一种汽车用38mnvs5稀土易切削热轧圆钢及其制备方法
技术领域
1.本发明属于冶金材料领域,具体涉及一种汽车用38mnvs5稀土易切削热轧圆钢及其制备方法。
背景技术:
2.非调质钢是指在中碳钢基础上加入钒、钛、铌微合金化元素,通过控锻(轧)工艺,使合金元素以c、n的化合物弥散析出,促使该类钢轧材产品在热轧状态、锻造状态或正火状态下达到调质强度水平和客户所需的机械加工性能,从而省去调质处理,缩短生产周期和节约能源。非调质钢因为其高温成形后不需要进行后续的热处理,从而简化工序、节省成本而受到广泛的关注,在诸多领域内逐渐得到应用。
3.随着汽车行业的快速发展,汽车安全性、稳定性及能耗等指标要求汽车零部件可靠、环保与减重;同时,汽车零部件的加工制造以数控机床为中心,对材料的切削性能提出越来越高的要求,因此高强韧性的易切削非调质钢成为汽车零部件的最佳选择。
4.汽车曲轴用非调质钢是在低、中碳锰钢中添加合金元素,通过细晶强韧化,沉淀析出强化,使其强度达到调质钢的水平,同时又有一定的塑韧性。传统的易切削钢含有pb元素,其加工性能优良,但是这种重金属元素对环境有害,随着对环保的重视,而逐步淘汰;另外一种是含硫的易切削钢,其切削加工性能随着硫含量的增加而改善,然而硫含量过高会带来轧制及锻造加工过程中的热脆现象。因此,期望一种高强韧性非调质钢,其为具有优秀切削加工性的不含pb的易切削钢。
技术实现要素:
5.针对现有技术中存在的问题,本发明一个方面提供一种汽车用38mnvs5稀土易切削热轧圆钢,其化学成分按质量百分比计为:c:0.36%-0.40%,mn:1.35%-1.45%,si:0.50%-0.60%,cr:0.12%-0.20%,p≤0.018%,s:0.046%-0.065%,v:0.09-0.11%,re:0.0010%-0.0020%,其余为fe和不可避免的杂质。
6.上述汽车用38mnvs5稀土易切削热轧圆钢的化学成分按质量百分比计为:c:0.37-0.38%,mn:1.40-1.42%,si:0.54-0.55%,v:0.09-0.10%,cr:0.14-0.15%,p≤0.018%,s:0.050-0.057%,re:0.0013-0.0015%,其余为fe和不可避免的杂质。
7.上述汽车用38mnvs5稀土易切削热轧圆钢的力学性能满足:屈服强度≥570mpa;抗拉强度≥930mpa;面缩率≥45%;延伸率≥16%;室温冲击功ak
u2
≥50j;表面硬度hb240-250。
8.本发明另一方面提供一种汽车用38mnvs5稀土易切削热轧圆钢的制备方法,其包括以下炼钢工艺和轧钢工艺,其中所述炼钢工艺流程包括:转炉—炉外精炼—vd真空处理—连铸—缓冷;所述轧钢工艺流程包括:铸坯加热—高压水除磷—ф850mm开坯机—ф700mm
×
3 ф550mm
×
4连轧机组轧制;
9.其中在所述炼钢工艺流程中控制以下技术参数:
10.转炉采用双渣操作,终点碱度按3.0控制;
11.转炉终点控制目标c≥0.09%,p≤0.020%;
12.vd深真空时间≥15min,软吹时间≥15min;
13.过热度≤30℃,铸机拉速≤0.61m/min;
14.在所述轧钢工艺流程中控制以下技术参数:
15.加热温度≤1220℃;
16.开轧温度≤1080℃;
17.终轧温度≤880℃。
18.基于以上技术方案,本发明通过合理控制c、v和cr元素的含量,进而增加产品的强度和硬度,同时通过细化晶粒增加产品的塑性韧性,并通过re的加入球化b、c、d类夹杂物,获得珠光体 铁素体金相组织,进而增加非调质钢的易切削性能,从而获得一种兼具有良好的塑性韧性和较高的强度的汽车用38mnvs5稀土易切削非调质热轧圆钢。
