旧板储板架7与新板储板架6之间设置有移动轨道11,轨道板更换装置5可在移动轨道11上方走行,完成在新板储板架6和旧板储板架7之间轨道板的运送。
85.具体地,承载机构501安装于换板车的车架3上,包括承载框架511及安装在承载框架511上的导向轮512,承载框架511用于承载轨道板更换装置5、导向轮512用于带动轨道板更换装置5沿纵向方向移动。
86.实施中,轨道板更换装置5能够在旧板储板架和新板储板架上移动,且移动至旧板储板架和新板储板架之间的区域,以使轨道板更换装置5向上吊起旧轨道板后移动至旧板储板架,以将旧轨道板存放至旧板储板架;或移动至新板储板架,吊起新轨道板后再移动至旧板储板架和新板储板架之间的区域,然后将新轨道板下放至目标放置位置。
87.实施中,承载框架511安装齿轮传动结构513,通过驱动件驱动齿轮传动结构513带动轨道板更换装置5沿车架3上的移动轨道11移动。
88.实施中,回转机构503连接于承载机构501,用于相对于承载机构501转动和/或相对于水平面转动;摆动机构504连接于所述回转机构503,可相对于回转机构503摆动和/或相对于水平面摆动;平移机构505连接于所述摆动机构504,可相对于摆动机构504水平移动和/或相对于水平面移动;通过回转机构503、摆动机构504与平移机构505的作用可在新轨道板到位后精确调整新轨道板的姿态,免于人工调整,提高工作效率。
89.作为具体的实施例,无砟轨道板换板车上设置有砂浆搅拌装置10,用于搅拌并将砂浆灌注至新轨道板的填充层。
90.如图14所示,作为本技术的实施例,砂浆搅拌装置10包括搅拌罐1005及溶剂箱1001;
91.搅拌罐1005,用于存放、搅拌水泥砂浆并将水泥砂浆灌注至新轨道板的填充层;溶剂箱1001,安装于搅拌罐1005的两侧,与搅拌罐1005通过管道1002连通,用于清洗搅拌罐1005或用于在搅拌罐1005内缺水时向搅拌罐内注水。
92.实施中,砂浆搅拌装置10设置有搅拌机1003,可实时以要求速度在搅拌罐1005内进行搅拌,保证聚合物水泥砂浆的良好特性,搅拌罐1005底部的出料口1004可与注浆软管连接,在轨道板更换完成后实现砂浆的灌注。
93.作为本技术的实施例,换板车的车架3底部还安装有支撑装置4,连接于车架3底部,以车架3的竖向中心线呈轴对称分布;作业状态下,支撑装置4支撑于地面用于将换板车顶升预设高度,为轨道板更换作业提供稳定支撑。
94.作为本技术的实施例,轨道板换板车的司机室1分布在换板车前后两端,内部设置有操作台和动力装置,可为换板车提供动力,操作换板车正反向运行以及工作装置工作。
95.作为本技术的实施例,在车架3的前后两端分布转向架2为整车的承载部件,用于提供走行、导向和支撑。
96.本技术实施例提供的无砟轨道板换板车结构紧凑、功能齐全、集成度高,可以满足不同工况的线路的轨道板的更换;比如单双线、桥隧线、超高线的轨道板的更换;还可以满足不同板型的轨道板的更换,能够提高现场的作业效率与质量。
97.下面将进一步结合具体的作业过程介绍上述具体实施例描述的轨道板换板车的作业方法,包括以下步骤:
98.步骤一:提拨轨装置8将钢轨抬离轨道道床并拨开两股钢轨,留出轨道板提升所需空间;解除对轨道板的约束,以分离轨道板;
99.步骤二:轨道板更换装置5提升旧轨道板并将旧轨道板运输至旧板储板架7上;
100.步骤三:轨道板更换装置5将新轨道板运送至目标放置位置。
101.作为本技术的实施例,在提拨轨装置8将钢轨抬离道床之后,轨道板更换装置5提升旧轨道板并将旧轨道板运输至旧板储板架7上之前,也就是步骤一之后、步骤二之前,还包括如下步骤:锁紧装置9固定锁紧轨道线两侧的钢轨。
102.作为本技术的实施例,轨道板更换装置5将新轨道板运送至目标放置位置;包括如下具体步骤:
103.(1)轨道板更换装置5转运新轨道板进行粗铺;
104.(2)轨道板更换装置5精调轨道板姿态。
105.作为本技术的实施例,轨道板更换装置提升旧轨道板并将旧轨道板运输至旧板储板架上,以及将新轨道板运送至目标放置位置之后,也就是步骤三之后,还包括如下步骤:砂浆搅拌装置10将砂浆灌注至新轨道板填充层。
106.作为本技术的实施例,提拨轨装置8将钢轨抬离道床之前,还包括如下具体步骤:支撑装置4将整车顶升至预设高度。
107.作为本技术的实施例,在支撑装置4将整车顶升至预设高度之前,还包括如下具体步骤:
108.(1)现场勘探调研、对损伤轨道板的位置进行确认,对轨道板换板车预设停车位进行标定;
109.(2)轨道板换板车携带新轨道板进场,在标定位置停车。
110.作为本技术的实施例,提拨轨装置8抓取轨道线两侧的钢轨之前,还包括如下步骤:拆除待更换轨道板两侧一定距离钢轨扣件。
111.作为本技术的实施例,砂浆搅拌装置10将砂浆灌注至新轨道板填充层后,还包括如下步骤:
112.(1)钢轨锁紧装置9回位;
113.(2)提拨轨装置8将钢轨回拨;
114.(3)支撑装置4回位;
115.(4)现场进行清理,车辆离场。
116.作为本技术的实施例,实施中,如图15所示,包括如下具体步骤:
117.(1)确认换板位置,车辆入场;
118.(2)标定换板位置,拆除待更换轨道板两侧预设距离的钢轨扣件;
119.(3)提拨轨作业:提拨轨装置8将钢轨抬离轨道道床并拨开两股钢轨,留出轨道板更换所需空间;解除对轨道板的约束,以分离轨道板;
120.(4)轨道板更换装置5提升旧轨道板进行回收:轨道板更换装置5提升旧轨道板并将旧轨道板运输至旧板储板架7上,以回收旧轨道板;
121.(5)轨道板更换装置5转运新轨道板至目标放置位置进行粗铺后,轨道板更换装置5精调轨道板姿态;
122.(6)砂浆搅拌装置10将砂浆灌注至新轨道板填充层;
123.(7)钢轨锁紧装置9回位;
124.(8)提拨轨装置8将钢轨回拨;
125.(9)对钢轨进行复位、调整并安装扣件;
126.(10)支撑装置4回位;
127.(11)对现场进行清理,车辆离场。
128.通过本技术实施例提供的无砟轨道板换板车集成度较高,结构紧凑,功能齐全,免于各车辆连接和分离,换板工艺流程简单高效,安全性高。
129.无砟轨道板换板车及换板方法,可以适应不同工况的线路上的无砟轨道板的更换,单双线和其他特殊地段也可作业,此外,可以适应现有的crtsⅰ、ⅱ、ⅲ型轨道板,适应性强。
130.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
131.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
132.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或可以互相通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
133.尽管已描述了本技术的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
134.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。