具体实施方式
19.本发明旨在提供一种具有优良的综合力学性能的汽车用38mnvs5稀土易切削热轧圆钢,还提供了该汽车用38mnvs5稀土易切削热轧圆钢的制备方法。
20.在本发明的第一方面,提供一种汽车用38mnvs5稀土易切削热轧圆钢,其化学成分按质量百分比计为:c:0.36%-0.40%,mn:1.35%-1.45%,si:0.50%-0.60%,cr:0.12%-0.20%,p≤0.018%,s:0.046%-0.065%,v:0.09-0.11%,re:0.0010%-0.0020%,其余为fe和不可避免的杂质。
21.在一些实施例中,所述汽车用38mnvs5稀土易切削热轧圆钢的力学性能满足:屈服强度≥570mpa;抗拉强度≥930mpa;面缩率≥45%;延伸率≥16%;室温冲击功ak
u2
≥50j;表面硬度hb240-250。
22.上述汽车用38mnvs5稀土易切削热轧圆钢的成分设计原理如下:
23.c:c是提高钢材强度最有效的元素,c含量的增加钢的抗拉强度和屈服强度随之提高,但延伸率和冲击韧性下降,耐腐蚀能力也会下降,而且钢材的焊接热影响区还会出现淬硬现象,导致焊接冷裂纹的产生。为保证圆钢获得良好的综合性能,本发明钢c元素含量设计为0.36%-0.40%。
24.mn:mn是重要的强韧化元素,且成本低廉,随着锰含量的增加,钢的强度明显提升,改善钢的加工性能,而韧脆转变温度几乎不发生变化。但锰含量过高,会抑制铁素体的转变,影响钢的屈服强度,不利于屈强比的控制。本发明钢的mn元素含量设计为1.35%-1.45%。
25.si:si能够提高钢的强度,通过增加si元素,能够在一定程度上提高钢的强度,但是随着si的质量百分比的进一步增加,容易造成钢中生成马氏体组织,因此,本发明对si的质量百分比控制在0.50%-0.60%。
26.v:v和c、o、n都有很强的结合能力,并与之形成极其稳定的化合物,因而能细化晶粒,降低钢的热敏感性和回火脆性。能显著改善普通低合金钢的焊接性能。本发明钢的v元素含量设计为0.09-0.11%。
27.cr:cr能提高钢的强度、硬度和耐大气腐蚀性能,加入其他合金元素时,效果较显
著。铬可以减缓奥氏体的分解速度,显著提高钢的淬透性,并有二次硬化作用,但亦增加钢的回火脆性倾向。但铬含量过高时,会降低基材和热影响区的韧性。本发明钢的cr元素含量设计为0.12%-0.20%。
28.p,s:p,s是钢中的杂质元素。p具有一定的提高耐腐蚀性作用,但p是一种易于偏析的元素,在钢的局部产生严重偏析,降低塑性及韧性,对低温韧性极为有害。s元素在钢中易于偏析和富集,是对耐腐蚀性能用害的元素,但是对钢的易切削性能较好,所以本发明p≤0.018%,s:0.046%-0.060%。
29.re:re在钢中有净化和明显的变质知用。钢的洁净度不断提高,稀土元素的微合金化作用日益突出。稀土的微合金化包括微量稀土元素的固溶强化、稀土元素与其他溶质元素和化合物的交互作用、稀土元素的存在状态(原子、夹杂物或化合物)、大小、形态和分布,特别是在晶界的偏聚以及稀土对钢表面和基体组织结构的影响,本发明钢中re元素含量设计为0.0010%-0.0020%。
30.本发明通过合理控制以上元素的含量,最终获得一种具有优良综合力学性能(尤其是高塑性韧性)的汽车用38mnvs5稀土易切削热轧圆钢。
31.在本发明的第二方面提供一种汽车用38mnvs5稀土易切削热轧圆钢的制备方法,其包括以下工艺:炼钢工艺流程:转炉—炉外精炼—vd真空处理—连铸—缓冷;轧钢工艺流程:铸坯加热—高压水除磷—ф850mm开坯机—ф700mm
×
3 ф550mm
×
4连轧机组轧制—锯切(取样)—无损检测(超声波探伤 涡流/红外/漏磁探伤)—检查—修磨—打捆—入库—发货;
32.其中在所述炼钢工艺流程中控制以下技术参数:
33.转炉采用双渣操作,终点碱度按3.0控制;
34.转炉终点控制目标c≥0.09%,p≤0.020%;
35.vd深真空时间≥15min,软吹时间≥15min;
36.过热度≤30℃,铸机拉速≤0.61m/min;
37.在所述轧钢工艺流程中控制以下技术参数:
38.加热温度≤1220℃;
39.开轧温度≤1080℃;
40.终轧温度≤880℃。
41.以下通过具体实施例详细说明本发明的内容,实施例旨在有助于理解本发明,而不在于限制本发明的内容。
42.实施例1-3:汽车用38mnvs5稀土易切削热轧圆钢的制备
43.该实施例1-3旨在生产一种汽车用38mnvs5稀土易切削热轧圆钢,该汽车用38mnvs5稀土易切削热轧圆钢的化学成分及其含量如下表1所示,制备方法具体包括以下工艺:
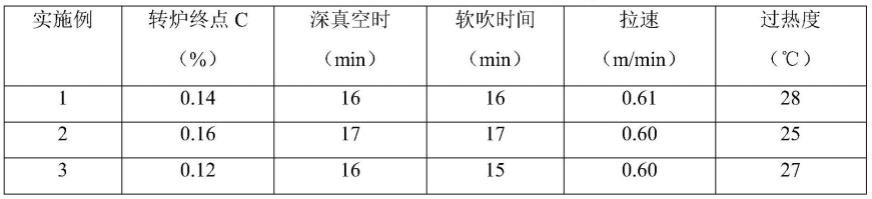
44.炼钢工艺流程:转炉—炉外精炼—vd真空处理—连铸—缓冷;在该炼钢工艺流程控制以下主要技术参数:转炉采用双渣操作,终点碱度按3.0控制;转炉终点控制目标c≥0.09%,p≤0.020%;vd深真空时间≥15min,软吹时间≥15min;过热度≤30℃,铸机拉速≤0.61m/min,具体如下表2所示。
45.轧钢工艺流程:铸坯加热—高压水除磷—ф850mm开坯机—ф700mm
×
3 ф550mm
×
4连轧机组轧制;在该轧钢工艺流程中控制的主要技术参数为:加热温度≤1220℃;开轧温度≤1080℃;终轧温度≤880℃,具体如下表3所示。
46.对该实施例1-3生产获得的汽车用38mnvs5稀土易切削热轧圆钢的力学性能进行检测,结果如下表4所示。
47.表1:各实施例的化学成分及重量百分比含量
48.实施例csimnpscrvre(ce)10.370.551.400.0180.0500.150.100.001320.380.551.400.0170.0530.140.090.001430.370.541.420.0180.0570.150.100.0015
49.表2:各实施例炼钢工艺控制参数
[0050][0051]
表3:实施例轧钢工艺控制参数
[0052]
实施例加热温度(℃)开轧温度(℃)终轧温度(℃)112151051860212191050865312201056870
[0053]
表4:各实施例制备的钢材的力学性能检测结果
[0054][0055]
由表1-表4可以看出,本发明通过合理控制钢中的化学成分(例如c、v和cr等)的含量,并设计合理的炼钢和轧钢工艺,最终获得一种综合力学性能优良(高的塑性韧性和强度)的汽车用38mnvs5稀土易切削热轧圆钢,其力学性能满足:屈服强度≥570mpa;抗拉强度≥930mpa;面缩率≥45%;延伸率≥16%;室温冲击功ak
u2
≥50j;表面硬度hb240-250。
[0056]
最后应说明的是:以上所述仅为本发明的优选实施例,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。